
国際特許分類[B29C45/13]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 射出成形機 (327) | 1つの金型と協働する2つまたはそれ以上の射出ユニットを用いるもの (52)
国際特許分類[B29C45/13]に分類される特許
1 - 10 / 52
射出成形装置及び射出成形方法
【課題】1基の主射出機と複数基のサブ射出機を有する射出成形装置において、キャビティへの射出条件を均等にすることができる技術を提供することを課題とする。
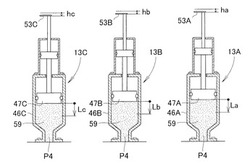
【解決手段】プレート53Aが距離haだけ下がるとシリンダ46Aでの溶融樹脂59の圧力はP4になる。同様に、プレート53Bが距離hbだけ下がるとシリンダ46Bでの溶融樹脂59の圧力はP4になり、プレート53Cが距離hcだけ下がるとシリンダ46Cでの溶融樹脂59の圧力はP4になる。このようにして溶融樹脂予圧工程を実施することで、溶融樹脂59の圧力をP4に揃える。次に、ピストン47A、47B、47Cを予め定めた距離La〜Lcだけ前進させて、サブ射出工程を実施する。
【効果】複数のサブ射出機に係る樹脂通路の圧力が互いに同一になる上に、複数のサブ射出機からの各々適量の溶融樹脂が射出されるため、キャビティへの射出条件をより一層均等にすることができる。
(もっと読む)
射出成形方法

【課題】樹脂反転不良及びガス破裂不良の発生を抑制することが可能な射出成形方法を提供する。
【解決手段】金型キャビティを形成可能な第1金型2及び第2金型4を用いて成形品を成形する射出成形方法であって、第1金型2と第2金型4とを型締めし、金型キャビティを形成する型締め工程と、型締め工程の完了後に、金型キャビティに発泡性溶融樹脂9bを射出充填し、金型キャビティ内を発泡性溶融樹脂9bで満たす第1射出充填工程と、第1射出充填工程の開始後に、金型キャビティを所定量だけ拡張させ、発泡性溶融樹脂9bを発泡させる金型キャビティ拡張工程と、第1射出充填工程の完了後で、かつ、金型キャビティ拡張工程の開始後に、金型キャビティ内の発泡性溶融樹脂内に溶融樹脂又はガス10bを注入する第2射出充填工程とを備える。
(もっと読む)
共射出成形物及び共射出成形方法
【課題】 共射出成形法のようにEVOH樹脂が高温に晒されることが避けられないような成形方法であっても、外観に優れた多層構造体を生産性良く提供することを目的とする。
【解決手段】 共射出成形において、(A)エチレン−ビニルエステル系共重合体ケン化物、及び(B)多価金属硫酸塩水和物の完全脱水物または部分脱水物を含有する樹脂組成物を用いる。
【効果】 樹脂組成物が高温での熱安定性に優れ、さらにEVOH樹脂の分解、発泡が抑制されるため、共射出成形方法によって、外観が優れる成形品を生産性良く得ることができる。
(もっと読む)
多層成形装置及び多層成形方法
【課題】表皮材の加熱・軟化効率を向上させる予備賦形工程により、ドローダウン現象による表皮材の位置ズレを防止すると共に、成形サイクルタイムを短縮させることができる多層成形装置及び多層成形方法を提供する。
【解決手段】固定盤に取り付けられる共通型と、前記共通型と組み合わされて金型キャビティが形成される少なくとも1組の平行な金型分割面を有する回転金型部と、可動盤に取り付けられ、前記回転金型部の前記金型分割面と対向する面に加熱手段が配置されたダミープレートと、前記固定盤と前記可動盤との間に配置され、前記回転金型部を型開閉方向に直交する回転軸周りに回転可能に支持し、型開閉方向に移動させる回転金型支持手段と、前記回転金型部の金型キャビティにおいて真空成形が可能な真空成形手段と、を備えたことを特徴とする多層成形装置によって達成される。
(もっと読む)
多色成形品および多色成形方法
【課題】 本発明は、1次成形の第1成形樹脂と2次成形の第2成形樹脂との密着性の相性が悪い場合でも適正な接合強度の成形品を成形することができる多色成形品および多色成形方法を提供することである。
【解決手段】 第1成形樹脂を射出成形して形成された光学素子1と、光学素子1と離間して配置され、第1成形樹脂とは異なる第2成形樹脂を射出成形して形成された着色外周部2と、光学素子1と着色外周部2との間に配置され、前記第1成形樹脂と前記第2成形樹脂とは異なる第3成形樹脂を光学素子1と着色外周部2との間に射出成形して形成された中間層(第3成形部)3とを有し、前記光学素子1と中間層3との結合界面および中間層3と着色外周部2との結合界面にそれぞれ熱溶融されて混合された状態で結合された第1の熱溶融結合部5、第2の熱溶融結合部6を設けた。
(もっと読む)
ドライバ用グリップ及びその製造方法
【課題】 グリップ本体が握り易いだけでなく、グリップ本体に回転トルクを加えた際に、回転トルクが効率的にコアに伝達できる工具のグリップ及びその製造方法を提供する。
【解決手段】 長尺に形成され、工具1の柄部11に固定される剛性のコア2と、筒状に形成され、コア2の外周に固定される弾性のグリップ本体3とを備え、グリップ本体3は、外周部を形成するグリップ外層31と、グリップ外層31の内側に配置され、グリップ外層31の握り変形を可能にする弾性層34とを備え、コア2は、長手方向と直交する方向に突出し且つ長手方向に沿って配置される突出部22,23を備える工具のグリップにおいて、突出部22,23は、長手方向と直交する方向において、先端部22a,23aが露出するように延設されることを特徴とする。
(もっと読む)
射出成形機及び射出成形方法
【課題】 熱可塑性樹脂部及び熱硬化性樹脂部が一体成形された樹脂成形品を射出成形する。
【解決手段】 キャビティの一部を構成する下型UM1〜UM5と、下型UM1〜UM5と共に熱可塑性樹脂が充填される第1キャビティを構成する第1上型PM1、PM2と、下型UM1〜UM5と共に熱硬化性樹脂が充填される第2キャビティを構成する第2上型PM3、PM4と、第1キャビティ内に熱可塑性樹脂を射出する第1噴射ヘッド5A、5Bと、第2キャビティ内に熱硬化性樹脂を射出する第2噴射ヘッド5Cとを備える射出成形機1において、シリコーン成形工程(ST3)の終了後、第2上型PM3、PM4と共に下型UM1〜UM5を硬化工程(ST4)に移動させるので、硬化工程にて熱硬化性樹脂の硬化させることができる。したがって、生産効率の低下を抑制しつつ、成形サイクルの相違を吸収して同一のシステム内で成形できる。
(もっと読む)
複合成形品用射出成形機およびその成形方法
【課題】 第1の盤と第2の盤との間に、型開閉方向と直交する方向の軸を中心に回転される中間金型が設けられた複合成形品用射出成形機において、工場レイアウト上有利な構造とするとともに型締装置の全長を短くするか、または中間金型または回転盤の構造を簡単にする。
【解決手段】 第1の金型21が取付けられる第1の盤22と第2の金型23が取付けられる第2の盤24との間に、型開閉方向と直交する方向の軸Aを中心に回転される中間金型20,20が前記第1の金型21および第2の金型23と対応して設けられた複合成形品用射出成形機11の型締装置12において、前記第1の盤22または前記第2の盤24の少なくとも一方の盤22,24の中央には型開閉方向に沿って設けられた射出装置13,14のノズルが挿入される凹部32,38が形成され、前記凹部32,38内または前記凹部32,38の近傍には突出装置30,31が配設される。
(もっと読む)
ドア構造モジュール
【課題】ドア構造モジュールを提供する。
【解決手段】本発明は、少なくとも1つのパネルプロフィールが、少なくとも2つの異なるプラスチック構成要素に結合していて、2つのプラスチック構成要素が、二重射出成形(bi−injection−moulding)プロセスにより同時に射出成形される異なるプラスチック材料で構成されていて、この結果、これらのメルトフロントが、互いに接触すると、互いに溶融して、同時に、パネルプロフィールと固定ボンドされる、金属−プラスチック−複合設計(ハイブリッド技術)のドア構造モジュール、好ましくは、自動車のドア構造モジュール、特に好ましくは、自動車ドアまたは自動車テールゲートに関する。
(もっと読む)
音響用部材の製造方法
【課題】エッジの成形後に切断作業を行う必要がなく、良好な製品特性が維持されたエッジを備えた音響用部材を得ること。
【解決手段】音響装置フレームFに装着されるガスケット3と、ガスケットに接合され且つガスケットを形成する材質よりも軟質材で形成されたエッジ4と、を備える音響用部材1の製造方法であって、エッジの射出成形時に、音響用部材の軸線O方向に開口し、且つガスケットとエッジとの接合面3aに向くピンゲート46から成形用金型のキャビティ内に溶融樹脂を射出して、ガスケットに接合される接合部12の軸線方向の肉厚を、ガスケットよりも径方向の内側に配設される他の部分(10、11、13)の肉厚よりも厚く成形し、ガスケットの径方向の内側に連続し、且つピンゲートの開口方向の前方側に位置するエッジの面が、接合面と同一平面上、又は接合面よりもピンゲートの開口方向の前方側に位置している音響用部材の製造方法を提供する。
(もっと読む)
1 - 10 / 52
[ Back to top ]