
国際特許分類[B26D7/27]の内容
処理操作;運輸 (1,245,546) | 切断手工具;切断;切断機 (8,140) | 切断;切断機,例.切断,穴あけ,押抜,型抜によるもの,に共通の細部 (4,343) | 切断,切抜,型抜,打抜,穴あけ,または切断刃以外の手段による切断装置の細部 (1,247) | 切断と結合した他の操作を行うための手段 (100)
国際特許分類[B26D7/27]の下位に属する分類
切断回数の計数または切断長さの測定をするためのもの (8)
製品の重さをはかるためのもの (4)
製品を搬送しまたは積み重ねるためのもの (43)
切断した製品にバターのような塗付物を供給するためのもの (4)
国際特許分類[B26D7/27]に分類される特許
1 - 10 / 41
積層シート体の切断装置
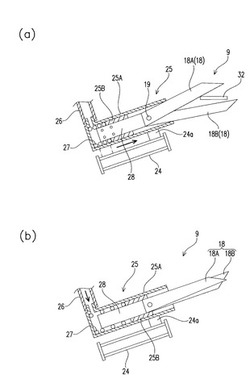
【課題】シート状部材の切断作業を容易迅速に行うことができる積層シート体の切断装置を提供する。
【解決手段】複数枚のシート状部材3,4を積層してなる積層シート体の前記複数枚のシート状部材3,4のうちの少なくとも表面又は裏面となる一つシート状部材4を他のシート状部材3とを相対的に移動させて分離する分離手段8と、該分離手段8で分離した前記少なくとも一つ又は他のシート状部材3の切断すべき部分を切断する切断手段9とを備えている。
(もっと読む)
カッター設備装置

【課題】最終製品の中に含まれ得る、品質が低い紙(平判)を、確実に検出することができるカッター設備装置を提供する。
【解決手段】カッター設備2、繊維配向計測装置5、入力装置7、記憶装置8、繊維配向検査装置9を備える。カッター設備2は、原反1から送り出された紙を裁断する。繊維配向計測装置5は、原反1からの紙の繊維配向情報を、複数の幅方向位置において計測する。入力装置7は、平判の取合せを設定する。記憶装置8には、平判の繊維配向情報の許容範囲が記憶される。繊維配向検査装置9は、原反1からの紙の幅方向に複数の計測範囲を設定し、その計測範囲毎に繊維配向情報の許容範囲を設定する。また、繊維配向検査装置9は、繊維配向計測装置5によって計測された繊維配向情報に基づいて、カッター設備2を使用して切り出される平判の良否を判定する。
(もっと読む)
電極シートのスリッタ装置及び電極シートのスリッタ方法
【課題】切断品質を向上できる電極シートのスリッタ装置を提供する。
【解決手段】集電箔Tの両表面に電極材Fが塗工された電極シートSを切断する電極シートSのスリッタ装置100であって、電極シートSを切断するスリッタ10と、電極シートSの切断部位における集電箔Tの寄り量Bを計測するコントローラ50と電極シートSの切断部位を押圧して、切断による変形を矯正する矯正ローラ30と、を具備し、矯正ローラ30は、コントローラ50により計測された集電箔Tの寄り量Bが減少した場合には、減少した寄り量Bに基づいて切断部位に対する押圧力Pを増加させる。
(もっと読む)
液晶表示素子の連続製造システムおよび液晶表示素子の連続製造方法
【課題】剛性が低く薄い光学フィルム積層体を、安定的かつ高品位にハーフカットすることができる液晶表示素子の連続製造システム、液晶表示素子の連続製造方法およびハーフカット装置を提供する。
【解決手段】光学フィルム積層体の内、キャリアフィルムを残して光学フィルムをその幅方向に切断して光学フィルムのシート片を形成するハーフカット装置と、キャリアフィルムから剥離されたシート片を液晶パネルに貼り合わせる貼合装置とを備える液晶表示素子の連続製造システムであって、前記ハーフカット装置は、刃物と、当該刃物に対向する台座とを有し、前記台座は、前記刃物から近位の第1台座部と、前記刃物から遠位でありかつ当該第1台座部の弾性率より高い弾性率を有する第2台座部とが積層された構造を有する。
(もっと読む)
刃及び綴じ機
【課題】設計の自由度が低く、抵抗力を低減することが難しいという課題を解消することのできるカット孔形成用の刃、及びこの刃を備えた綴じ機を提供する。
【解決手段】複数枚の用紙Pに打ち抜き孔P1及びカット孔P2を形成するとともに、その打ち抜き孔P1から切り起こされた切起片P5の先端P51部分を前記カット孔P2に挿通させ、その切起片P5とカット孔P2との係わり合いによってそれら複数枚の用紙Pを相互に綴じることができるようにした綴じ機1に用いられる前記カット孔P2を形成し得る刃であって、前記カット孔P2に挿通される直前の切起片P5を受け入れる窓を有し、その窓の前記切起片P5を押圧してカット孔P2に引き込むための縁が、刃素材の厚み寸法よりも大きな厚み方向の領域に分布するような形状をなしている。
(もっと読む)
指標表示装置、裁断処理システム及び指標表示プログラム
【課題】対象物品の大きさが適正か否かの判定を容易かつ正確に行う。
【解決手段】矩形シート材Sの外縁を示す縦及び横の基準寸法を入力する入力装置30と、入力された縦及び横の基準寸法にもとづき、矩形シート材Sの外縁を示す所定の基準形状の画像データを生成する画像生成手段101と、生成された画像データにもとづき、矩形シート材Sの外縁の実寸法を示す基準形状を指標として表示する表示装置20とからなる。
(もっと読む)
切抜き加工装置用コンピュータプログラム
【課題】切抜き加工装置によって二次元情報が切り抜き加工された被加工シートにおける不要部分を台紙上から捲り易くすることができる切抜き加工装置用コンピュータプログラムを提供する。
【解決手段】切抜き加工装置100は、記録メディアWKに対して相対変位可能に支持された加工キャリッジ106に工具ホルダ107を保持している。工具ホルダ107は、ピン状の押圧工具109を保持している。押圧工具109の先端部には、尖った形状の押圧部109aが形成されている。切抜き加工装置100が実行する切抜き加工プログラムは、被加工シートCSの不要部分を台紙BSから捲る捲り加工ステップを含んでいる。捲り加工ステップは、押圧工具109の押圧部109aを被加工シートCSの不要部分における張出部BPに押し付けた状態で同押圧工具109を張出部BPから遠ざける方向に変位させることにより同張出部BPを台紙BSから捲る。
(もっと読む)
切抜き加工装置用コンピュータプログラム
【課題】切抜き加工装置によって二次元情報が切り抜き加工された被加工シートにおける不要部分を台紙上から除去するカス取り作業を省略することができる切抜き加工装置用コンピュータプログラムを提供する。
【解決手段】切抜き加工装置100は、記録メディアWKに対して相対変位可能に支持された加工キャリッジ106に塗布具109を保持している。塗布具109は、略円筒状の本体部109aの下面に粘着阻害剤が滲出する滲出部109aを備えてペン型に構成されている。切抜き加工装置100が実行する切抜き加工プログラムは、被加工シートCSの不要部分における塗布位置PPに粘着阻害剤を塗布する塗布加工ステップを含んでいる。塗布加工ステップは、被加工シートCSの不要部分における塗布位置PPに塗布工具109の滲出部109aを押し付けた状態で同滲出部109bを塗布位置PPに沿って変位させることにより同塗布位置PPに粘着阻害剤を塗布する。
(もっと読む)
加工位置の計測方法
【課題】第mの加工位置と第nの加工位置とのずれを精度よく計測することのできる加工位置の計測方法の提供を目的とする。
【解決手段】加工位置の計測方法は、第mの加工を施すとともに、第mのマーク26、及び、基準寸法を示す基準マーク29を形成し(S2)、第nの加工を施すとともに、第nのマーク27を形成し(S7)と、第mのマーク26及び第nのマーク27の相対的位置を測定するとともに、測定した基準寸法L1と基準寸法L0との比にもとづいて、第mのマーク26と第nのマーク27との相対的位置を補正し、第mの加工位置と第nの加工位置との加工位置のずれを計測する(S9)方法としてある。
(もっと読む)
シート貼付装置および貼付方法
【課題】剥離シートに仮着された帯状シートを適切に切断できるシート貼付装置および貼付方法を提供すること。
【解決手段】シート貼付装置1は、帯状の剥離シートRLの一方の面に帯状シートS1が仮着された原反Rを繰り出す繰出手段2と、繰出手段2により繰り出された原反Rの帯状シートS1から剥離シートRLを一旦剥離して迂回させる迂回手段4と、迂回手段4で剥離シートRLが迂回されている部分の帯状シートS1を切断して所定長さの接着シートSを形成する切断手段6と、切断手段6で形成された接着シートSを剥離シートRLに再仮着させる再仮着手段5と、接着シートSを剥離シートRLから剥離する剥離手段8と、剥離手段8で剥離された接着シートSを被着体Wに押圧して貼付する押圧手段9とを備える。
(もっと読む)
1 - 10 / 41
[ Back to top ]