
国際特許分類[H01R43/06]の内容
電気 (1,674,590) | 基本的電気素子 (808,144) | 導電接続;互いに絶縁された多数の電気接続要素の構造的な集合体;嵌合装置;集電装置 (28,662) | 電線接続器または集電装置の製造,組立,保守または修理のためまたは導体接続のために特に採用される装置または方法 (2,778) | 整流子の製造 (31)
国際特許分類[H01R43/06]の下位に属する分類
国際特許分類[H01R43/06]に分類される特許
21 - 28 / 28
ドラム型整流子用の導体未加工材、その製造方法およびドラム型整流子
ドラム型整流子(T)用のリング形状に閉鎖した導体未加工材において導体セグメント(4)群がブリッジ部材を介して互いに結合されている。その際導体セグメントは、一端面上に配置された接続突起部(7)と、その導体セグメントを支持部材(1)内に固定するためのものであって内側方向に指向している固定ラグとを備えている。帯状材の半径方向内側の表面上の導体セグメント(4)の領域内で材料を分割することによって形成された第1の固定ラグ(9a,9b)群がK字型の固定ラグのペアを構成する。さらに帯状材の縁部側に配置された固定突起部を内側に折り曲げることによって形成された実質的に端面側にあるC字型の第2の固定ラグ(10a,10b)群が設けられる。  (もっと読む)
(もっと読む)
組立式整流子の製造方法

【課題】 簡易な構成により、複数個の整流子片を絶縁基体の外周面に強固に配設固定することができ、しかも、寸法のばらつきがあっても整流子片を確実に固定することが可能な組立式整流子の製造方法を提供する。
【解決手段】 ライザ部22を有する複数の整流子片21を円筒状に形成された絶縁基体10の外周面に対して、各整流子片21間にスリット23を設けて配置固定し、ワッシャー30を整流子片21の外周に嵌入して絶縁基体10の外周面に押圧固定する。絶縁基体10の基端側に設けられたフランジ部12には、ライザ部22の基部を嵌合する溝部15が形成され、溝部15の開口側にはライザ部22方向に突出させた突起部14aが形成され、この突起部14aを塑性変形により溝部15方向に膨出させてライザ部22の基部を溝部15内に固定すると共に、ワッシャー30により膨出部分を押圧する。
(もっと読む)
整流子の製造方法ならびに整流子
絶縁性の成形材料から形成された一体型の支持部材(1)と、その中に固定された複数の金属製導体セグメント(13)と、その導体セグメントを一対毎あるいは一群毎に互いに導電的に結合する複数の補償要素(17)を有する補償装置(18)からなる整流子において、補償要素(17)は支持部材(1)内に埋め込まれた導線断片(19)によって形成される。この種の整流子を製造するために、適宜に曲げられ補償要素を形成する導線断片(19)が、支持部材(1)が射出成形される前に、少なくとも末端部で該当する環状構造の導体セグメント(13)に接続される。そのために使用される射出成形工具(2)は鉢型形状の複数の支持要素(31)を有しており、この支持要素は射出成形工具の1つの部材上にその軸(5)周りで同心状に配置され、またその中に導線断片(19)が噛合する。 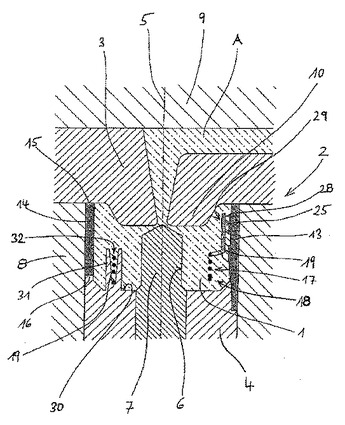 (もっと読む)
(もっと読む)
整流子電動機及びその製造方法
この整流子電動機は、界磁コアと界磁巻線とを有する界磁と、回転軸とこの回転軸に固定された電機子コアとこの電機子コアのスロットに巻回された電機子巻線と整流子とを有する電機子とより成る。整流子はスロットの整数倍の整流子片とこの整流子片と同数のフックを備え、電機子巻線とフックとの渡り線は、電機子巻線の巻始めと巻終わりの少なくとも一方を回転軸の方向に屈曲成形させる。  (もっと読む)
(もっと読む)
整流子セグメント及びその製造方法、並びに小型直流モータ

【課題】 小型小径サイズの整流子によるモータの摺動接点部の負荷の低減、整流子の製造コストの低減などを図る。
【解決手段】 径方向の断面形状が扇形である軸状の3本の金属材料1aを組み合わせ、この各金属材料1aの対向する接触面の間には絶縁材料3を介在させ、各金属材料1aを互いに前記扇形の要4aを向き合わせるように合わせて1本の整流子基材5aを形成し、次に、整流子基材5aを加熱及び圧延しつつ、軸方向に引き延ばして整流子基材5aの径の太さを細くする。最後に、この引き延ばした極小径の整流子基材5aを所望の長さに切断して、整流子セグメント2が完成する。この整流子セグメント2は、径方向の断面形状が扇形である軸状の3つの整流子片が互いに扇形の要を向き合わせるように1本に合わされ、各整流子片の対向する接触面の間には絶縁材料3が形成されている。
(もっと読む)
組立式整流子の製造方法
【課題】 簡易な構成により、絶縁リングを使用することなく複数個の整流子片を絶縁基体の外周面に強固に配設固定することができ、しかも、寸法のばらつきがあっても整流子片を確実に固定することが可能な組立式整流子の製造方法を提供する。
【解決手段】 円弧状に形成した整流子部21および整流子部21に連設したライザ部22を有する複数の整流子片20を円筒状に形成された絶縁基体10の外周面に対して、各整流子片20間にスリット23を設けて配置固定される。絶縁基体10の基端側に設けられたフランジ部12の所定位置には複数の溝部15が形成され、この各溝部15にはライザ部22が嵌合される。ライザ部22を溝部15内に嵌合した状態で開口側を塑性変形させ、ライザ部22方向に膨出させた膨出部15aを形成する。これにより、膨出部15aがライザ部22の基部を押圧することにより溝部15内に固着される。
(もっと読む)
回転電機、整流子及び整流子の製造方法
【課題】整流子片間の段差とブラシとの衝突を抑制し、低騒音で作動することができる回転電機、整流子及び整流子の製造方法を提供する。
【解決手段】整流子片13の端部に衝撃緩衝部15を配設することによって、ブラシと整流子片13との摩擦によってブラシが傾斜し、仮想円100の内周側へ食い込んだ場合でも、ブラシと整流子片13の端部との振動などの原因となる衝撃力を緩和することができる。また、衝撃緩衝部15を、ブラシの仮想円100から内周方向へ入り込む深さの最大値である最大入り込み深さdよりも整流子片13の外側面端部を内周側にオフセットさせて形成する。また、衝撃緩衝部15における仮想円100からの最大距離である切り込み深さを衝撃緩衝部15の周方向長さよりも小さく設定することによって、ブラシと整流子片13の接触角を小さくする。
(もっと読む)
平面型整流子ならびに平面型整流子用の導体素材を製造する方法
炭素材滑走面を有する平面型整流子(23)の製造に際して環形状に閉鎖された導体セグメント(3)とそれを相互に結合するブリッジ部材(4)を有していてリップル形状にされた導体素材(1)を縦方向に平行な階段状にプロファイリングされ、接触スタッド(7)と接続フック(6)を形成するために縁部側が打ち抜かれた細長片セクションをロール化することによって形成する。縁部セクションを打ち抜いた後導体セグメントの接触スタッド(7)を軸(2)の方向に向かって内側に曲折させ、両方の軸方向端面上において剪断プロセスによって軸方向にプロファイリングする。導体素材は炭素材環状盤と共に1つの複合体に接合され、その上に支持部材が射出成形される。その後炭素材環状盤を個別の炭素材セグメントに分割し、ブリッジ部材を除去あるいは切断する。 (もっと読む)
21 - 28 / 28
[ Back to top ]