
国際特許分類[F16B37/06]の内容
機械工学;照明;加熱;武器;爆破 (654,968) | 機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段 (198,328) | 構造部材または機械部品同志の締め付けまたは固定のための装置,例.くぎ,ボルト,サークリップ,クランプ,クリップまたはくさび;継ぎ手または接続 (13,682) | ナットまたは類似のねじ螺合部材 (1,114) | 表面,例.薄板,厚板,にナットを締め付けるための装置 (422) | 溶接またはリベット締めによるもの (26)
国際特許分類[F16B37/06]に分類される特許
1 - 10 / 26
ナットプレートの取付構造
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
プロジェクション溶接継手の製造方法
【課題】良好な溶接作業性を確保しつつ、接合部の静的強度、すなわち、トルク剥離強さおよび押込み剥離強さを向上させ、また、割れの発生を防止することが可能なプロジェクション溶接継手の製造方法を提供する。
【解決手段】所定の成分組成を有するナット2と、引張強さ:750〜1600MPa、板厚:0.8〜3.0mm、炭素等量Ceq:0.22〜0.50%の範囲である高強度鋼板1とをプロジェクション溶接する際、電極の加圧力EFおよび通電時間Wtで本通電を行った直後に、後通電電流POC1および後通電時間POt1で後通電を実施し、その後、電極保持時間Htで保持することで、ナット2と高強度鋼板1との接合部Aの面積SJと、ナット2の呼び径部分の面積SRとの比が次式{0.7≦SJ/SR≦1.5}で表される関係を満たし、かつ、接合部Aおよび熱影響部Bのビッカース硬さの最大値が550Hv以下となるように制御する。
(もっと読む)
回転防止機能を有する機能要素および該機能要素とシート金属部材とを備える部品アセンブリ

【解決課題】 シャフト部材とヘッド部材とを備え、シート金属接触面の領域に提供される回転防止のための機能要素を提供すること。
【解決手段】 機能要素は、回転防止のための各構造が機能要素のシート金属接触面に設けられた溝を備えることを特徴とする。機能要素は、少なくとも実質的に溝の中央に配設された隆起部分を備えるか、または溝を取り囲む隆起部分を備える。この構成を使用して機能要素は、直接厚いシート金属部材、より高い強度のシート金属部材に挿入でき、このため高品質の回転防止が提供できる。
(もっと読む)
締結要素及び締結構造を生成するための方法
【課題】改善された締結要素、改善された構造、及び特に費用効率がより高く、締結構造を容易に生成するのを可能にする、締結構造を生成するための改善された締結方法を提供する。
【解決手段】板要素(42)を加工物(58)に締結するための締結要素(10)であり、この締結要素(10)は、ボルト(52)のためのボルト・レセプタクル(20)が形成される主部分(12)と、主部分(14)から半径方向に延びるフランジ部分(14)とを有し、複数のタブ(30)がフランジ部分(14)の下面(32)から延び、かつ、板要素(42)を半径方向に撓んだタブ(30)とフランジ部分の下面(32)との間に受けることができるように半径方向に撓むことができる。
(もっと読む)
ウェルドナットの取付け構造
【課題】パーツフィーダから供給されたウェルドナットがガイドロットに串刺しされ被取付け部材に落下して載った際に、所定位置に位置決めされるとともに、溶接の際にも回転移動しないように構成する。
【解決手段】被取付け部材であるリアサイドメンバー1に取付けるウェルドナット2の取付け座面5側に、複数個の溶接用突部4を形成するとともに、リアサイドメンバー1材側に溶接用突部4が嵌合する位置決め凹部1cを形成して、位置決め凹部1cに溶接用突部4を嵌合することによって、ウェルドナット2をリアサイドメンバー1におけるウェルドナット設置部1aに位置決めした状態で溶接することによりリアサイドメンバー1に取付けるように構成した。
(もっと読む)
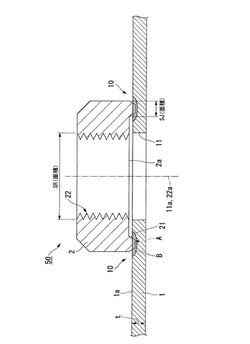
溶接ナット部を有する自動車用構造部材及びその製造方法
【課題】優れた遅れ破壊特性及び高い静的強度を得ることが可能な、溶接ナット部を有する自動車用構造部材及びその製造方法を提供する。
【解決手段】溶接前の引張強さが1100MPa以上の高強度鋼板1にピアス孔11を設け、該ピアス孔11の中心11aと溶接ナット2のねじ孔22の中心22aとが概略一致した状態で、高強度鋼板1と溶接ナット2とを加圧しながら通電加熱を行うプロジェクション溶接によって各々が接合されることで得られるものであり、溶接ナット2は、高強度鋼板1との接合面2aに略半球状のプロジェクション部21が設けられており、且つ、高強度鋼板1において、溶接熱影響部13の板厚方向の深さH1と、高強度鋼板1の板厚H2との関係が、次式{H1/H2=0.05〜0.5}を満たす構成を採用している。
(もっと読む)
微小径のステンレス鋼製溶接ナット及びその製造方法、該製造方法に使用する打抜きパンチ
【課題】微小径の溶接ナットをステンレス鋼板の打抜き加工により容易に製造することができるステンレス鋼製溶接ナット及びその製造方法、該製造方法に使用する打抜きパンチを提供する。
【解決手段】ねじ径がM1.2〜M1.6の微小径のステンレス鋼製溶接ナットであって、ナットの高さと等しい厚みを有するステンレス鋼板の素材20を打抜き成形加工して、外形が六角形のナット本体21の底部対辺部位に溶接突起23とが成形されている。製造方法は、素材20からナット本体2を打抜き加工すると同時に、該ナット本体21の底部対辺部位に溶接突起23を成形する工程に特徴がある。製造方法に使用する打抜きパンチ2はナット本体21の外形に対応する六角柱状を有し、該打抜きパンチ2の下端面外周部の対辺部位に溶接突起23を成形する切欠き部5が設けられている。
(もっと読む)
締結部材の固定方法
【課題】熱間プレスされた鋼板に、溶接脚を備えた締結部材をばらつくこと無く直接固定できる締結部材の固定方法を提供する。
【解決手段】ワークWの六角ナット(締結部材)が固定される被固定部13aを加熱処理し、被固定部13aの硬度を所定値に低下させる焼鈍工程と、被固定部13aに各溶接突起部(溶接脚)を載置し、六角ナットを被固定部13aに固定する抵抗溶接工程とを有する。したがって、被固定部13aの硬度を低下させて六角ナットの硬度に近付けた状態で抵抗溶接を行うことができる。六角ナットの各溶接突起部が潰れるのを抑えて抵抗溶接を安定して行うことができるので、各溶接突起部を備えた六角ナットをばらつくこと無く被固定部13aに直接固定できる。
(もっと読む)
ステンレス鋼板製溶接ナットの製造方法及び該製造方法に使用する打抜きパンチ
【課題】薄くて、ねじ呼び径M1.6前後の通称マイクロねじと呼称される小寸法の溶接ナットをステンレス鋼板の打抜き加工により容易に製造することができるステンレス鋼板製溶接ナットの製造方法及び該製造方法に使用する打抜きパンチを提供することを目的とする。
【解決手段】ナットの高さとほぼ等しい厚みを有するステンレス鋼板の素材20にねじ下穴22を打抜き加工する工程と、素材20にねじ下穴22を中心にナット外形を打抜き加工してナット本体23を成形すると同時に、ナット本体23の底部外周部位に複数の溶接突起24を成形する工程と、ナット本体23のねじ下穴22の内周部に雌ねじ25を加工する工程とを含むことを特徴とするステンレス鋼板製溶接ナットの製造方法である。ナット外形を打抜き加工するのに使用する打抜きパンチ5は、下端外周部に溶接突起24を成形する複数の切欠き凹部8が設けられている。
(もっと読む)
軸杆緩み止装置及びその組付方法
【課題】建設機械に装着するアタッチメントにおいて、可動部分を支持するため軸を本体へ組み付ける作業の効率を向上させると共に、その仕上がり状態を極めて良好にすること。
【解決手段】外筺本体1と、軸杆3と、大径内螺子部42を有し且つ被係止部43が形成された固定ナット部材4と、緩み止部材5と、接合用開口部61と係止部63と取付孔62を有する取付具6とからなること。固定ナット部材4の大径内螺子部42が前記軸杆3の外螺子部32と螺合固着され、緩み止部材5は、前記軸杆3の軸端面32aに第1固着具71により固着され、緩み止部材5が前記接合用開口部61に収納されると共に前記取付具6の係止部63と前記固定ナット部材4の被係止部43とが係止され、緩み止部材5とが溶接にて固着され、取付具6は前記固定ナット部材4に第2固着具72により固着されてなること。
(もっと読む)
1 - 10 / 26
[ Back to top ]