
国際特許分類[B29C45/67]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 型開き,型閉めまたはクランプ装置 (585) | 液圧式 (64)
国際特許分類[B29C45/67]に分類される特許
1 - 10 / 64
射出成形機及び油圧アクチュエータ
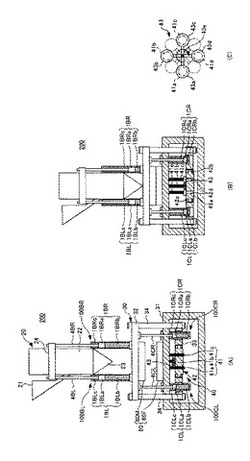
【課題】より効率的に被駆動部を上下動させることができる油圧アクチュエータを備える射出成形機を提供すること。
【解決手段】射出装置20を上下動させる油圧アクチュエータ100BL、100BRを備える射出成形機200は、ピストン1BLa、1BRaで画成されるヘッド側油室1BLb、1BRbとロッド側油室1BLc、1BRcとを有し、ヘッド側油室1BLb、1BRbにある油で射出装置20の自重圧を受ける片ロッド油圧シリンダ1BL、1BRと、一方のポートがロッド側油室1BLc、1BRcに連通され、他方のポートがヘッド側油室1BLb、1BRbに連通される双方向油圧ポンプと、双方向油圧ポンプを駆動する電動モータと、を備え、電動モータは、射出装置20の自重圧を受けるヘッド側油室1BLb、1BRbにある油の流出圧に抗するように、双方向油圧ポンプを駆動する。
(もっと読む)
射出成形機および射出成形機の制御方法

【課題】少なくとも型締装置の作動を油圧機構により行う射出成形機において、構造を簡単にしコストを抑えるともに、省エネルギー化を達成することのできる射出成形機または射出成形機の制御方法を提供する。
【解決手段】少なくとも型締装置12の作動を油圧機構により行う射出成形機11において、射出機構26およびスクリュ回転機構29のいずれか一方の作動を行うサーボモータ30と、射出機構およびスクリュ回転機構のいずれか他方の作動を行う油圧機構とが設けられ、射出機構およびスクリュ回転機構のいずれか他方の油圧機構と型締装置の油圧機構へ作動油を供給するポンプ33は、サーボモータまたはインバータモータにより回転数が制御されるポンプとする。
(もっと読む)
成形機
【課題】液圧式の押出装置の簡素化を図ることができる成形機を提供する。
【解決手段】ダイカストマシン1は、固定金型101を保持する固定ダイプレート7と、移動金型103を保持し、型開閉方向に移動可能な移動ダイプレート9と、移動ダイプレート9を型開閉方向に移動させる駆動力を生じる型締シリンダ装置17とを有する。また、ダイカストマシン1は、可動部材23を有し、可動部材23は、移動金型103に配置された押出ピン107に連結されており、移動ダイプレート9とともに型開閉方向に移動可能であり、移動ダイプレート9とともに型開方向へ所定の型開位置まで移動したときに更なる型開方向への移動が規制され、移動ダイプレート9が型開位置から更に型開方向へ移動することにより、押出ピン107を移動金型103から突出させることが可能である。
(もっと読む)
成形装置および成形方法
【課題】ワークのセットや成形後の製品の取り出しが容易な成形装置および成形方法を提供すること。
【解決手段】成形装置30は、基台3、下金型5、上金型6、複数個の長孔12を有するプレートを上金型6上でスライドさせるスライド式シャッター10、および長孔12の大径孔部12aのみを挿通可能な先端部8aと長孔12の大径孔部12aおよび小径孔部12bのいずれも挿通可能な軸部8bを有する締め付け用ピストンロッド8を昇降させる複数本の締め付け用シリンダー7等を備える。締め付け用シリンダー7は、締め付け用ピストンロッド8の軸部8bとプレートの小径孔部を係合させた状態で締め付け用ピストンロッド8の先端部8aをプレートに押し当てて上金型6を下金型5に締め付ける。回動用シリンダー16は、上金型6と下金型5との間に成形材料が注入される前に、金型締めがされた状態で、基台3を水平配置から垂直配置に回動させる。
(もっと読む)
射出成形機
【課題】油圧シリンダに備えられた油孔に作用する応力を緩和させることを目的とする。
【解決手段】射出成形機は、タイバー9の端部に設けられたピストン部11が内部に配置される油圧シリンダ13を備える固定盤7を有し、前記油圧シリンダ13は、該油圧シリンダ13の内周面に開口し、該油圧シリンダ13の内部と外部とを連通する離型用油穴25bを備え、該離型用油穴25bには、前記固定盤7の材料よりもヤング率が大きい筒状部材27が備えられる。
(もっと読む)
型締装置
固定側型板(1)と、可動側型板(2)と、型締シリンダ(3)と、型移動シリンダ(4)とを備える型締装置において、型締シリンダ(3)は、2つまたは複数のシングルピストンロッド張出し構造の内部循環シリンダを含み、ピストンロッド張出し端は可動側型板(2)または固定側型板(1)と連結されている。シリンダブロック(7)内に、ピストン(6)とピストンロッド(5)との間にロジック弁を設置している。ロジック弁の弁芯(10)が左右移動することで、ピストンにより遮断されたロッド付オイル室(21)とロッドレスオイル室(22)のオイル液を遮断または流通させることができ、型開閉時オイルが大量にオイルタンクへの入り戻り及び抵抗力が大きいという欠点を克服した。さらに、ロッドレスオイル室(22)に仕切り板(8)が取り付けられており、1つの大気とつながる空キャビティを仕切り出し、開型時負圧が生じたり、空気を吸込んだりすることを避けた。 (もっと読む)
型締装置
【課題】簡便に型閉じを行うことが可能な型締装置を提供する。
【解決手段】型締装置1は、移動ダイプレート5Mに設けられたシリンダ室21に収容されたピストン23aを有する型締シリンダ11と、ピストン23aに連結され、タイバー7に対する係合及び当該係合の解除を行う係合装置13と、型開閉シリンダ9とを有する。型開閉シリンダ9は、シリンダチューブ15、シリンダチューブ15に収容されたピストン17及びピストン17に連結されたピストンロッド19を有し、シリンダチューブ15が係合装置13に連結され、ピストンロッド19がベース3に対して連結されている。
(もっと読む)
液圧シリンダ装置
【課題】皿バネなどの弾性体の復元力により、金型などの負荷に作用させる引き側の開始時の力を増強するようにした液圧シリンダ装置に関する技術である。
【解決手段】皿バネ21などの弾性体2をピストンロッド12を軸芯としてロッドカバー15側のシリンダチューブ13に設け、ヘッド側液圧室16aに液体圧力を作用させて負荷4に押し側の力を作用させるピストン11の往ストロークの終端側で弾性体2を収縮させる押圧部23をピストンロッド12に設けて、ロッド側液圧室16bに液体圧力を作用させて負荷4に引き側の力を作用させるピストン11の復ストロークの始端側で弾性体2の復元力を発生させることにより、負荷4に作用させる引き側の開始時の力を増強することにより、金型などの負荷4を駆動する液圧シリンダ装置1の容量を小さくすることができるようにしたのである。
(もっと読む)
射出発泡成形機
【課題】コアバック装置の少数化、小型化を可能とし、低コストの射出発泡成形機を提供すると共に、更にコアバック動作時の型締シリンダの型開用油室に油圧回路中のアンロード油を充当させることによって、コアバック抵抗力の低減および型開速度低下を防止可能な射出成形機を提供する。
【解決手段】射出発泡成形機は、可動型盤3を固定型盤2から離間させる発泡コアバック動作の際に、2組の型開閉用アクチュエータと、前記2組のコアバック専用装置を併用して同時に動作制御するコアバック専用プログラムを備えている。
(もっと読む)
型締装置および型締装置の作動方法
【課題】ハーフナットと係止部を係止した後に、型締シリンダにより型締を行う型締装置において、油圧回路のポンプやバルブ等のサイズを大型化させずに型締シリンダを両方向に比較的速く移動させることができ、サイクルを短縮することを可能とした型締装置を提供する。
【解決手段】 型開閉機構26により固定金型15に対して可動金型20を接近または当接させ、ハーフナット29と係止部25aを係止した後に、型締シリンダ22により型締を行う型締装置12は、型締シリンダ22の型締ピストン32を境にして、型締用の第1シリンダ室38よりも受圧面積が小さくて作動油が供給されると型締ピストン32側に向けて推力を発生させる第2シリンダ室39と第3シリンダ室41が備えられている。
(もっと読む)
1 - 10 / 64
[ Back to top ]