
国際特許分類[H01B13/24]の内容
電気 (1,674,590) | 基本的電気素子 (808,144) | ケーブル;導体;絶縁体;導電性,絶縁性または誘導性特性に対する材料の選択 (29,859) | 導体またはケーブルを製造するために特に使用する装置または方法 (6,886) | シース;外装;遮へい;その他の保護層の適用 (118) | 押し出しによるもの (23)
国際特許分類[H01B13/24]に分類される特許
1 - 10 / 23
水密型ポリ塩化ビニル絶縁電線用水密材、水密型ポリ塩化ビニル絶縁電線および該電線の製造方法
【課題】良好な水密性すなわち水遮蔽効果が安定的に得られ、かつ絶縁体と撚線との隙間および撚線間の隙間への一括充填が可能な程度に粘度が制御され、充填性が良好である水密型ポリ塩化ビニル絶縁電線用水密材および水密型ポリ塩化ビニル絶縁電線を提供する。
【解決手段】水密材用共重合体として、塩化ビニルと酢酸ビニルと(メタ)アクリル酸の共重合体、塩化ビニルと酢酸ビニルと不飽和ジカルボン酸の共重合体または両者の混合物を使用し、共重合体中の酢酸ビニル部分の含有量割合を共重合体の10〜12重量%に制御するとともに、150℃における、せん断速度1000s−1での水密材の粘度を10〜100Pa.sとする。
(もっと読む)
電線の製造方法

【課題】粉体の塗布が異常となった不良箇所を容易に特定することが可能な電線の製造方法を提供する。
【解決手段】適量の粉体離型材9が塗布された状態の絶縁コア1の画像におけるコア絶縁層5の色相の画素数を適正画素数範囲として設定しておく適正画素数範囲設定処理と、粉体離型材9を塗布した絶縁コア1の粉体塗布後画像Gbを撮影する塗布後撮影処理と、粉体塗布後画像Gbにおける絶縁コア1の色相の画素数を計数する計数処理と、を行い、粉体塗布後画像Gbの絶縁コア1の色相の画素数の変化から粉体離型材9の塗布量をモニタしながら電線を製造する。粉体塗布後画像Gbにおけるコア絶縁層5の色相の画素数が適正画素数範囲内に入っているか否かを判定する判定処理と、粉体塗布後画像Gbにおけるコア絶縁層5の色相の画素数が適正画素数範囲から外れた絶縁コア1の区間を記憶する異常区間記憶処理とを行う。
(もっと読む)
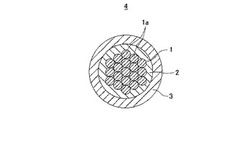
同軸ケーブル
【課題】スリーブの挿入性向上を図るとともに冷熱衝撃による減衰量の低下防止を図ることが可能な同軸ケーブルを提供する。
【解決手段】同軸ケーブル1は、内部導体2を被覆する内部絶縁体3と、この内部絶縁体3を覆う金属箔付きフィルム4との間に、これらを融着により略密着状態にする部分を形成してなる。融着により略密着状態にする部分は、内部絶縁体3の軟化点よりも高い温度で押し出されるシース6の熱10を内部絶縁体3に伝えることにより形成される。具体的に、同軸ケーブル1は、シース6の押出成形に係る熱10が内部絶縁体3に伝わると、内部絶縁体3と金属箔付きフィルム4の樹脂フィルム部9との間に融着部7が形成される。
(もっと読む)
再生樹脂を用いた電線・ケーブルの製造方法
【課題】再生樹脂のゲル分率を適度に制御することにより、耐環境応力亀裂特性を向上させ、電線・ケーブル用被覆材料への適用が可能となる再生樹脂を用いた電線・ケーブルの製造方法を提供する。
【解決手段】シラン架橋樹脂の架橋部分をアルコールまたは炭酸エステルにより分解して得られた再生樹脂を用いた電線・ケーブルの製造方法において、前記再生樹脂を用いて導線に押出した直後の被覆材のゲル分率が1.0%以上20.5%以下となるように押出成形するものである。
(もっと読む)
絶縁電線の製造方法及びケーブルの製造方法
【課題】生産性が高く、軟化温度に優れており、また、ケーブル完成時において加工硬化が少ない可とう性の優れた絶縁電線の製造方法及びケーブルの製造方法を提供する。
【解決手段】実施の形態に係る絶縁電線の製造方法は、不可避的不純物を含む銅と、2massppmを超える量の酸素と、Mg、Zr、Nb、Ca、V、Ni、Mn、Ti、Crの少なくとも一種の添加元素と、を含む希薄銅合金線を、最終線径となるように伸線加工を施して硬銅線を作製する硬銅線作製工程と、硬銅線の外周に樹脂を被覆する被覆工程と、を含み、被覆工程の熱量によって、硬銅線を軟銅線に変質させる。
(もっと読む)
ケーブル製造方法およびケーブル製造装置
【課題】複数の線材相互間に対し、張力制御を行うことで適正な張力差を確保する。
【解決手段】1本の光ファイバ心線3と2本の抗張力体13を、第1押出被覆機33で押し出し被覆してファイバ側被覆線19を製造する一方、1本の鋼線からなる支持線7を第2押出被覆機35で押し出し被覆して支持側被覆線21を製造する。ファイバ側被覆線19と支持側被覆線21とを第3押出被覆機53で押し出し被覆して光ファイバケーブル1が完成する。支持側被覆線21はファイバ側被覆線19よりも張力を高くした状態で第3押出被覆機53に送り込む。この張力差を一定に保つように第1、第2張力計49、59により張力を常時監視し、張力差が変動したら、第1引取キャプスタン37によるファイバ側被覆線19の送り速度を変化させて対応する。
(もっと読む)
電線の製造方法
【課題】優れた耐摩耗性を確保しつつ外被の偏肉なく細径化された電線の製造方法を提供する。
【解決手段】ポイント12とダイス11との間の樹脂流路13から樹脂Rを引き落としながらシールドコア8に樹脂Rからなる外被7を被覆し、外被7の外径が0.25mm以下であり、外被7の外径に対するシールドコア8の外径の比が1.15以下である電線1を製造する方法であって、ダイス内径とポイント外径との差を0.5mm以上とし、樹脂Rのメルトフローレートを50g/10分以上とし、引き落としバランスを0.99以上1.10以下とする。
(もっと読む)
水トリー耐性、TRXLPE型ケーブルシースを製造する方法
薬剤添加又は直接注入のいずれかによって、固体ポリマーを液体水トリー防止剤と混合する方法によって、TRXLPE型ケーブルシースを調製する。薬剤添加法においては、噴霧又は別の方法で固体ポリマー、例えば、高圧LDPEを液体薬剤、例えば、PEGと接触させ、薬剤をポリマー中に吸収させ、次いで、吸収された薬剤を含むポリマーを押出装置に送り、被覆又は非被覆ワイヤ又は光ファイバー上に押し出す。直接注入法においては、最初に固体ポリマーを押出装置に送り、噴霧又は別の方法で液体薬剤をポリマーと接触させた後、上記装置の混合要素の作用によって前二者を互いにブレンドする。 (もっと読む)
絶縁電線の製造方法及び絶縁電線の製造装置
【課題】電線に熱を加えた場合の絶縁被覆の収縮を抑制でき、特に被覆をハロゲンフリー化した場合に好適な絶縁電線の製造方法を提供する。
【解決手段】押出機13において、ペレット状の熱可塑性樹脂を、当該押出機13のホッパ33内で例えば60℃以上90以下に加熱する(事前加熱工程)。次に、前記ホッパ33から本体31に供給された前記熱可塑性樹脂を加熱して溶融させる(溶融工程)。そして、溶融した樹脂を心線21の外側に押し出して引落し成形を行う(押出工程)。
(もっと読む)
ケーブルの製造装置及び製造方法
【課題】ジョイントパンクの発生を防ぐことが可能なケーブルの製造装置及び製造方法を提供する。
【解決手段】ケーブル1を製造するための製造装置における押出機は、クロスヘッド4と、ケーブル1にジョイントパンク防止部5を形成するためのエアー封入手段6とを備えて構成されている。ケーブル1を構成する線材2のジョイント部7の位置には、ジョイントパンク防止部5が形成されている。このジョイントパンク防止部5は、ジョイント部7の部分がクロスヘッド4を通過する際にジョイント部7とシース3との間にエアーを封入することによって形成されている。ジョイントパンク防止部5は、ジョイント部7の位置におけるシース3を膨らませて形成されている。
(もっと読む)
1 - 10 / 23
[ Back to top ]