
国際特許分類[C21D9/573]の内容
化学;冶金 (1,075,549) | 鉄冶金 (18,991) | 鉄系金属の物理的構造の改良;鉄系もしくは非鉄系金属または合金の熱処理用の一般的装置;脱炭,焼もどし,または他の処理による金属の可鍛化 (13,238) | 特定の品物に用いられる熱処理,それに用いる炉,例.焼なまし,硬化,焼入れ,焼もどし (5,563) | 線材用;ストリップ用 (625) | ストリップまたは線材の熱処理用炉 (451) | ストリップまたは線材の熱処理用連続炉 (420) | 冷却するもの (98)
国際特許分類[C21D9/573]に分類される特許
1 - 10 / 98
線材の軟化装置及び線材の軟化方法
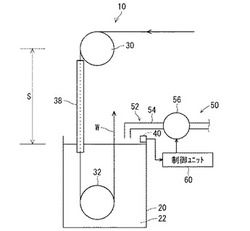
【課題】電線と端子との圧着強度のばらつきを抑制することを目的とする。
【解決手段】軟化装置10は、冷却液22を貯留する冷却液貯留部20と、冷却液貯留部20外に設けられ、線材Wを案内しつつ線材Wに電圧を印加するための第1通電用シーブ30と、冷却液貯留部20内に設けられ、第1通電用シーブ30を経て供給される線材Wを案内しつつ線材Wに通電を行うための第2通電用シーブ30とを備える。また、軟化装置10には、冷却液貯留部20における冷却液22の液面位置を検出する液面位置検出部40が設けられ、この液面位置検出部40の検出結果に基づいて、第1通電用シーブ30と第2通電用シーブ32との間における、線材Wの加熱経路長Sを制御する。
(もっと読む)
ステンレス鋼箔ストリップの連続式光輝熱処理方法および水平型連続光輝焼鈍炉

【課題】
冷却中にマルテンサイト変態を伴うステンレス鋼ストリップの焼入れ熱処理を施す際に、温度不均一に伴うマルテンサイト変態の不均一によって引き起こされる板形状の崩れを極めて効果的に防止することができ、形状のよい焼入れステンレス鋼箔ストリップを安定して連続的にかつ大量に生産することが可能なステンレス鋼箔ストリップの連続式光輝熱処理方法およびこの方法を行うことが出来る水平型連続光輝焼鈍炉を提供する。
【解決手段】
加熱帯および冷却帯を順次直列に備えた水平型連続光輝焼鈍炉を用いて行う冷却中にマルテンサイト変態を伴うステンレス鋼箔ストリップの焼入れ熱処理において、長手方向に張力を付与されつつ加熱帯を搬送され加熱されたストリップが、冷却帯の冷却ロールに接している間にマルテンサイト変態を実質的に完了させ、板形状を矯正しつつ焼入れを行うことを特徴とする。
(もっと読む)
高強度冷延鋼板の製造方法及び製造装置
【課題】鋼板の板幅方向に筋状の変形が発生することを抑制すること。
【解決手段】ガスジェット冷却帯側から搬送されてきた鋼板Sは、水槽2内の冷却水5に浸漬される前に冷却設備4a,4bのスプレーノズル6から噴射される冷却水7によって冷却される。このとき、スプレーノズル6は、板幅方向両端部から板幅方向中心部に向かって配置数が減少するように配置されているので、鋼板Sの等温線の分布状態は冷却水5の水面に対して凸の円弧形状になる。換言すれば、鋼板Sの板幅方向には板幅方向両端部から板幅方向中心部に向かって温度が高くなる温度分布が形成される。
(もっと読む)
冷却ロール装置
【課題】従来の冷却ロール装置は、熱交換器での冷媒の冷却量を制御することにより冷却ロールの金属帯の冷却能力が制御されるので、冷却対象である金属帯が変更された場合に、金属帯の冷却不足が生じる可能性がある。
【解決手段】本発明による冷却ロール装置では、入側冷媒流路2は、第1供給流路21、第1供給制御バルブ22、第2供給流路23、及び第2供給制御バルブ24を有している。第1供給制御バルブ22が開かれると、第1供給流路21から冷却ロール1に工業用水8aが直接供給され、第2供給制御バルブ24が開かれると、出側冷媒流路3を流れる排出冷媒7との間で熱交換が行われることで加温された加温冷媒8bが冷却ロール1に供給される。
(もっと読む)
金属帯の冷却方法および冷却装置
【課題】金属帯を均一に冷却し、これにより、形状不良を発生させることなく、板幅方向の機械特性を均一にして金属帯を製造する冷却方法を提供する。
【解決手段】冷却水を噴射することによって金属帯を冷却する水冷装置を用いて、金属帯の表面における冷却水の水量密度を制御しながら、金属帯を冷却する際に、膜沸騰と遷移沸騰の境界条件における前記金属帯の温度および水量密度の関係を予め求めておき、前記金属帯が、当該関係に基づいて該金属帯の温度に応じて与えられる水量密度を上限とした水量密度で冷却されるように、水量密度を制御する。
(もっと読む)
熱延鋼帯の製造方法及び熱延鋼帯の冷却設備
【課題】コイルの潰れ発生を抑制することができる熱延鋼帯の製造方法を提供する。
【解決手段】仕上げ圧延された直後の熱延鋼帯を50℃/秒以上の冷却速度で急速に冷却する急速冷却工程と、急速冷却工程の後に、熱延鋼帯を緩やかな温度勾配で目標巻取温度まで冷却する緩冷却工程(第1及び第2緩冷却工程)と、この緩冷却工程の後に、コイラーに巻き取られた前記コイルを所定時間の間、冷却保持するコイル冷却工程とを備えている。
(もっと読む)
焼鈍炉及び焼鈍炉における冷却方法
【課題】ガスジェット冷却方式により金属帯を冷却する際の冷却能力を向上させることのできる焼鈍炉を提供すること。
【解決手段】連続的に搬送される金属帯3を炉体10の冷却帯15で冷却する焼鈍炉1において、冷却帯15において冷媒ガスを吹き付けて金属帯3を冷却するガスジェット冷却装置21と、炉体10において冷却帯15を含む範囲S1の入側及び出側に設けられたシール手段31と、冷却帯15を含む範囲S1内を加圧するための加圧手段41とを備えることを特徴とする。これにより、冷却のために用いられる冷媒ガスも加圧されてその密度が増大するので、その分、単位時間当たりに吹き付けられる冷媒ガス重量が増大し、冷媒ガスによる冷却能力を向上させることができる。
(もっと読む)
ケーブル用導体の熱処理方法
【課題】少なくとも導体の走行線速を150m/分とすることを可能とし、導体の軟化および伸び特性を低下させることなく錫メッキ層が粗くならないケーブル用導体の熱処理方法と熱処理装置を提供する。
【解決手段】錫メッキされた銅の導体1に第1と第2の給電シープ間6a,6bで通電することにより錫メッキの融点以上まで加熱し、次いで、冷却装置4の冷却水5に浸して冷却するケーブル用導体の熱処理で、導体の線速を150m/分以上とし、下流側に位置する第2の給電シープ6bを冷却水中に配する。そして、導体1の横断面の周囲長さが1.47mm〜1.80mmで冷却水温度を28〜30℃、導体の横断面の周囲長さが0.67mm〜0.70mmで冷却水温度を38〜40℃とし、導体の冷却を第2の給電シーブに達する前に開始する。
(もっと読む)
連続焼鈍設備およびその設備における急冷焼入時の金属板の波状変形抑制方法
【課題】本発明の目的は、急冷焼入時に生じる金属板の波状変形を抑制可能な連続焼鈍設備およびその設備における急冷焼入時の金属板の波状変形抑制方法を提供することにある。
【解決手段】急冷焼入部を有する連続焼鈍設備において、前記急冷焼入部にて急冷焼入工程に付される鋼板4の張力を変えることができる張力変更手段としてのブライドルロール10、11を急冷焼入部前後に設けたことを特徴とする。
(もっと読む)
連続焼鈍炉における冷却装置
【課題】鋼帯の冷却装置としてエアージェットクーラーを採用した連続焼鈍炉において、錆等の異物がエアー噴流に混入して鋼帯の表面に噴射され、鋼帯表面に製品欠陥を生じる問題を、生産性を低下させることなく回避可能とした連続焼鈍炉における冷却装置を提供する。
【解決手段】遠心式循環ブロワ1と、遠心式循環ブロワ1の前段に設けられた熱交換器4と、熱交換器4の後段に設けられた遠心式循環ブロワ1で昇圧された冷却ガスを、連続焼鈍炉内6に返送する冷却ガス返送管7と、冷却ガス返送管7の先端にあって冷却ガスを連続焼鈍炉6へ吹き込む冷却ノズル3とを有し、冷却ガス返送管7から冷却ガスの一部を吸引後、異物除去処理を行うサイクロ2ンと、異物除去処理後の清浄ガスを、循環ブロワの前段に返送する清浄ガス返送管8を備える。
(もっと読む)
1 - 10 / 98
[ Back to top ]