
国際特許分類[C21D1/46]の内容
化学;冶金 (1,075,549) | 鉄冶金 (18,991) | 鉄系金属の物理的構造の改良;鉄系もしくは非鉄系金属または合金の熱処理用の一般的装置;脱炭,焼もどし,または他の処理による金属の可鍛化 (13,238) | 熱処理,例.焼なまし,硬化,焼入れ,焼きもどし,の一般的方法または装置 (4,197) | 加熱方法 (638) | 熱処理浴によるもの (28) | 塩浴 (16)
国際特許分類[C21D1/46]に分類される特許
1 - 10 / 16
ばね用材料およびその製造方法並びにばね
【課題】引張強度が1900MPa以上と高強度であり、かつ高い延性を有するばね用材料およびその製造方法を提供する。
【解決手段】所定成分を含有する鉄系合金からなり、任意の断面における内部組織の面積比率で、焼戻しマルテンサイトが30〜80%、下部ベイナイトが5〜70%、残留オーステナイトが8〜15%であり、残留オーステナイト中の平均炭素濃度が1.0〜2.0wt%であるばね用材料であり、その製造方法は、Ac3点を超え(Ac3点+250℃)以下の温度でオーステナイト化する工程と、20℃/秒以上の速度で冷却し、(Ms−200℃)以上Ms点以下の温度で10〜60秒間保持する焼入れ工程と、10℃/秒以上の速度で加熱し、Ms点を超え(Ms点+70℃)以下の温度で90〜3600秒間保持する等温変態工程と、室温まで冷却する冷却工程とを順に行い製造する。
(もっと読む)
スラストころ軸受
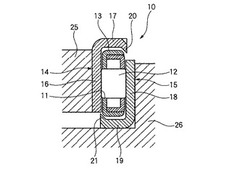
【課題】低粘度油潤滑などの過酷な条件下でも耐摩耗性、寸法安定性に優れた保持器を備えるスラストころ軸受を提供する。
【解決手段】スラストころ軸受10は、570℃〜630℃の塩浴窒化処理によって、レイヤー状の化合物層34が形成されると共に、オーステナイト層を介することなく化合物層34と拡散層35が連続して形成された保持器13を備える。
(もっと読む)
ダイカスト金型用鋼及びダイカスト用金型

【課題】相対的に厚い化合物層を容易に形成することができ、焼付きが起きにくいダイカスト金型用鋼、及び、これを用いたダイカスト用金型を提供すること。
【解決手段】0.25≦C≦0.50mass%、0.0005≦Si≦0.30mass%、0.40≦Mn≦2.00mass%、1.50≦Cr≦3.00mass%、Mo≦2.00mass%、V≦0.60mass%、W≦3.00mass%、及び、Al≦3.00mass%を含み、残部がFe及び不可避的不純物からなり、窒素保有量(=[Si]+[Cr]+[Mo]/2+[V]+[W]+[Al]。但し、[]は、各元素の含有量(mass%)。)が6.00mass%以下であり、少なくとも溶湯と接する面にFe−N系化合物を主相とする厚さ10μm以上の化合物層を形成した状態で用いられるダイカスト金型用鋼及びこれを用いたダイカスト用金型。
(もっと読む)
鉄合金材料の表面処理方法
【課題】拡散剤である拡散元素の拡散量が十分でなく、かつ処理剤の寿命も短く、処理浴が経時変化して硬化層形成にバラツキを生じる等の従来の鉄合金材料の表面処理方法における問題点を解決すること。
【解決手段】鉄合金材料(被処理材)の表面に、予備窒化処理を実施後、拡散処理を実施して表面硬化層を形成する表面処理方法。鉄合金材料の表面に、窒化処理を実施した後、本窒化した被処理材を、400〜700℃の溶融塩中に加熱保持し、周期表第4〜6周期の4〜7族元素などの一種または二種以上の元素の窒化物あるいは炭窒化物からなる表面硬化層を被処理材に形成する。
(もっと読む)
ルーズコイル搬送用コンベヤチェーン設備
【課題】オーステナイト状態のルーズコイルを載置して搬送する際、ルーズコイルの先端の噛み込みを防止でき溶融ソルト中を安定且つ円滑に搬送するルーズコイル搬送用コンベヤチェーン設備の提供。
【解決手段】一対の外リンクプレート3同士をピンで連結して外リンク2を形成すると共に、一対の内リンクプレート6同士をセンターブシュ7で連結して内リンク5を形成し、外リンク2と内リンク5と連結して構成してなり、外リンク2及び内リンク5の各上端面にオーステナイト状態のルーズコイルを載置して搬送しながら溶融ソルト内に浸漬させて冷却するルーズコイル搬送用コンベヤチェーン設備であって、長さ方向に隣接する外リンクプレート3の端部間に臨む内リンクプレート6の外面に、外リンクプレート3の端部間と内リンクプレート6の外面とで形成される間隙を埋めるための間隙充填部16をそれぞれ設けたことを特徴とする。
(もっと読む)
コンベヤチェーン設備
【課題】メンテナンス時に、溶融ソルトの液面上に露出したコンベヤチェーン設備において、溶融ソルトを速やか且つ十分に排出することのできるコンベヤチェーン設備を提供すること。
【解決手段】一対のリンクプレートからなるリンク同士を、ブシュ7と該ブシュ7内に回転可能に挿通されたピン4とによって形成されるリンク連結部によって、長さ方向に連結してなり、オーステナイト状態の金属材を載置して搬送しながら400℃〜600℃の溶融ソルト内に浸漬させて冷却するコンベヤチェーンであって、前記ブシュ7と前記ピン4との間に溶融ソルト入出間隙C47を形成すると共に、該間隙C47は外部と液的に連通することを特徴とするコンベヤチェーン設備。
(もっと読む)
可撓性支持アームの硬化方法
本発明は、大型トラックやトレーラなどの車両における車軸懸架装置用の可撓性支持アームの製造方法に関する。この方法において、鋼ブランクは加熱される。次に、適切な成形処理によってブランクは所望形状の支持アームに成形される。続いて、支持アームは暖かな液状媒体内で冷却されることでオーステンパされる。  (もっと読む)
(もっと読む)
塩浴オーステンパー炉
【課題】塩浴槽中で処理されたワークの塩浴工程から水洗工程への移行をより確実にすることにより、塩浴槽中へのワークの落下堆積を防止し、製品である処理ワーク中に異品の混入がなく、また、塩浴槽の清掃回数を激減させることができる塩浴オーステンパー炉を提供すること。
【解決手段】ワークが装入される開口部と、装入されたワークを塩浴槽中に所定時間浸漬搬送するベルトコンベアと、塩浴処理されたワークの排出口とを有する塩浴オーステンパー炉において、上記ベルトコンベアが、塩浴槽中に存在している第一のスプロケットと塩浴槽外に存在している第二のスプロケットと、該一対のスプロケット間に設けられたエンドレスベルトと、上記ベルトコンベアの駆動源とを有し、上記スプロケットとスプロケットとの間であって、塩浴槽外に位置する上下のベルト間に設けられ、その位置で下側のベルトの内側に間欠的に衝撃を与えるハンマー装置を有することを特徴とする塩浴オーステンパー炉。
(もっと読む)
ニトロ化又はニトロ浸炭化された鋼製部材の耐蝕性表面の製造方法
本発明は、表面の粗さ特性高度Rzが、Rz≧1.5μmである、ニトロ化又はニトロ浸炭化された鋼製部材の耐蝕性表面の製造方法に関する。本発明は以下の方法工程:第一の酸化工程として、ニトロ化又はニトロ浸炭化された部材表面の酸化、直ちに引き続いた酸化工程での部材表面の少なくとも1回の第二の酸化、最後の酸化に直ちに引き続いた、最終的な方法工程での部材表面の研磨を含む。  (もっと読む)
(もっと読む)
シャフト及びその製造方法
【課題】良好な耐衝撃曲げ性を有し、しかも良好な耐摩耗と耐焼付き性を備えた高強度シャフトと、このような高強度シャフトの製造方法を提供すること。
【解決手段】質量比で、0.15〜0.60%のC、0.2%以下のSi、0.10〜0.70%のMn、0.03%以下のP、0.03%以下のS、0.1〜1.6%のCr、0.6〜1.5%のMo、0.05〜0.40%のVを含有し、残部Fe及び不可避的不純物から成る鋼材に、880℃以上の温度で焼入れ処理を施した後、550〜650℃の温度で塩浴軟窒化あるいはガス軟窒化処理を施し、シャフトの内部硬さを400Hv以上、表面から0.05mmの深さ位置における硬さを600Hv以上とし、シャフト表面に25μm以下の厚さの窒化物層を形成する。
(もっと読む)
1 - 10 / 16
[ Back to top ]