
国際特許分類[B29C41/52]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型,コアまたはその他の基体を被覆することによる成形,すなわち.材料を付着し成形品を剥離することによる成形;そのための装置 (2,096) | 構成部品,細部または付属装置;補助操作 (540) | 計量,制御または調整 (47)
国際特許分類[B29C41/52]に分類される特許
1 - 10 / 47
セルロースエステルフィルムの製造方法
【課題】長尺のセルロースエステルフィルムをオンラインで連続して製膜でき、低ヘイズで、製膜開始時の膜面品質(シワ耐性、破断耐性)に優れたセルロースエステルフィルムを得ることができるセルロースエステルフィルムの製造方法を提供する。
【解決手段】溶液流延製膜方法によりセルロースエステルフィルムを製造するセルロースエステルフィルムの製造方法において、主ドープに対しインライン方式でマット剤含有溶液を添加してドープを調製し、製膜開始後の製膜速度に従って、該ドープ中のマット剤濃度をオンラインで制御することを特徴とするセルロースエステルフィルムの製造方法。
(もっと読む)
環状バンドの移動方向制御装置、流延設備、及び溶液製膜方法
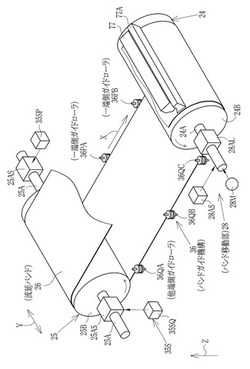
【課題】移動する環状バンドをより確実に環状路内に収める。
【解決手段】環状の流延バンド26は水平ドラム24、25に掛け渡される。水平ドラム24はモータ24Mにより回転する。流延バンド26は、水平ドラム24、25の周りに形成された移動路26R上を循環移動する。バンドガイド機構36は、一端側ガイドローラ36PA〜36PBと他端側ガイドローラ36QA〜36QCとを有する。一端側ガイドローラ36PA〜36PBは、移動路26Rのうち下方部分のY方向一端側に配される。他端側ガイドローラ36QA〜36QCは、移動路26Rのうち下方部分のY方向他端側に配される。
(もっと読む)
溶液製膜設備のバンド位置制御装置及び方法

【課題】バンドの蛇行を精度良く迅速に抑える。
【解決手段】第1ドラム21と第2ドラム22との間にバンド23を掛け巡らす。第1ドラム21をモータ29により回転させ、バンド23を第1方向Aに走行させる。第1ドラムBEPセンサ41により、第1ドラム21近くでバンド23の一方のエッジ位置をバンド幅方向である第2方向Bにおいて検出する。第1ドラム21と第2ドラム22との間で第1ドラム21の近くにステアリングロール40を設ける。ステアリングロール40を下側バンド23Bの内周面23Cに接触させる。第1ドラムBEPセンサ41のBEP信号に基づきステアリングロール40を第2方向で傾斜させ、バンド23の蛇行を抑える。
(もっと読む)
溶液製膜設備のバンド位置制御装置及び方法
【課題】バンドの蛇行に起因するストレスを抑え、バンドの寿命を長くする。
【解決手段】第1ドラム21と第2ドラム22との間に駆け巡らしたバンド23を、モータ29により回転する。第2ドラムエッジセンサ45により、第2ドラム22近くでバンド23の一方のエッジ位置を第2方向において検出する。第2ドラムエッジ移動速度検出部により、第2ドラム22におけるエッジ移動速度Veを求める。エッジ移動速度Veが0となるように、第2ドラム位置指令制御器により、シフト機構41R,41Lを作動させる。エッジ移動速度Veに着目してこのエッジ移動速度Veが0となる方向に第2ドラム22の位置を制御する。第2ドラム22上でバンド23が第2方向へ移動することが抑えられる。バンド23へのストレスが少なくなり、バンド23の寿命が長くなる。
(もっと読む)
溶液製膜設備のバンドエッジ位置制御装置及び方法
【課題】流延開始時のバンドの蛇行を確実に抑える。
【解決手段】第1ドラム21と第2ドラム22との間に駆け巡らしたバンド23を、モータ29により回転する。第2ドラムBEP(バンドエッジ位置)センサ45により、第2ドラム22近くでバンド23の一方のBEPを第2方向において検出する。第2ドラムBE移動速度検出部により、第2ドラム22におけるBE移動速度Ve1を求める。BE移動速度Ve1が0となるように、第2ドラム位置指令制御器により、シフト機構41R,41Lを作動させる。バンド23のテンションをテンションセンサにより検出する。テンションセンサのテンション信号に基づき、テンションが一定になるように、第2ドラム位置指令制御器によりドラム位置信号を求める。求めたドラム位置信号に基づきシフト機構を作動させる。
(もっと読む)
透明フィルムの製造方法
【課題】光硬化性樹脂から製造される耐熱性が高く、品質の均一性に優れた薄型透明フィルムを連続して効率よく生産すること。
【解決手段】透明ベースフィルム上に液状の光硬化性樹脂組成物をフィルム状に流延し、その上に透明カバーフィルムを積層して光硬化性樹脂層の両面に透明層を有する積層体とした後、前記積層体の少なくとも一方の面に紫外線を照射することで前記光硬化性樹脂層を硬化させ、その後、積層体端部を切断スリット装置によりカット除去することにより透明フィルムを製造する方法であって、前記透明カバーフィルムが前記透明ベースフィルムと同一の素材であり、かつ、二軸延伸法により製造されたフィルムであって、紫外線の照射で光硬化性樹脂を硬化させる温度(T)が、透明ベースフィルム及び透明カバーフィルムのガラス転移温度(Tg)及び溶融温度(Tm)に対し、式:Tg+50℃≦T<Tmで表される条件を満たす。
(もっと読む)
溶液製膜方法
【課題】黒帯故障の発生を抑えつつ、フィルムを製造する。
【解決手段】流延ダイ21に設けられるスリットから流延ドラム22に向けてドープ28を吐出する。流延ドラム22には流延膜40が形成する。剥取ローラ24は、流延ドラム22から流延膜40を剥ぎ取り、湿潤フィルム44とする。湿潤フィルム44は乾燥処理によりフィルム50となる。ナーリング付与ローラ62により、フィルム50の幅方向両端にはナーリング加工が施される。膜厚測定装置64はフィルム50の厚みを測定する。コントローラ37は、幅方向におけるフィルム50の厚み分布を読み取り、所定の厚み条件を満足しない部分があるか否かを判定する判定処理を行う。判定処理により、所定の厚み条件を満足しない部分がある場合には、コントローラ37は該当部分に対応するスリットの幅を調節する。
(もっと読む)
ドープ切替方法及び光学フィルム製造装置
【課題】ドープの切り替え時において膜厚が一定の光学フィルムを製造し、かつ、ドープの切り替えを短時間で行う。
【解決手段】三方弁Bから共通ラインL3に流出する第2ドープを漸次増大させ、かつ三方弁Bから共通ラインL3に流出する第1ドープを漸次減少させるドープ切替工程が実施され、このドープ切替工程の実施に際して、ポンプCP2の流量が一定流量にされた状態で、三方弁Bに流入される第2ドープの圧力又は流量が一定になるように第2循環バルブが制御される。
(もっと読む)
溶液製膜方法及び設備
【課題】低速で溶液製膜するときの、フィルムに生じる厚みムラを抑える。
【解決手段】ポリマー及び溶剤によりドープ20を調製する。流延バンド22は20m/分以上50m/分以下の速度で走行する。走行する流延バンド22に流延ダイ21からドープ20を吐出する。流延ビード33を形成する。流延ビード33を流延バンド22の上で流延し、流延膜35を形成する。流延ダイ21の吐出口21aにおける単位面積あたりの吐出流量を6(m3/分)/m2以上20(m3/分)/m2以下の範囲とするように、吐出口21aのリップクリアランスあるいはドープ供給量を調節する。流延ダイ21の温度を下げる。流延ビード33を構成するドープ20の粘度を上げる。
(もっと読む)
フィルムの製造方法
【課題】従来よりも高いReを有しかつReに対してRthの値が低く、ヘイズ値が低い光学フィルムを製造する。
【解決手段】第1テンタ55において、平均温度が70(℃)以上115(℃)以下の範囲の気体中で、溶媒残留量が25重量%に達するまで湿潤フィルム54を延伸する。中間フィルム56を得る。第1テンタ55の平均温度が40(℃)以上90(℃)以下の範囲の気体中で、溶媒残留量が10重量%以上25重量%未満になるように中間フィルム56を乾燥する。中間フィルム56を第2テンタ57に搬送する。第2テンタ57において160(℃)以上195(℃)以下に温度設定された気体中で、溶媒残留量が10重量%に達した後の前記中間フィルム56を延伸する。フィルム52を得る。Rth/Reの値が低く、かつReの値が高く、ヘイズ値が低い光学フィルムを製造できる。
(もっと読む)
1 - 10 / 47
[ Back to top ]