
国際特許分類[B27K5/06]の内容
処理操作;運輸 (1,245,546) | 木材または類似の材料の加工または保存;釘打ち機またはステープル打ち機一般 (5,432) | 木材の注入,着色,染色,漂白方法,装置もしくは物質の選択,または他に分類されない木材の浸透液による処理;コルク,とう,あし,わらまたは類似材料の化学的または物理的処理 (1,167) | グループ1/00,3/00に分類されない木材の処理 (633) | 木材の軟化または硬化 (53)
国際特許分類[B27K5/06]に分類される特許
1 - 10 / 53
木質材料の素地調整方法及びその素地調整後に塗装した塗装木質材
【課題】サンダーダスト等の埃を抑制することができる上に、簡便で安価に行うことができ、さらには、塗装回数を軽減させることができる素地調整方法及びその素地調整後に塗装した塗装木質材を提供することを目的としている。
【解決手段】木質材料の表面に熱を与えながら当該木質材料の厚みを圧縮し、前記木質材料の表面組織を圧壊する素地調整方法を行い、その素地調整方法を行った上で塗装を施す塗装木質材を生成する。
(もっと読む)
表面人工杢目板材、およびその製造方法
【課題】本発明では、杢目の突板や、杢目模様が印刷された塩化ビニルなどのシートを使う事もなく、また金型による応力負荷も行うことなく、板目や柾目の板材に対して装飾性の高い杢目模様を任意に付け、しかも必要とする側だけの表面から一定の深さの層だけに対して部分的に圧縮を行い、前記板材の本来の比重に近い状態の表面人工杢目板材およびその製造方法を提供する。
【解決手段】板目や柾目の板材の片表面に対し、切削加工を施す事でその木目模様に変化を与え、前記板材を装飾性の高い天然の杢目の様なうねり模様を持った木目模様とし、前記切削加工によって凹凸形状を持った表面に対し、前記表面から一定の深さの層だけを部分的に軟化した後に、圧縮により前記表面を平滑化させる。
(もっと読む)
植物系バイオマス成形体の製造方法及び植物系バイオマス成形体の加熱流動成形用材料

【課題】木質材料の外観の低下が抑えられ、曲げ強度が良好なバイオマス成形体を安価に製造することができる植物系バイオマス成形体の製造方法を提供する。
【解決手段】熱で軟化させた植物系バイオマス材料1を圧縮しながらせん断力Fの作用によりずり変形させて一旦加熱流動成形用材料2を得たのち、この加熱流動成形用材料2を金型に供給し加熱加圧して3次元形状を有する成形体を得る。
(もっと読む)
塑性加工木材の製造方法
【課題】物性的に安定していて製品間の品質にばらつきが少なく、また、製品化後の周囲環境条件の変化による歪みの発生がなく、更に、高い硬度を有し傷跡や窪みが付き難いこと。
【解決手段】木材NW1,NW2に対して加えた加熱圧縮力によって、木材NW1,NW2の厚みが加熱圧縮されて塑性加工され、前記加熱圧縮された後の前記塑性加工した前記木材の気乾比重を0.85以上とし、かつ、塑性加工木材PW1,PW2の木口面の全ての年輪線RLと、塑性加工木材PW1,PW2の裏側板目面B1または樹心側柾目面の面とがなす鋭角側の交差角度が45度以下の範囲内として製造したものである。
(もっと読む)
塑性加工木材
【課題】物性的に安定していて製品間の品質にばらつきが少なく、また、製品化後の周囲環境条件の変化による歪みの発生がなく、更に、高い硬度を有し傷跡や窪みが付き難いこと。
【解決手段】本実施の形態の塑性加工木材PW1,PW2は、加工前木材NW1,NW2に対して加えた外力によって、加工前木材NW1,NW2の厚みが加熱圧縮されて塑性加工し、加熱圧縮した塑性加工木材PW1,PW2の気乾比重を加工前木材NW1,NW2の気乾比重の2倍以上とし、かつ、塑性加工木材PW1,PW2の木口面Aの全ての年輪線RLと木口面Aの樹心側の板目面B1または柾目面C1から2mm以下の範囲に樹心側の板目面B1または柾目面C1に沿って描いた仮想境界線とがなす鋭角側の交差角度δが45度以下の範囲内にあるものである。
(もっと読む)
木質パネルの製造方法
【課題】軽量かつ高い圧縮強度および圧縮弾性率を有するのに加えて、高い寸法安定性を有する木質パネルの製造方法を提供する。
【解決手段】複数の平らな木製薄板を準備する準備工程(ステップ1)と、コア用木製薄板を軟化させる軟化工程(ステップ2)と、軟化したコア用木製薄板を波形に変形する変形工程(ステップ3)と、変形したコア用木製薄板を、治具にセットした状態のまま、コア用木製薄板に所定の熱処理を施すことにより、コア用木製薄板の変形を固定する変形固定工程(ステップ4)と、変形固定したコア用木製薄板の表裏面にそれぞれ、平らな木製薄板を接着する接着工程(ステップ5)と、を備えている。
(もっと読む)
圧縮木製品の製造方法
【課題】曲面を含む三次元形状の木材を製造する際、所望位置に所望パターンを形成することが可能な圧縮木製品の製造方法を提供すること。
【解決手段】大気よりも高温高圧の水蒸気雰囲気中で木材に圧縮力を加えて形状変化を生じさせる圧縮工程を有し、曲面を含む三次元形状を有する圧縮木製品を製造する圧縮木製品の製造方法。圧縮工程S3の後に、木材の表面にパターンを形成する付着物を所望位置に配置し、木材と共に大気中で加熱しながら加圧力を加えることにより、木材を圧縮工程後の形状と略等しい形状に整形すると共に、付着物を木材に定着させる定着工程S6を有する。
(もっと読む)
圧密成形木板及びその製造方法並びに変形木板の整形方法
【課題】圧密成形木板及びその製造方法並びに変形木板の整形方法において、板材としての用途が豊富で商品価値の高い木板を得ることができ、乾燥時に反り等の変形を生じ易い木板を平坦にでき、圧縮した木板が水に濡れても戻りが生じないこと。
【解決手段】木材NWが切出し工程で所定板厚の木板に切り出され(S10)、この木板が乾燥工程で所定の含水率の範囲内に乾燥され(S11)、第1加熱工程で変形木板HWが第1の加熱温度に加熱され(S12)、加圧工程で所定の圧力で第1の所定時間だけ加圧されるとともに密閉状態となる(S13)。そして、第2加熱工程で第2の加熱温度に加熱され(S14)、水蒸気処理工程において、密閉状態に置かれた木板に第2の加熱温度の水蒸気が吹き込まれて第2の所定時間だけ保持され(S15)、冷却工程で120℃未満まで冷却された後に常圧に戻されて(S16)、圧密成形木板PWが得られた。
(もっと読む)
圧縮木製品の製造方法、および圧縮木製品
【課題】開口を有する箱状のブランク材を成形する際に割れを発生することがなく、成形後に適切な強度を付与する。
【解決手段】略長方形の主面を有する平板状の主板部と、前記主板部の周縁から該主板部に対して斜め方向に湾曲して延在し、周回する開口端面を有する側板部とを備えた箱状をなし、木材の繊維方向が、前記主板部の主面と略平行であり、かつ前記主面上で該主面の外縁をなす略長方形の四辺とそれぞれ交差するブランク材を形成するブランク材形成工程と、前記ブランク材形成工程で形成したブランク材を軟化させる軟化工程と、前記軟化工程で軟化したブランク材に圧縮力を加えることによって前記軟化工程前のブランク材よりも容積が小さくかつ前記軟化工程前のブランク材と異なる箱状に変形させる圧縮工程と、前記圧縮工程によって変形したブランク材の形状を固定化する固定化工程とを有する。
(もっと読む)
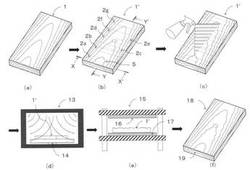
一種の木質型材及びその製造方法
【課題】
【解決手段】本発明は木質型材及びその製造方法に関わるものであって、特に軟質木素材型材及びその製造方法に関わるものであり、木材の加工分野に属するものである。本発明は下記の技術案により実現できる。一種の木質型材の製造方法であって、下記の手順が含まれる。(1)製材手順、(2)乾燥手順、(3)研磨手順、(4)熱圧手順:二枚の140〜200℃温度の押え板にて素材板の両表面層に対して、圧縮密着を行う。(5)予炭化手順: 160〜200℃の条件で素材板に対して予め炭化を行う。(6)炭化手順:200〜225℃の条件で素材板に対して炭化を行う。(7)冷却手順。(8)含水率制御手順。本発明は特に床材及び事務用家具等の木質製品の製造に適用する。
(もっと読む)
1 - 10 / 53
[ Back to top ]