
国際特許分類[B29C33/22]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型またはコア;その細部または付属装置 (6,935) | 型開き,型閉めまたはクランプ (199) | 直線運動によるもの (120)
国際特許分類[B29C33/22]の下位に属する分類
流体圧または空気圧装置を利用するもの (27)
国際特許分類[B29C33/22]に分類される特許
1 - 10 / 93
射出成形機
【課題】多極電磁石による型締効率を向上できる射出成形機を提供すること。
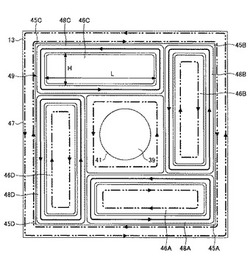
【解決手段】射出成形機は、固定金型15が取り付けられる第1の固定部材11と、可動金型16が取り付けられる第1の可動部材12と、第1の可動部材11と共に移動する第2の可動部材22と、第1の可動部材12と第2の可動部材22との間に配設される第2の固定部材13と、第2の固定部材13を貫通して第1の可動部材12と第2の可動部材22とを連結するロッド39とを備える。第2の固定部材13及び第2の可動部材22の一方は、他方を吸着して型締力を発生させる電磁石49の複数のコイル48A〜48Dを保持する。複数のコイル48A〜48Dが、ロッド39の周りを囲むように配設される。
(もっと読む)
射出成形機

【課題】多極電磁石による型締効率を向上できる射出成形機を提供すること。
【解決手段】射出成形機は、固定金型15が取り付けられる第1の固定部材11と、可動金型16が取り付けられる第1の可動部材12と、第1の可動部材11と共に移動する第2の可動部材22と、第1の可動部材12と第2の可動部材22との間に配設される第2の固定部材13と、第2の固定部材13を貫通して第1の可動部材12と第2の可動部材22とを連結するロッド39とを備える。第2の固定部材13及び第2の可動部材22の一方は、他方を吸着して型締力を発生させる電磁石49の複数のコイル48A〜48Dを保持する。ロッド39を中心に互いに直交する2つの軸線X、Y上のそれぞれにおいて、ロッド39の両側にコイルが存在することを特徴とする。
(もっと読む)
射出成形機
【課題】電磁石による吸着力で型締力を発生させる型締力発生機構を採用しつつ、ストッパ機構を構成する棒状部材の長さを最小限に抑えること。
【解決手段】射出成形機は、固定金型が取り付けられる第1の固定部材と、第1の固定部材と対向して配設される第2の固定部材と、可動金型が取り付けられる第1の可動部材と、第1の可動部材と連結されて第1の可動部材と共に移動する第2の可動部材と、第2の可動部材と第2の固定部材との間に設けられ、第2の可動部材及び第2の固定部材のうちのいずれか一方に一端が固定されると共に、第2の可動部材及び第2の固定部材のうちの他方まで他端が延在する棒状部材と、棒状部材と係合する係合位置と棒状部材から離脱する離脱位置との間で移動可能な係止部材であって、係合位置にあるときに第2の可動部材の移動を防止する係止部材と、を備える。
(もっと読む)
型締装置および成形装置
【課題】型締力が不均等に作用することを抑制する。
【解決手段】成形型10の開閉動作をガイドするとともに型締め力を受ける複数本のタイロッド22と、複数本のタイロッド22に係止することで成形型10を加工位置に保持する保持手段24と、流体圧によって型締め力を発生させる型締め力発生手段25と、複数本のタイロッド22の型締め方向位置を検出するタイロッド位置検出手段26と、タイロッド位置検出手段26の検出結果に基づいて型締め力発生手段25の作動を制御する制御手段27とを備え、制御手段27は、タイロッド位置検出手段26が検出した複数本のタイロッド22の位置の差が所定値を超えている場合、型締め力発生手段25を強制的に停止させる。
(もっと読む)
圧縮成形用型締め装置及び圧縮成形用型締め方法
【課題】小型・軽量・低コスト化が可能で且つ大きな型締力の付与が可能でありながら、制御が比較的に単純で金型の開閉速度を速くして型締め開始までを短時間にすることが可能となる。
【解決手段】圧縮成形装置100に用いられる圧縮成形用型締め装置110であって、固定的に設けられた筐体フレーム112と、筐体フレーム112に回転可能に支持される回転軸120と回転軸120の中心位置Pとは異なる位置に自身の中心位置Qが設けられ上型104を回転可能に支持する偏心体124とを備え、回転軸120が回転することで上型104の下型106への接近・離間を行い、型締めの際には上型104にかかる型締力の方向で回転軸120と偏心体124とが一直線上に配置される上型支持機構114と、回転軸120の回転と停止とを制御する回転制御機構140と、下型106を支持し型締力を付与する型締力付与機構150と、を備える。
(もっと読む)
型締装置及び型厚調整方法
【課題】型厚を調整する際に移動させる必要のある部品を少なくすることができ、型厚の調整の精度を高くすることができるようにする。
【解決手段】固定金型15が取り付けられた第1の固定部材と、第1の固定部材と対向させて配設され、可動金型16が取り付けられた第1の可動部材と、第1の可動部材の進退に伴って進退させられる第2の可動部材とを有する。そして、第1、第2の可動部材の相対的な位置を変えることによって、型厚の調整が行われる。この場合、前記第1、第2の可動部材の相対的な位置を変えることによって型厚の調整を行うようになっているので、型厚を調整する際に移動させる必要のある部品を少なくすることができ、型厚の調整の精度を高くすることができる。
(もっと読む)
成形用金型
【課題】 一般的な成形ができると共に、圧縮成形もできる成形用金型を提供する。
【解決手段】固定側金型(20)の4角に芯出し用の第1、2の2本のガイドピン(21、22)を所定の間隔をおいて設ける。また、可動側金型(30)の4角に前記ガイドピン(21、22)を受けるガイドピンブッシュ(31、32)を2個ずつ設ける。これらの第1、2のガイドピン(21、22)は、トグル機構(10)の一対の長リンク(11、11)の端部が可動盤(3)の上下位置に取り付けられているので、これと同じように上下の位置関係になるように設ける。
(もっと読む)
型締装置の型締力調整装置
【課題】 型締め機構として簡単な構造のトグル機構を利用する場合に、型締力を容易に調整することができるようにして、精密な成形加工を行える型締装置の型締力調整装置を提供する。
【解決手段】 トグル機構7によって油槽4aを昇降させ、この油槽4aに昇降自在に押動ブロック4bを具備させ、この押動ブロック4bに可動盤3aを取り付ける。油槽4aには緩衝油5を充填する。油槽4aの底壁内には、緩衝油5の圧力を調整する緩衝調整部6が設けられる。緩衝調整部6には前記油槽4a内の緩衝油5が導入されてその圧力によってポペット6dが押動されるようにしてあり、これに対抗するよう調整バネ9の復元力が付勢されている。型締め時には前記緩衝油5の圧力を介して可動型3が固定型2に押圧されるから、前記調整バネ9の復元力の大きさを調整することで型締め力を調整できる。
(もっと読む)
トグル式型締装置の可動プラテン位置測定方法
【課題】 トグル式型締装置において、金型を開閉する際の可動プラテンの位置を、簡素な計測手段によって測定する方法である。
【解決手段】 型開閉動作中において、リンク機構のリンク部材に取り付けられた傾斜センサーにより、リンク部材の傾斜角度を測定し、測定された傾斜角度から可動プラテンの位置を制御装置によって換算する。換算された可動プラテンの位置にもとづいて、型開閉速度制御や停止位置の制御を行なう。計測手段の部品点数が少なくなるとともに、省スペース化が図られる。
(もっと読む)
金型開閉装置
【課題】簡易な構成により型締め力を向上すること。
【解決手段】固定ベース6に複数のタイバー3で結合された固定側プラテン2と、固定ベース6と固定側プラテン2との間に設けられ、複数のタイバー3によって固定側プラテン2に対して移動可能に案内される可動側プラテン1と、固定側プラテン2と可動側プラテン1とを連結するリンク機構10と、を備え、固定側プラテン2と可動側プラテン1との間に金型を保持し、可動側プラテン1が固定側プラテン2に対して移動することにより金型を開閉する金型開閉装置100であって、リンク機構10は、金型を閉鎖した際に、可動側プラテン1に金型を閉鎖する方向に付勢力を負荷することを特徴とする。
(もっと読む)
1 - 10 / 93
[ Back to top ]