
国際特許分類[C21D1/673]の内容
化学;冶金 (1,075,549) | 鉄冶金 (18,991) | 鉄系金属の物理的構造の改良;鉄系もしくは非鉄系金属または合金の熱処理用の一般的装置;脱炭,焼もどし,または他の処理による金属の可鍛化 (13,238) | 熱処理,例.焼なまし,硬化,焼入れ,焼きもどし,の一般的方法または装置 (4,197) | 焼入れ装置 (134) | 型焼入れ用のもの (8)
国際特許分類[C21D1/673]に分類される特許
1 - 8 / 8
ワークの拘束焼入れ方法および拘束焼入れ装置
【課題】拘束して矯正しつつ焼き入れ温度まで冷却したワークの寸法安定性を一層向上させ得るワークの拘束焼入れ方法および装置を提供する。
【解決手段】この拘束焼入れ装置は、鋼製且つ環状のワークWをマルテンサイト変態開始温度(Ms点)よりも高い矯正開始温度まで冷却する第一冷却部1と、矯正開始温度まで冷却されたワークWに対しその少なくとも外径を径方向に拘束して矯正する第一矯正部10を有し且つ該第一矯正部10で矯正しつつ焼き入れ温度まで冷却する第二冷却部2と、焼き入れ温度まで冷却されたワークWに対しその少なくとも外径を径方向に拘束して矯正する第二矯正部20を有し且つ該第二矯正部20で矯正しつつ更に焼き入れ温度よりも低い温度まで冷却してマルテンサイト変態を進行させる第三冷却部3とを備える。
(もっと読む)
焼入れ装置及び焼入れ方法

【課題】設備費を抑制しながら、ワークを焼入れする際に、該ワークを効果的に冷却することが可能な焼入れ装置を提供する。
【解決手段】歯車2(ワーク)の各歯を加熱するレーザ発振器4(加熱手段)と、歯車2を上下方向の両側から挟み込むように歯車2に接触して、該歯車2を冷却する冷却治具5、5と、を備えたので、設備費を抑えながら、歯車2の各歯を焼入れする際に、歯車2の各歯を効果的に冷却することができる。
(もっと読む)
焼入れ装置
【課題】金属部品の成形および焼入れのための設備に要するコストを低減でき、酸化スケールの生成を防止できながら、高強度かつ高品質な金属部品を得ることができる、焼入れ装置を提供する。
【解決手段】クランプ機構6(下クランプ部材7および上クランプ部材8)により金属部品2が挟持され、その金属部品2の焼入れ対象部分51の両側に第1電極34の接点部41および第2電極36の接点部46が当接される。この状態で、電源43がオンされて、第1電極34および第2電極36間に金属部品2を介して電流が流される。これにより、焼入れ対象部分51にジュール熱が発生し、焼入れ対象部分51が加熱される。その後、焼入れ対象部分51に下冷却型14および上冷却型25が当接され、焼入れ対象部分51が冷却されつつ型締めされる。
(もっと読む)
拘束焼入れ装置
【課題】表面欠陥を生じることなく、複数のワークを均一に加圧して、ローラーや軸受などの加圧部品の損傷を防止することができる拘束焼入れ装置の提供。
【解決手段】支持台1と、ワーク2を支持する上下のローラー5、6と、上方のローラー5を下方のローラー6側に加圧するフレーム10とを有し、上方のローラー5は加圧部材15に収容され、バネB及びバネAを介してフレーム10による下方のローラー6側へ加圧する力が加圧部材15に伝達され、バネBのバネ定数はバネAよりも小さく、フレーム10にはバネBに初期圧下力を作用させる調整ネジ17が取り付けられている。
(もっと読む)
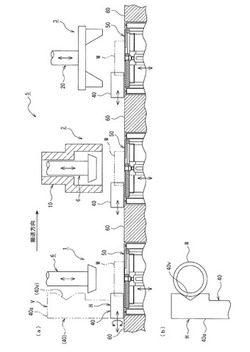
ダイクエンチ工法におけるプレス加工装置
【課題】簡単な構造で、焼入れ温度まで加熱された鋼材と金型との部分的な接触を避け、かつ当該鋼材の部分的な収縮を防止することにより、製品の寸法精度向上を図り、高品質の製品を生産することが可能なダイクエンチ工法におけるプレス加工装置を提供することにある。
【解決手段】焼入れ温度まで加熱された鋼材10を上下一対の金型2,3によってプレス成形すると共に、焼入れするためのダイクエンチ工法におけるプレス加工装置であって、下型3の上面には、加熱された鋼材10を設置する複数の突起4がプレス金型1の幅方向の両側で、かつ長手方向に沿って間隔を置いて設けられている、
(もっと読む)
ダイクエンチ工法におけるプレス加工装置及びプレス加工方法
【課題】使用する金型の構造が簡単となり、金型の破損のおそれもなく耐久性を向上させることができ、かつ金型内の難しい温度管理を行う必要もなくなると共に、高強度な部分と高強度でない部分を有する高品質の製品を生産することが可能なダイクエンチ工法におけるプレス加工装置及びプレス加工方法を提供することにある。
【解決手段】焼入れ温度まで加熱された鋼材をプレス金型によってプレス成形すると共に、焼入れするためのダイクエンチ工法におけるプレス加工装置であって、鋼材1のうち、高強度にする部分1aを加熱する第1加熱手段のブロック型ヒータ2と、鋼材1の全体を加熱して鋼材1の高強度にする部分1aのみを焼入れ可能温度まで上昇させる第2加熱手段の通電電極3とを備え、加熱された鋼材1の全体をプレス金型4によってプレス成形すると共に、鋼材1の高強度にする部分1aのみを焼入れするように構成している。
(もっと読む)
高強度鋼板用熱間成形金型及び高強度鋼板熱間成形方法
【課題】 高強度鋼板をダイクエンチ法によりプレスし、疲労強度に優れた成形品を得るための金型を提供する。
【解決手段】 上下一対で垂直方向に作動する熱間成形金型であって、該上下金型の少なくとも一方の被加工材と接する面上に被加工材との間に空気層を形成する複数の略球面状の窪みを有し、該窪みの直径r[mm]及び中心間距離d[mm]が次式を満たす。2r+0.2≧d≧2r−0.6かつ、1.1≧r≧0.6かつ、d≧1.2。質量%で、C :0.1〜0.4%、Si:0.5%以下、Mn:0.2〜4%を含有し、残部Fe及び不可避的不純物からなる鋼板を800〜1100℃に加熱し、上記熱間成形金型によりプレスする熱間成形方法。
(もっと読む)
リング状品の型焼入れ方法および装置
【課題】 比較的簡単な作業手順および構成でありながら、熱変形が少ない精度の良い型焼入れを行うことのでき、しかもどのようなサイズのリング状品にも適用できるリング状品の型焼入れ方法および装置を提供する。
【解決手段】 リング状品の型焼入れ方法は、リング状品10を焼入れ温度まで加熱する加熱過程と、リング状品10の両面における外周縁および内周縁のうちの一方の周縁に、リング状品10から軸方向に離れるに従って他方の周縁側に近づくように傾く拘束型11,12を押し当てた状態で冷却する冷却過程とを含む。リング状品の型焼入れ装置は、加熱部と冷却部とを備える。冷却部は、両面が上下を向いたリング状品10の上側面の周縁に押し当てるように拘束型11を保持することのできる上型保持手段と、同リング状品10の下側面の周縁に押し当てるように拘束型12を保持することのできる下型保持手段と、上型・下型両保持手段の中心を同心に維持する同心維持手段とを有する。
(もっと読む)
1 - 8 / 8
[ Back to top ]