
国際特許分類[B65D8/20]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 物品または材料の保管または輸送用の容器,例.袋,樽,瓶,箱,缶,カートン,クレート,ドラム缶,つぼ,タンク,ホッパー,運送コンテナ;付属品,閉蓋具,またはその取付け;包装要素;包装体 (75,914) | 全体又は主要部が金属,プラスチック,木またはそれらの代用品で作られた,剛性または本質的に剛性の2以上の構成要素を相互に連結するかまたは合体させることにより形成される1つの曲断面をもつ容器 (612) | 壁構造または壁間の連結に特徴のあるもの (521) | 壁間を永久連結するもの (82) | 巻き込むかまたは巻き締めにより形成されるもの (51)
国際特許分類[B65D8/20]に分類される特許
31 - 40 / 51
溶接ワイヤ収納ペイル容器

【課題】溶接ワイヤ収納ペイル容器の耐荷重を大きくし、多量の溶接ワイヤを収納可能にした溶接ワイヤ収納ペイル容器を提供することにある。
【解決手段】容器側壁を形成する紙製の外筒2と、この外筒2の底部に配置された底板3とを備える溶接ワイヤ収納ペイル容器1において、底板3が、金属板と、この金属板の上下面のうちの少なくとも上面側に配置された絶縁材とからなることを特徴とする。また、絶縁材が、ミディアムデンシティファイバーボード(MDF)であるか、あるいは、金属板の上面側に配置された絶縁材が、ミディアムデンシティファイバーボード(MDF)であり、金属板の下面側に配置された絶縁材が、紙製の基板であることを特徴とする。さらに、金属板が、鋼板であることを特徴とする。
(もっと読む)
缶、缶の製造装置及び缶の製造方法

【課題】簡便な方法で電池缶などの一端部が開口した筒状部材の開口部に蓋部材を固定することが可能な缶の製造装置を提供すること。
【解決手段】缶本体部11における開口部と概ね同じ外形を持つチャック32をもつ。チャック32は缶本体部11の開口部に嵌合される。重ね合わされた巻き締め部112、122の外周をロール23、24が移動して順次、巻き締めを行う。巻き締めは一度に完了させずに2回以上に分けて行うこともできる。2回以上に分けて巻き締めを行うときには断面形状が異なる2種以上のロールを用いる。2種以上のロールを採用することで無理なく確実に巻き締めを行うことができる。
(もっと読む)
有用流体取出制御用可動弁付き容器
液体から粘稠流体に亘る各種流体製品を充填し且つ取り出すための容器。この容器は、流体製品充填用の開口部(4)を有する容器本体(1)を備え、この充填用開口部の口径(d4)は容器本体の内径(d5)よりも小さい。また充填用開口部(4)を閉鎖する蓋(8)も備え、この蓋は中心部に蓋開口部(9)を有し、この蓋開口部には弁部材を有する出口弁(10)が成形部品(11)を介して封止状態に挿入されている。容器の製造、容器に対する流体製品の充填及び閉蓋を極めて容易、迅速且つ安価に行える利点がある。同時に、充填済み流体製品を容易且つ制御下に取り出すことができ、しかも毎回の取り出し操作の後に残った内容物を確実に封止状態で再閉鎖することができる。 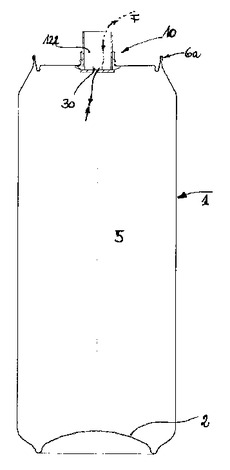 (もっと読む)
(もっと読む)
缶のための缶端およびそのような缶
本発明は、開けやすい缶などの缶のための缶端であって、中央パネルと、缶の本体と接続するための缶端半径と、移行壁を介して缶端半径に接続され、パネル壁を介してパネルに接続されるさら穴とを備え、パネル壁角度(A2、P2)は2°〜45°であり、パネル半径(R4)は0.5mmより大きく、パネル深さ(H2)は1mm〜7mmであり、さら穴半径(R3)は5mmより小さい、缶端と、少なくとも1つのそのような缶端が設けられる缶とに関する。  (もっと読む)
(もっと読む)
ドラム缶およびその製造方法
【課題】洗浄性に優れ、胴板1と底板2との接触部分に楔状空間7が存在しないことで内容物が漏出してくることのないドラム缶およびその製造方法を提供する。
【解決手段】筒状胴体部10を形成する胴板1と該胴板1の下端部内面に固定される底板2と該底板2に続く筒状側壁部5とを有するドラム缶において、前記胴板1と前記筒状側壁部5との接合部3の上端よりも上方の胴板1の部分が、前記筒状胴体部10に対して外方凸部4を形成するとともに、さらに前記底板2と前記接合部3の上端と前記外方凸部4とが連続した平滑な面を形成していることを特徴とするドラム缶。
(もっと読む)
アルミニウム缶の成形加工方法
【課題】
DI加工後のDI缶の周方向における高さのバラツキを小さくし、トリミング時の切除片を減少してコストダウンをはかる。
【解決手段】
DI加工に供するブランク材に最適形状を付与する。具体的には缶素材のアルミニウム圧延板の圧延方向に対して、ブランク材の0°方位及び60°方位の各半径線方向の長さを、90°方位の半径方向の長さに対してそれぞれ0.7〜1.6%、および0.8〜1.8%の範囲で相対的に短く設定する。
(もっと読む)
燃料タンク
【課題】鋼板の板厚を特別増加させなくとも,フランジ結合部周りに充分に強度を付与し得るようにした燃料タンクを提供する。
【解決手段】それぞれ椀状の鋼板製上部タンク半体7及び下部タンク半体8の各周縁部にフランジ7f,8fを一体に形成し,それらのフランジ7f,8fを重ねて液密に結合してなる燃料タンクにおいて,両フランジ7f,8fをロール状にかしめ結合して環状の厚肉結合部12を形成し,この結合部12の両側に連なる一対の環状の補強リブ7r,8rを上部及び下部タンク半体7,8に形成した。
(もっと読む)
缶体及びその製造方法
【課題】 巻締め部において蓋体の周縁部の缶胴体より外側の部位にシワが多く発生したとしても、シール材による気密性が充分確保できるような構造の缶体及びその製造方法を提供する。
【解決手段】 蓋体20の周縁部22を缶胴体10のフランジ12の形成された開放端部にシール材30を挟み込んで巻締めることにより形成された巻締め部40を有する缶体100であって、巻締め部40の缶胴体10の内側面とそれに締め圧される蓋体20の部分Eとの間の隙間Sにおけるシール材30の満たされる領域E1がシール部材30の満たされない領域E2より大きくなるようにする。
(もっと読む)
缶体の製造方法及び缶体
【課題】 曲率半径の小さい角型形状のコーナ部においてもシワの少ない巻締め部を形成することのできる缶体の製造方法及びその缶体を提供する。
【解決手段】 蓋体20の周縁部22を缶胴体10のフランジ12の形成された開放端部に巻締めることにより形成された巻締め部40を有する角型形状の缶体100の製造方法及びその缶体100であって、角型形状のコーナ部Cでの絞り比が1.40以上1.56未満となる条件で蓋体20の周縁部22を缶胴体10の開放端部に巻締めて前記巻締め部40を形成する工程を有する構成となる。
(もっと読む)
シームレスアルミ角形缶
【課題】角形缶開口部にネッキング、フランジング加工を施してネック部及びフランジを形成しても、フランジコーナー部に割れが発生することのない、耐フランジ割れ性、、成形性、耐圧性に優れたシームレスアルミ角形缶を提供する。
【解決手段】側面無継目の角形胴部1の開口部に、ネッキング、フランジング加工を施してネック部1n及びフランジ1fを形成し、両端開口部に有機コンパウンド2bを介して天蓋2と底蓋3を二重巻き締めしたシームレスアルミ角形缶であって、角形胴部1の開口部にネッキング及びフランジング加工を施して形成したフランジコーナー部1fcの半径(R)が5〜10mmであり、かつ、加工前のアルミニウム板硬度(Hv)が35〜75であり、加工後のアルミニウム板硬度(Hv)が45〜75である、ことを特徴とする。
(もっと読む)
31 - 40 / 51
[ Back to top ]