
国際特許分類[B29K507/04]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 金属以外の元素を充填材として使用 (18) | 炭素 (18)
国際特許分類[B29K507/04]に分類される特許
1 - 10 / 18
熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料の接合部材の製造方法
【課題】熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料同士または熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料と金属の接合部材の製造方法を提供する。
【解決手段】熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料CAに金属部材MAを付加し、該金属部材MAの部分を、他の金属部材MBと、または、他の金属部材MBが付加された、熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料CBの該金属部材MBの部分と、接合することによる接合部材の製造方法。
(もっと読む)
複合構造体

【課題】本発明は、部品数が少なくて済み、組み立て時間を大幅に短縮でき、かつ金属と樹脂の接合面での気密性も高い複合構造体を提供することを目的とする。
【解決手段】複合構造体10は、金属部材13と樹脂部材12とが接合されて形成され、前記金属部材13と接合している箇所に存在する第1樹脂部材12aの線膨張係数が、20℃〜150℃の範囲において、前記金属部材の線膨張係数の0.5〜1.5倍の範囲である。
(もっと読む)
強化繊維用サイジング剤、炭素繊維束およびこれらの製造方法、ならびに熱可塑性樹脂組成物およびその成型品
【課題】安価で、かつマトリックス樹脂と炭素繊維束の双方と良好な界面接着性を発現させることができる強化繊維用サイジング剤を提供する。
【解決手段】下記一般式(1)で表される単量体(a)由来の単位および下記一般式(2)で表される単量体(b)由来の単位を有する重合体(A)を含む強化繊維用サイジング剤である。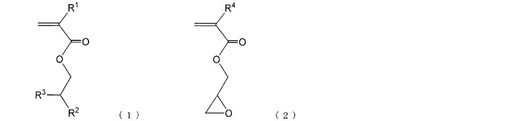
(ここで、R1およびR4は、それぞれ、水素またはメチル基を表す。R2およびR3は、直鎖または分岐構造を有するアルキル基を表し、互いに同一であっても異なっていてもよい。)
(もっと読む)
熱伝導性棒状樹脂成形体
【課題】熱伝導率が高く、熱伝導率の異方性が小さい、切削加工用母材として有用な熱伝導性棒状樹脂成形体を得る。
【解決手段】熱可塑性樹脂100重量部と、黒鉛結晶の六角網面の厚み方向に由来する結晶子サイズ(Lc)が20nm以上の黒鉛化炭素材料を25〜230重量部とを少なくとも含む熱伝導樹脂組成物を固化押出成形することにより切削加工用母材として有用な熱伝導性棒状樹脂成形体を得る。
(もっと読む)
炭素成形体の製造方法
【課題】射出成形時の成形材料の流動に伴う成形体の異方性を低減して焼成時の収縮による歪みを抑制し、焼成時の収縮異方性が小さく、物性の異方性を低減化した炭素成形体の製造方法を提供すること。
【解決手段】有機化合物或いは合成樹脂化合物を0.01〜5重量部添加した炭素粉末を機械的摩砕処理して粒子表面を平滑にし、該炭素粉末100重量部と、残炭率40%以上の熱硬化性樹脂固形分10〜40重量部を溶解した樹脂溶液と混合、混練し、乾燥後、粉砕した成形粉を、射出成形、射出圧縮成形或いはトランスファ成形により成形し、得られた成形体を180〜280℃の温度で硬化処理し、次いで、非酸化性雰囲気下800℃以上の温度で焼成処理することを特徴とする。
(もっと読む)
樹脂で被覆されたカーボンナノ材料の製造方法及びカーボンナノ複合樹脂成形品の製造方法
【解決手段】図(b)に示すように、樹脂材料11と有機溶媒10とを混合し、有機溶媒10中に樹脂材料11を溶解させて樹脂分散溶液14を得る。次に、(c)に示すように、樹脂分散溶液14に、(a)で準備したカーボンナノ材料12を添加する。そして、撹拌棒15により、カーボンナノ材料12が分散するように、十分に撹拌する。(d)に示すように、カーボンナノ・樹脂分散溶液16に十分な量の水13を添加して、水相化溶液17にする。すると、THFは水相へ移行される。水相化溶液17を、(e)に示すように、濾紙18で濾過する。これで、THFは水と共に除去される。残りは、乾燥により除去することができる。乾燥の結果、樹脂で被覆されたカーボンナノ材料19を得る。(f)に示すように、樹脂で被覆されたカーボンナノ材料19は、カーボンナノ材料12が大量の樹脂材料11で被覆されている。
【効果】表面の樹脂材料が隔壁となって、カーボンナノ材料同士の接触、凝集を阻止する。
(もっと読む)
成形品の製造方法と成形品の製造装置
【課題】 成形用キャビティの末端部にも流動性材料を円滑に流すことができる成形品の製造方法とその方法の実施に直接使用する製造装置の提供。
【解決手段】 成形品10の製造方法および製造装置であって、ゲート部16のゲート部軸芯と直交する面で切断して見た断面形状を、円形以外で、流動性材料11を成形品の末端部21に優先的に流す形状とする成形品の製造方法および製造装置。
金型15の、ゲート部に対向する部位に突起22を設け、該突起の突起軸芯と直交する面で切断して見た断面形状を、円形以外で、流動性材料11を成形品の末端部21に優先的に流す形状とする成形品の製造方法および製造装置。
(もっと読む)
成形体及びその製造方法
【課題】ポリプロピレン樹脂組成物の高い成形性、機械物性を損なうことなく、安定した導電性を備えた成形体及びその製造方法を提供する。
【解決手段】(A)ポリプロピレン系樹脂45〜65質量%、(B)エラストマー15〜35質量%、(C)タルク10〜30質量%、及び(D)繊維径が100nm以下の微細炭素繊維0.3〜4質量%を含む成形体であって、成形体中の(D)成分の平均繊維長が2.5μm以上であることを特徴とする成形体及びその製造方法である。
(もっと読む)
反応射出成形用組成物および反応射出成形体
【課題】機械的強度および導電性に優れた射出成形品を製造することのできる射出成形用組成物およびこれにより得られた反応射出成形体を提供することを課題とする。
【解決手段】液状硬化性樹脂組成物中に、外径15〜100nmの炭素繊維から構成される3次元ネットワーク状の炭素繊維構造体であって、前記炭素繊維構造体は、前記炭素繊維が複数延出する態様で、当該炭素繊維を互いに結合する粒状部を有しており、かつ当該粒状部は前記炭素繊維の成長過程において形成されてなるものである炭素繊維構造体を、全体の0.1〜20質量%の割合で含有してなることを特徴とする射出成形用組成物である。
(もっと読む)
樹脂用成形金型および樹脂成形方法
【課題】 従来の樹脂用成形金型では、熱伝導率が非常に高い黒鉛系材が高配合された樹脂部材に対しては流動性の悪化を十分に防止することができなかった。また、キャビティ内に金型とは別部材である入れ子を設ける必要があるため、金型の部品点数が増加してコスト高となってしまっていた。
【解決手段】 金属部材にて構成される金型母材11のキャビティ面11aに、熱伝導率が0.1W/m・K以下、摩擦係数が1.0以下、且つビッカース硬度が1500Hv以上である薄膜層13が形成され、重量比で黒鉛を主成分として含有する樹脂部材の成形に用いられる樹脂用成形金型。
(もっと読む)
1 - 10 / 18
[ Back to top ]