
国際特許分類[B29C39/42]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 注型成形,すなわち.型内または限定された表面間に成形材料を大きな圧力を加えないで導入する成形;そのための装置 (3,920) | 構成部品,細部または付属装置;補助操作 (1,764) | 特別の条件,例.真空,下での注型成形 (146)
国際特許分類[B29C39/42]に分類される特許
71 - 80 / 146
樹脂トランスファー成形法及び複合材料

【課題】下型に敷設した繊維強化材上に上型を重ねた後、キャビティ内を減圧しながら、樹脂を上型と下型が形成するキャビティ内に注入して繊維強化材に含浸させ、次いで硬化させる樹脂トランスファー成型法において、硬化後に未含浸部やボイド等のない厚さの均一な成型品が得られる樹脂トランスファー成型法を提供することにある。
【解決手段】キャビティ内に180度C以上で溶融させたマトリックス樹脂である熱硬化性イミドオリゴマー樹脂を、繊維強化材に含浸して樹脂注入圧力が上昇しだすまでは、60cc/分以上250cc/分以下の速度で注入する。
(もっと読む)
光導波路の製造方法及び樹脂充填装置

【課題】充填用樹脂を空隙部内に隙間無く充填すると共に、充填用樹脂の充填時における空隙部の変形を抑制することが可能な光導波路の製造方法及び樹脂充填装置を提供する。
【解決手段】空隙部222内への樹脂充填において、空隙部222内の充填用樹脂を減圧吸引しているときの単位時間当りの圧力変化Pが、下記式(1)の関係を満たすように空隙部222内における吸引圧力を調整する。
P≦0.75×Y0.55 式(1)
(式(1)中、Pは、前記他方の孔から前記充填用樹脂を減圧吸引しているときの前記空隙部の単位時間当りの圧力変化(kPa)を表し、Yは、充填用樹脂の粘度(Pa・s)を表す。)
(もっと読む)
繊維強化プラスチック成形体の製造方法
【課題】樹脂が容易に流れ、補給されるために用いられる樹脂流動用構造物、例えばシート状またはマット状構造物等の廃棄を要せず、該構造物を強化材として利用しうる繊維強化プラスチック成形体の製造方法。
【解決手段】成形型基台上1にシート状強化繊維材料からなる被含浸物2を配設し、被含浸物上に、液状マトリックス樹脂11を拡散流動させうる樹脂拡散部材3を敷設し、これらの被含浸物及び樹脂拡散部材をバッグフィルム5によって成形型上に気密に被覆させ、真空下でバッグフィルム内に液状マトリックス樹脂を注入する繊維強化プラスチック成形体の製造方法であって、樹脂拡散部材が液状マトリックス樹脂と相溶性のある相溶性樹脂で結合させた強化繊維材料からなるものであって、一定時間形状が保持され、その間真空下で被含浸物上に吸引一体化されたのち、相溶性樹脂を、経時的にマトリックス樹脂と相溶させてマトリックス樹脂に吸収させる。
(もっと読む)
表皮付き軟質発泡体の製造方法
【課題】平滑性の良好な表皮が形成された軟質発泡体を、簡便かつ安価に製造することができる発泡体の製造方法を提供する。また、ローラ表面の凹凸に由来した画質不良が改善され、硬度と弾性復元性とのバランスがよい現像ローラを、簡便かつ安価に製造することができるローラの製造方法を提供する。
【解決手段】少なくとも、機械発泡にて液状樹脂原料の発泡性材料を調合する工程と、該発泡性材料を成形型に注入する前にあらかじめ、成形型のキャビティー内を、該発泡性材料が該成形型に注入された際には脱泡される程度の真空度まで、減圧する工程と、前記真空度を維持しながら、該発泡性材料を該成形型のキャビティーに充填する一次注入工程と、該成形型のキャビティーからの排気口を閉口した後、キャビティー内の圧力が大気圧以上、大気圧+0.03MPa以下の範囲になるように該発泡性材料を注入する二次注入工程とを備えることを特徴とする。
(もっと読む)
2液混合樹脂材の真空注入方法及び装置
【課題】 溶剤洗浄における問題の影響を抑制することができる2液混合樹脂材の真空注入方法を提供すること。
【解決手段】 開閉弁ホルダ5の内部に弾性体の付勢力と受圧により開閉を行う開閉弁シャフト6を設けるようにし、開閉弁ホルダ5は、真空チャンバー9に取り付けたミキサーガイド7と密閉状態で接続するようにし、開閉弁ホルダ5と無洗浄ミキサー2とを密閉状態で接続するミキサーホルダ3を設けるようにし、装置を溶剤洗浄する際に、溶剤洗浄を容易に行えるようにした。
(もっと読む)
レンズアレイ用成形型、及びそれを用いたレンズアレイの製造方法
【課題】レンズアレイの成形不良を防止し、高性能なレンズアレイ用成形型、及びそれを用いたレンズアレイの製造方法を提供する。
【解決手段】平面状に配置された複数のレンズを有し、各レンズに入射した光をそれぞれの光軸に向けて集光するレンズアレイを形成するレンズアレイ用成形型であって、基材の厚さ方向における一方の面に形成され、レンズの形状を反映する複数の曲面部16と、一端側が曲面部16に開口するとともに、他端側が基材の厚さ方向における他方の面に開口する貫通孔18と、を有する型本体10と、貫通孔18内に、貫通孔18から引き抜き可能に保持される引抜部19と、を有して構成されている。
(もっと読む)
真空工具装置
【課題】複合材料を製作する過程で、複合材料のガス抜き及び固化を行う間、複合材料を所定位置に保持する。
【解決手段】本発明の複合材料用の真空工具装置は、複合材料の周縁部を取り囲む大きさのフレームと、複合材料の上面及び下面と接触する大きさの一対のプランジャと、フレームに取付けられた閉込めシートであって、フレームと協働してプランジャ及び複合材料を収容する空洞を形成する閉込めシートと、空洞を真空排気すべく該空洞に連通されている少なくとも一つの真空排気ポートと、を有し、閉込めシートに加えられる大気圧及びプランジャの塊(mass)が前記真空排気の間前記複合材料を保持するように構成されている。
(もっと読む)
2液混合樹脂材の真空注入方法
【課題】 溶剤洗浄における問題の影響を抑制することができる2液混合樹脂材の真空注入方法を提供すること。
【解決手段】 パワーミキサーユニット1からの動力伝達により攪拌混合を行うミキサー内へ2液の樹脂材をそれぞれ供給して混合し、開閉弁を有するミキサーノズル5を介して、真空状態にした真空チャンバー9の内部へ注入する2液混合樹脂材の真空注入方法において、無洗浄ミキサー2を使い捨て可能な材質形状で設定し、装置を溶剤洗浄する際に無洗浄ミキサー2を無洗浄で交換するようにした。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】
本発明は、樹脂の注入可能な時間内に強化繊維基材積層体内に十分に樹脂を含浸させ、かつ、製造コストが低い成形体を得ることができるFRPの製造方法を提供せんとするものである。
【解決手段】
本発明に係るFRPの製造方法は、成形型内に強化繊維材積層体を配置するとともに、該強化繊維材積層体の上に治具を配置し、前記成形型内を吸引により減圧した後、該成形型内に樹脂を注入し、樹脂を前記強化繊維材積層体中に含浸させるFRPの製造方法において、前記強化繊維材積層体の上に配置される治具が凹凸形状の樹脂流路を有し、該樹脂流路を介して前記強化繊維材積層体に樹脂を含浸させることを特徴とするものである。
(もっと読む)
複合材料部材の形状寸法を制御するための方法及び装置
複合材料部材3の形状寸法を制御する方法である。この方法は、圧力伝達器6を使って複合材料部材に圧力を加える工程と、この圧力を加える工程の間に、複合材料部材を加熱する工程と、フィードバック信号を生成するために圧力伝達器の位置を計測する工程と、フィードバック信号の変化に応答して圧力伝達器を移動させる工程とを含んでいる。 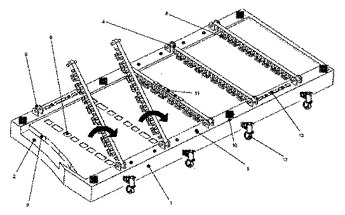 (もっと読む)
(もっと読む)
71 - 80 / 146
[ Back to top ]