
国際特許分類[B32B33/00]の内容
処理操作;運輸 (1,245,546) | 積層体 (52,471) | 積層体,すなわち平らなまたは平らでない形状,例.細胞状またはハニカム状,の層から組立てられた製品 (52,471) | 特殊な性質または特殊な表面の特色,例.特殊な表面被覆,を特徴とする積層体;他の単一のクラスに包含されない特殊な目的のために設計された積層体 (925)
国際特許分類[B32B33/00]に分類される特許
871 - 880 / 925
ポリエステル系樹脂シート
【課題】
熱プレス転写法にて金属薄膜層が形成された非晶性ポリエステル樹脂シートであって、熱プレス時に金属メッキ板への密着がなく良好な外観をもったものを提供する。
【解決手段】
熱プレス転写法にて金属薄膜層が形成されたポリエステル系樹脂シートにおいて、該シートが、非晶性ポリエステル樹脂100重量部に対し、脂肪酸エステル、脂肪酸アミド、有機酸の金属塩、炭化水素系ワックスの中から選ばれる少なくとも1種以上の滑剤を0.1〜2重量部含有する組成物よりなる。
(もっと読む)
化粧板用基材の製造方法及び該基材を用いた化粧板

【課題】植林木や未利用木材等柔らかい材質の木材を木質基板に利用しても、表面の耐傷性に優れた化粧板用基材を生産性良く製造する。
【解決手段】基板3の表面に、ホットメルト樹脂4aの溶融物を塗布するとともに、該ホットメルト樹脂塗布層4bの表面に多孔質シート材5を載置し、しかるのち該多孔質シート材5を加圧することにより該多孔質シート材5内に上記ホットメルト樹脂4aの溶融物を含浸させるとともに多孔質シート材5と基板3とを一体化して、表面の対傷性、意匠性に優れた化粧板用基材7を得る。
(もっと読む)
成形用積層シート
【課題】 鏡面状の金属光沢を有し、かつ成形加工しても光沢の低下が少なく、良好な意匠性を保つことのできる成形用積層シートを提供する。
【解決手段】 透明又は半透明の熱可塑性樹脂フィルム層と、鏡面状金属光沢を有する装飾層とを有する成形用積層シートであって、前記した装飾層が、金属薄膜細片、結着樹脂、及び、溶解度パラメーターが8.6(cal/ml)(1/2)以下の有機溶剤と、炭素数1〜5の低級モノアルコール類から選ばれた1種以上のアルコールとを併せて50質量%以上含有し溶解度パラメーターが8.6〜10.3(cal/ml)(1/2)である混合溶剤を含有する高輝性インキの乾燥皮膜層からなる装飾層であることを特徴とする成形用積層シート。
(もっと読む)
積層化粧板およびその製造方法
【課題】コルクと各種板材とを良好に接着して断熱・吸音性および可撓性に富み持ち運び容易な建築材を得る。
【解決手段】密度0.25±0.03g/cm3コルク板の表面に、接着性樹脂組成物を塗布し、この接着性樹脂組成物を介して、熱硬化性樹脂板、突板または、突板を表面に配した合板のいずれかを貼り合わせてなる積層化粧板で、上記接着性樹脂組成物として、樹脂分35〜65%のエマルジョンタイプ、ゴム系溶剤タイプ、合成ゴム系溶剤タイプ、合成ゴム系ラテックスタイプの中から、上記熱硬化性樹脂板として、メラミン樹脂板またはポリエステル板のいずれか、上記エマルジョンタイプの接着性樹脂組成物として、アクリル樹脂系、酢酸ビニル樹脂系のいずれかを採用することができる。また、可撓性を必要とするときは上記積層化粧板の熱硬化性樹脂板の厚さを0.8mm乃至1.2mmとし、コルクの厚さを熱硬化性樹脂板の厚さの1乃至3倍とする。
(もっと読む)
不燃性化粧板
【課題】意匠性、耐久性、強度、耐水性、加工性に優れた性能を有し、ホルムアルデヒドを放出しない不燃性能に優れた軽量化された化粧板を提供することにある。
【解決手段】無機質繊維からなるシ−ト基材に、ジアリルフタレ−ト系樹脂及び水酸化アルミニウム又は水酸化アルミニウムと中空ガラスビ−ズからなり、ジアリルフタレ−ト系樹脂の10〜30重量%と水酸化アルミニウム又は水酸化アルミニウムと中空ガラスビ−ズの合計量90〜70重量%である配合物が含浸塗工処理された芯材用シ−ト材料の表面に化粧シ−ト材料が重ねられ、積層一体化されている不燃性化粧板である。
(もっと読む)
木質繊維板、該木質繊維板を用いた床構造、および該床構造の施工方法

【課題】 階下への衝撃音の伝搬を軽減できる木質繊維板、該木質繊維板を用いた床構造、および該床構造の施工方法を提供する。
【解決手段】 木質繊維板14の上面または下面の少なくとも何れか一方に弾性接着剤20aを点状または線状に塗布し、弾性接着剤20aを硬化させて点状または線状の粘弾性体20を形成し、然る後、床下地材12と化粧仕上材16との間に前記木質繊維板14を配置する。
これにより、木質繊維板14と床下地材12及び/又は化粧仕上材16との間には、粘弾性体20の厚み分だけ隙間(空気層22)が形成されることになる。
(もっと読む)
装飾品、時計、電子機器および装飾品の製造方法
【課題】審美性の高い装飾品、時計、電子機器および装飾品の製造方法を提供すること。
【解決手段】カバーガラス1は、全体または一部が実質的に透明な第1の板状体2と、第1の板状体2の下面21に形成された溝31と、溝31内に着色剤を入れて着色をした着色部32とで構成された第1の装飾部3と、第1の板状体2の下面21側に接合され、全体または一部が実質的に透明な第2の板状体4と、第2の板状体4の下面41に装飾を施してなる第2の装飾部5とを備え、第1の装飾部3と第2の装飾部5とは、第1の板状体2の上面22側から視認される。
(もっと読む)
光輝性樹脂成形品
【目的】端末プレス賦形を施しても意匠性が低下することのない光輝性樹脂成形品を提供する。
【構成】金属箔3の裏面側に接着剤4を介して基材が一体形成された光輝性樹脂成形品において、プレス賦形する端末部においては接着剤が塗布されていない。そのため、基材が一体成形された後も金属箔裏面から確実に剥ぎ取ることができる。よって、プレス賦形においては金属箔3のみを押圧することができ、所望角度の押圧部6を確実に得ることができる。また、接着剤及び基材の残留物による金属箔表面の凹凸の発生を防止でき、転写性が高く意匠性に優れた光輝性樹脂成形品を得ることができる。
(もっと読む)
デザインを基材に適用する方法および装置
装飾フィルムを正確に基材に適用できるラミネート(500)。このラミネートは、対向する外側および内側主面を有するポリマーカバーシートを含んでいる。構造化感圧接着剤層(509)がカバーシートの内側主面に接合されている。構造化感圧接着剤は、構造化感圧接着剤層の少なくとも1端に延在する複数の間隔の空いた通路を有している。装飾フィルム(514)は、構造化感圧接着剤に接合している。感圧接着剤の第2の層(512)は、構造化感圧接着剤層に対向する装飾フィルムの主面に接合している。剥離ライナ(508)は、感圧接着剤の第2の層および構造化感圧接着剤の一部を実質的に横切るように延在している。 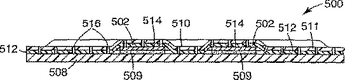 (もっと読む)
(もっと読む)
加飾シートの製造方法
【課題】 鏡面調の加飾シートを製造する際に使用されるような、鏡面からなる押圧面を備えたプレス装置を使用した場合であっても、表面の艶消し感を損なうことなく、艶消し調の加飾シートを連続的、効率的に製造する方法を提供する。
【解決手段】 基材シート11の少なくとも片面に艶消し調樹脂シート13を配し、これらを一対の押圧面33a,33bを備えた熱圧着手段30の該押圧面33a,33b間で挟持して熱圧着する工程を有する加飾シートの製造方法であって、前記工程は、前記艶消し調樹脂シート13の外面側に、該艶消し調樹脂シート13と接する面が、該艶消し調樹脂シート13の前記外面よりもビカット軟化点が小さな材料からなるカバーシート14を配して行う。
(もっと読む)
871 - 880 / 925
[ Back to top ]