
アルミニウム製導電部材との接続に用いられる接続部品用錫めっき付銅又は銅合金材料
【課題】アルミニウム電線と圧着接続したとき、又はアルミニウム製端子と嵌合したときに高い接触信頼性が得られる錫めっき付銅又は銅合金材料を提供する。
【解決手段】銅又は銅合金板条からなる母材Aの表面に、リフロー処理により形成されたCu−Sn合金層YとSn層Xがこの順に形成されたSnめっき付き銅又は銅合金材料。Sn層Xの表面にCu−Sn合金層Yの一部が露出し、Cu−Sn合金層Yの材料表面露出面積率が10〜75%、材料表面露出間隔が0.01〜0.5mm、平均の厚さが0.2〜5.0μm、Cu含有量が20〜70at%であり、材料表面の算術平均粗さRaが0.15μm以上、3.0μm以下である。
【解決手段】銅又は銅合金板条からなる母材Aの表面に、リフロー処理により形成されたCu−Sn合金層YとSn層Xがこの順に形成されたSnめっき付き銅又は銅合金材料。Sn層Xの表面にCu−Sn合金層Yの一部が露出し、Cu−Sn合金層Yの材料表面露出面積率が10〜75%、材料表面露出間隔が0.01〜0.5mm、平均の厚さが0.2〜5.0μm、Cu含有量が20〜70at%であり、材料表面の算術平均粗さRaが0.15μm以上、3.0μm以下である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば自動車用ワイヤーハーネス等に用いるアルミニウム電線やアルミニウム合金端子などのアルミニウム製導電部材と接続するコネクタ等に用いられる接続部品用錫めっき付銅又は銅合金材料に関する。
【背景技術】
【0002】
近年、自動車の電装化が進み、取り付けられる電子部品・電線が増加している。電子部品に使用される導電材料や電線には、導電性、強度、成形加工性、耐食性などの観点から銅又は銅合金が使用されており、一台あたり数十キログラムになっている。一方、近年の地球温暖化に代表される環境問題への取り組みに、自動車の小型・軽量化による燃費向上があり、電線や端子等の導電部材へのアルミニウム又はアルミニウム合金の適用が積極的に検討されている。
【0003】
アルミニウム電線は、従来の銅線と異なり、表面に硬度が高く電気抵抗が高いアルミニウム酸化皮膜が形成されているため、端子とアルミニウム電線を接続する際、この酸化皮膜を破壊する必要がある。そのため、特許文献1のように、圧着部分に複数のインデントを付けた端子、特許文献2のように、アルミニウム電線と端子を超音波接合する技術が提案されている。
【0004】
しかし、錫めっき付銅又は銅合金材料からなる端子とアルミニウム電線を接続する際、特許文献1の技術を適用しても、端子表面のめっき層の錫は、アルミニウム酸化皮膜に比べて軟らかいため、アルミニウム酸化皮膜が破壊されにくく、接触部の電気抵抗が大きくなりやすい。また、端子成形時にインデント加工を行うため、特殊な加工金型が必要となりコストアップになる。
【0005】
また、錫めっき付銅又は銅合金材料からなる端子とアルミニウム電線を接続する際、特許文献2の超音波接合技術を適用しても、錫とアルミニウムはほとんど固溶しないため、錫めっき表面にアルミニウム電線を接合することは困難である。そのため、端子のアルミニウム電線との接合部は銅又は銅合金素材を露出させた状態、端子嵌合部は錫めっき表面とする必要があり、端子成形後に端子嵌合部に錫めっきを施すか、もしくは、端子成形加工前に端子嵌合部に加工される部分の銅又は銅合金素材表面に部分的に錫めっきを行うなど、特殊なめっき工程が必要となる。また、超音波接合工程はコストアップ要因である。
【0006】
一方、アルミニウム電線と接続する端子材料としてアルミニウムを適用し、このアルミニウム端子に錫めっき付銅又は銅合金材料からなる端子を嵌合して接続する場合、両端子の嵌合部では硬度の低い錫めっき皮膜と硬度の高いアルミニウム酸化皮膜との接触となるため、この場合もアルミニウム酸化皮膜は破壊されず、接触部の電気抵抗が高くなりやすい。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特許第3984539号公報
【特許文献2】特許第4021734号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
アルミニウムを導電部材として利用する場合、アルミニウム酸化皮膜は電気抵抗が高く接触抵抗を増大させる。そのため、接点部として使用する場合、接触抵抗を低くするために、アルミニウム酸化皮膜を除去し、新生面で接触させることが重要である。しかし、アルミニウム表面の酸化皮膜は錫めっき皮膜に比べて非常に硬いため、一般的な錫めっき付き銅又は銅合金材料を用いた接続部材の場合、アルミニウム製導電部材に接触させても、錫めっき皮膜のみが削られ、アルミニウムの新生面が露出せず接触抵抗が高くなる。
アルミニウム酸化皮膜を除去するには両者を強く押し付けることが有効であるが、例えば錫めっき付銅又は銅合金材料からなる端子とアルミニウム電線の圧着の場合、アルミニウム電線が変形し断線する場合がある。また、錫めっき付銅又は銅合金材料からなる端子とアルミニウム製端子を嵌合させる場合、強く押し付けると端子挿入力が高くなり、作業性が低下する問題が発生する。
【0009】
本発明は、上記従来の問題点に鑑みてなされたものであり、アルミニウム製の電線や端子等のアルミニウム製導電部材と接続する場合に、無理に強く接触させなくても、電気的信頼性(低い接触抵抗)を十分に確保できる、接続部品用錫めっき付銅又は銅合金材料を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明者らは、特定の表面被覆層構成を有する錫めっき付き銅又は銅合金材料を用いた場合、これをアルミニウムに対し軽く押し付けることで、アルミニウム酸化被膜を削り取ることができ、両者の接触抵抗が低くなることを見出した。本発明はこの知見に基づいてなされたものである。
【0011】
本発明に係る接続部品用錫めっき付銅又は銅合金材料は、特にアルミニウム製導電部材との接続に用いられる接続部品用材料であり、銅又は銅合金板条(板又は条)からなる母材の表面に、リフロー処理により形成されたCu−Sn合金層とSn層がこの順に形成され、Sn層の表面にCu−Sn合金層の一部が露出し、Cu−Sn合金層の材料表面露出面積率が10〜75%、材料表面露出間隔が0.01〜0.5mm、平均の厚さが0.2〜5.0μm、Cu含有量が20〜70at%であり、材料表面の算術平均粗さRaが0.15μm以上、3.0μm以下であることを特徴とする。本発明においてアルミニウム製導電部材のアルミニウムとは、純アルミニウムとアルミニウム合金の両方を含む意味で用いている。
Cu−Sn合金層とSn層からなる表面被覆層が形成された領域は、母材の片面又は両面全体に及んでいてもよいし、片面又は両面の一部のみを占めているのでもよい。
【0012】
この錫めっき付銅又は銅合金材料において、前記Sn層の平均の厚さが0.3〜6.0μmであることが望ましい。母材表面とCu−Sn合金層の間にさらにNi層が形成されていてもよい。また、母材表面とCu−Sn合金層の間(Ni層が形成されない場合)、あるいはNi層とCu−Sn合金層の間(Ni層が形成された場合)に、さらにCu層を有していてもよい。
本発明において、Sn層、Cu層及びNi層は、それぞれSn、Cu、Ni金属のほか、Sn合金、Cu合金及びNi合金を含む。
また、本発明において、銅又は銅合金板条からなる母材には、銅又は銅合金を被覆した板条が含まれる。例えば銅を被覆した鉄系材料の板条や、銅を被覆したアルミニウム系材料の板条である。
なお、以上述べた接続部品用銅又は銅合金材料の表面被覆層構成自体は公知である(例えば特開2006−183068号公報参照)。
【0013】
前記錫めっき付き銅又は銅合金材料は、銅又は銅合金板条からなる母材の表面に、Niめっき層(必要に応じて)、Cuめっき層及びSnめっき層をこの順に形成した後、リフロー処理を行うことにより製造される。なお、本明細書において、リフロー処理前の表面被覆層を構成する各層について「めっき」という表現を付加し、リフロー処理後の表面被覆層を構成する各層と区別している。
Cu−Sn合金層は、リフロー処理においてCuめっき層とSnめっき層のCuとSnが相互拡散して形成されるが、その際にCuめっき層が全て消滅する場合と一部残留する場合の両方があり得る。前記Cu層はCuめっき層の一部が残留したものである。Cuめっき層の厚さによっては、母材からもCuが供給される場合がある。
本発明において、Cuめっき層、Snめっき層及びNiめっき層は、それぞれCu、Sn、Ni金属のほか、Cu合金、Sn合金及びNi合金を含む。
【発明の効果】
【0014】
本発明に係る錫めっき付銅又は銅合金材料は、表面に硬いCu−Sn合金を露出させているため、アルミニウム系材料に軽く押し付けることで、表面のアルミニウム酸化皮膜を削り取ることが可能であり、接触抵抗が低くなる。
従って、本発明に係る錫めっき付き銅又は銅合金材料は、特にアルミニウム電線と圧着接続する端子用として、アルミニウム電線との高い接続信頼性を得ることができる。また、アルミニウムを使用した端子材と嵌合する場合、特に強く押し付けなくても、嵌合部において高い接触信頼性を得ることができる。
【図面の簡単な説明】
【0015】
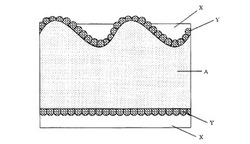
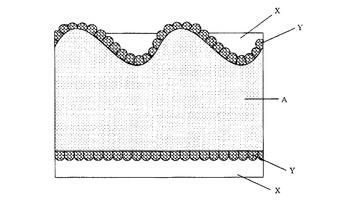
【図1】本発明に係る錫めっき付き銅又は銅合金材料の断面構造(リフロー後)の模式図である。
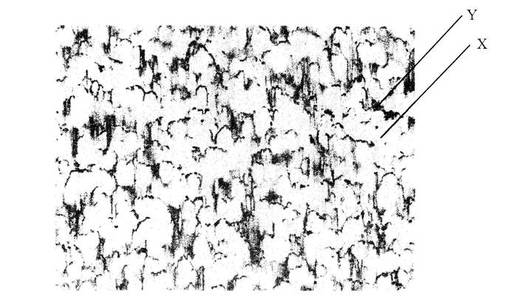
【図2】実施例No.1の供試材の最表面構造のSEM組成像である。
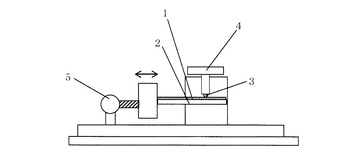
【図3】摺動試験機の概念図である。
【図4】摺動時の抵抗値の測定チャートの一例である。
【発明を実施するための形態】
【0016】
以下、本発明に係る錫めっき付き銅又は銅合金材料について、具体的に説明する。
(1)Cu−Sn合金層の材料表面露出面積率を10〜75%とした理由について述べる。なお、本発明では、Cu−Sn合金層の材料表面露出面積率を、材料の単位表面積あたりに露出するCu−Sn合金層の表面積に100をかけた値として算出する。Cu−Sn合金層の材料表面露出面積率が10%未満では、アルミニウム表面酸化皮膜を削り取る面積が少なくなるため電気的信頼性が低くなる。一方75%を超える場合には、経時や腐食などによる材料表面のCuの酸化物量などが多くなり、接触抵抗を増加させ易く、電気的接続の信頼性を維持することが困難となる。従って、Cu−Sn合金層の材料表面露出面積率を10〜75%に規定する。より望ましくは10〜50%である。
【0017】
(2)材料表面のCu−Sn合金層の平均の材料表面露出間隔を0.01〜0.5mmとした理由について述べる。なお、本発明では、Cu−Sn合金層の平均の材料表面露出間隔を、材料表面に描いた直線を横切るCu−Sn合金層の平均の幅(前記直線に沿った長さ)とSn層の平均の幅を足した値と定義する。Cu−Sn合金層の平均の材料表面露出間隔が0.01mm未満では、高温酸化などの熱拡散による材料表面のCuの酸化物量が多くなり、接触抵抗を増加させ易く、電気的接続の信頼性を維持することが困難となる。一方、0.5mmを超える場合には、特に小型端子に用いた際に低い摩擦係数を得ることが困難となる場合が生じてくる。また、一般的に端子が小型になれば、インデントやリブなどの電気接点部(挿抜部)の接触面積が小さくなるため、挿抜の際にCu−Sn合金層の部分がアルミニウムと接触する確率が低下し、電気的信頼性を得ることが困難となる。従って、Cu−Sn合金層の平均の材料表面露出間隔を0.01〜0.5mmとすることが望ましい。
アルミニウム電線と端子の圧着を考えた場合、アルミニウム電線は細線を束ねた構造であるため、圧着部表面に電線長手方向に任意に直線を引いた場合、硬いCu−Sn合金層が必ず露出していることが望ましい。電線長手方向でCu−Sn合金層が露出していない箇所で電線と接触した場合、電線表面の酸化被膜が破壊されず、電気的接続の信頼性が得られない。錫めっき付き銅合金板条から端子を成形加工する場合、端子挿入方向(電線長手方向)と圧延方向は垂直な関係に加工することが多く、少なくとも圧延方向と垂直に直線を引いた場合、Cu−Sn合金層が必ず露出していれば良く、露出間隔は0.01〜0.5mmとすることが望ましい。
しかしながら、必ずしも電線長手方向と圧延方向の関係が垂直になるとは限らないので、より望ましくは、Cu−Sn合金層の平均の材料表面露出間隔を全ての方向において0.01〜0.5mmにする。これにより、挿抜の際のCu−Sn合金層とアルミニウムの接触確率が増加する。さらに望ましくは0.05〜0.3mmである。
【0018】
(3)Cu−Sn合金層の平均の厚さを0.2〜5.0μmとした理由について述べる。なお本発明では、Cu−Sn合金層の平均の厚さは、純Sn層を除去した後Cu−Sn合金層に含まれるSn成分を蛍光X線膜厚計にて測定した厚さと定義する。(下記実施例に記載したCu−Sn合金層の平均の厚さ測定方法は、この定義に準拠するものである)。Cu−Sn合金層の平均の厚さが0.2μm未満では、特に本発明のようにCu−Sn合金層を材料表面に部分的に露出形成させる場合には、高温酸化などの熱拡散による材料表面のCuの酸化物量が多くなり、接触抵抗を増加させ易く、電気的接続の信頼性を維持することが困難となる。一方5.0μmを超える場合には、経済的に不利であり、生産性も悪く、硬い層が厚く形成されるために成形加工性なども悪くなる。従って、Cu−Sn合金層の平均の厚さを0.2〜5.0μmに規定する。より望ましくは0.3〜1.0μmである。
【0019】
(4)Cu−Sn合金層について、そのCu含有量を20〜70at%とした理由について述べる。Cu含有量が20〜70at%のCu−Sn合金層は、Cu6Sn5相を主体とする金属間化合物からなる。Cu6Sn5相はSn層を形成するSn又はSn合金に比べて非常に硬く、それを材料の最表面に部分的に露出形成すると、アルミニウムと接触する際、アルミニウム酸化皮膜を除去することができる。さらに、本発明ではCu6Sn5相がSn層の表面に部分的に突出しているため、アルミニウム電線との圧着や、端子挿抜などにおける電気接点部の接触の際、硬いCu6Sn5相で接触するため、アルミニウム酸化皮膜を軽い荷重で除去することができる。一方、Cu3Sn相はさらに硬く、アルミニウム酸化皮膜の除去には適しているが、Cu6Sn5相に比べてCu含有量が多いため、これをSn層の表面全面に露出させた場合には、経時や腐食などによる材料表面のCuの酸化物量などが多くなり、接触抵抗を増加させ易く、電気的接続の信頼性を維持することが困難となる。また、Cu3Sn相はCu6Sn5相に比べて脆いために、成形加工性などが劣るという問題点がある。従って、Cu−Sn合金層の構成成分を、Cu含有量が20〜70at%のCu−Sn合金に規定する。このCu−Sn合金層には、Cu6Sn5相のみでなくCu3Sn相が一部含まれていてもよく、母材及びSnめっき中の成分元素などが含まれていてもよい。しかし、Cu−Sn合金層のCu含有量が20at%未満では硬度が低く、アルミニウム酸化皮膜を除去することが困難となり、接触抵抗が増加する。一方Cu含有量が70at%を超えるとCu3Sn相の比率が高くなり経時や腐食などによる電気的接続の信頼性を維持することが困難となり、成形加工性なども悪くなる。従って、Cu−Sn合金層のCu含有量を20〜70at%に規定する。より望ましくは45〜65at%である。
【0020】
(5)材料表面の算術平均粗さRaが0.15μm以上、3.0μm以下とした理由について述べる。算術平均粗さRaが0.15μm未満の場合、Cu−Sn合金層の材料表面突出高さが全体に低く、アルミニウム系材料と接触した際、アルミニウム表面の酸化皮膜を除去する効果が小さくなり、接触信頼性が低下する。一方、算術平均粗さRaが3.0μmを超える場合、端子成形後加工後、高温環境に保持された時、材料表面のCuの酸化物量が多くなり、接触抵抗を増加させ易く、また耐食性も悪くなることから、電気的接続の信頼性を維持することが困難となる。従って、材料表面粗さは、算術平均粗さRaが0.15μm以上かつ3.0μm以下と規定する。より望ましくは0.15〜2.0μmである。
段落0017で述べた通り、アルミニウム電線は細線を束ねた構造であるため、少なくとも圧延方向と垂直に測定した粗さが算術平均粗さRaが0.15μm以上かつ3.0μm以下であればよい。
しかしながら、必ずしも電線長手方向と圧延方向の関係が垂直になるとは限らないので、より望ましくは、全ての方向で測定した算術平均あらさRaが0.15μm以上かつ3.0μm以下であることが望ましい。より望ましくは0.15〜2.0μmである。
図1に本発明に係る錫めっき付銅又は銅合金材料(リフロー後)の断面構造を模式的に示す。Cu−Sn合金層YがSn層Xの表面から突出している。算術平均粗さRaが小さいとCu−Sn合金層の突出が小さく、アルミニウム酸化皮膜が除去されにくく、算術平均粗さRaが大きくなると、Cu−Sn合金層の露出面積が広くなり、電気的信頼性、耐食性が低下する。
【0021】
(6)Sn層の平均の厚さを0.3〜6.0μmとした理由について述べる。なお、本発明では、Sn層の平均の厚さは、試験材の皮膜中に含まれるSn成分(Sn層の膜厚とCu−Sn合金層に含有されるSn成分の膜厚の和)を蛍光X線膜厚計にて測定した後、Sn層を除去しCu−Sn合金層に含有されるSn成分の膜厚を測定、試験材の皮膜中に含まれるSn成分から、Cu−Sn合金層に含有されるSn成分を差し引くことにより算出した値と定義する。(下記実施例に記載したSn層の平均の厚さ測定方法は、この定義に準拠するものである)。Sn層の平均の厚さが0.3μm未満では、高温酸化などの熱拡散による材料表面のCuの酸化物量が多くなり、接触抵抗を増加させ易く、また耐食性も悪くなることから、電気的接続の信頼性を維持することが困難となる。一方6.0μmを超える場合には、経済的に不利であり、生産性も悪くなる。従って、Sn層の平均の厚さを0.3〜6.0μmに規定する。より望ましくは0.5〜3.0μmである。Sn層がSn合金からなる場合、Sn合金のSn以外の構成成分としては、Pb、Bi、Zn、Ag、Cuなどが挙げられる。Pbについては50質量%未満、他の元素については10質量%未満が望ましい。
【0022】
(7)黄銅や丹銅のようなZn含有Cu合金を母材として用いる場合などには、母材とCu−Sn合金層の間にCu層を有していてもよい。このCu層はリフロー処理後にCuめっき層が残留したものである。Cu層は、Znやその他の母材構成元素の材料表面への拡散を抑制するのに役立ち、はんだ付け性などが改善されることが広く知られている。Cu層は厚くなりすぎると成形加工性などが劣化し、経済性も悪くなることから、Cu層の厚さは3.0μm以下が好ましい。Cu層には、母材に含まれる成分元素等が少量混入していてもよい。また、Cu層がCu合金からなる場合、Cu合金のCu以外の構成成分としてはSn、Zn等が挙げられる。Snの場合は50質量%未満、他の元素については5質量%未満が望ましい。
【0023】
(8)また、母材とCu−Sn合金層の間(Cu層がない場合)、又は母材とCu層の間に、Ni層が形成されていてもよい。Ni層はCuや母材構成元素の材料表面への拡散を抑制して、高温長時間使用後も接触抵抗の上昇を抑制するとともに、Cu−Sn合金層の成長を抑制してSn層の消耗を防止し、また亜硫酸ガス耐食性が向上することが知られている。また、Ni層自身の材料表面への拡散はCu−Sn合金層やCu層により抑制される。このことから、Ni層を形成した接続部品用材料は、耐熱性が求められる接続部品に特に適する。Ni層は厚くなりすぎると成形加工性などが劣化し、経済性も悪くなることから、Ni層の厚さは3.0μm以下が好ましい。Ni層には、母材に含まれる成分元素等が少量混入していてもよい。また、Ni層がNi合金からなる場合、Ni合金のNi以外の構成成分としては、Cu、P、Coなどが挙げられる。Cuについては40質量%以下、P、Coについては10質量%以下が望ましい。
【0024】
(9)本発明の材料表面におけるSn層表面の凹凸は表面光沢を低下させ、摩擦係数や接触抵抗に悪影響を及ぼす場合があるため、なるべく平滑なほうが望ましい。母材表面の凹凸が激しい材料に被覆したSn層の表面を平滑化する方法には、被覆層を形成させた後に研削、研磨などを行う機械的方法や、Sn層をリフロー処理する方法が挙げられるが、経済性や生産性を考慮すると、Sn層をリフロー処理する方法が望ましい。さらに、本発明のように、前記Cu−Sn合金層の一部を前記Sn層の表面に露出して形成させるには、リフロー処理以外の方法では製造が非常に困難となる。凹凸の激しい母材表面に直接に、あるいはNiめっき層やCuめっき層を介してSnめっき層を施した場合、めっきの均一電着性が良好であれば、Snめっき層表面は、母材の表面形態を反映して凹凸の激しい表面が得られてしまう。これにリフロー処理を施すと、溶融した表面凸部のSnが表面凹部に流動する作用により、Sn層の表面を平滑化でき、さらにリフロー処理中に形成されるCu−Sn合金層の一部を前記Sn層の表面に露出して形成させることができる。またリフロー処理を施すことにより、耐ウィスカ性も向上する。なお、Cuめっき層と溶融したSnめっき層の間に形成されるCu−Sn拡散合金層は、通常、母材の表面形態を反映して成長する。ただし、リフロー処理条件が不適切だと、Sn層の表面に突出するCu−Sn合金層の厚さが前記Cu−Sn合金層の平均の厚さと比較して極めて薄くなる場合がある。
【0025】
図1において、銅又は銅合金母材Aの一方の表面(図1において上側の表面)が粗面化され、他方の表面が従来材と同じく平滑である。粗面化した前記一方の表面では、表面の凹凸に沿って、数〜数十μm程度の径の粒子からなるCu−Sn合金層Yが形成され、Sn層Xが溶融流動して平滑化しており、それに伴い、Cu−Sn合金層Yが一部材料表面に露出し、Sn層Xの表面から突出している。平滑な前記他方の表面では、従来材と同じく、Cu−Sn合金層Yの全面をSn層Xが覆っている。
このように本発明の錫めっき付銅又は銅合金材料は、電気的接続の信頼性の維持に必要なSn層を厚く形成させても、電気的接続の信頼性が比較的良好で、かつアルミニウム酸化皮膜を除去するのに効果的なCu−Sn合金層を、材料表面に適正な条件で露出させているため、電気的接続の信頼性(低い接触抵抗)を維持することができる。
また、この錫めっき付銅又は銅合金材料は、少なくともアルミニウムと接触する部分の被覆層構成について、Cu含有量が20〜70at%で平均の厚さが0.2〜5.0μmのCu−Sn合金層と平均の厚さが0.3〜6.0μmのSn層がこの順に形成され、その材料表面はリフロー処理されていて、算術平均粗さRaが0.15μm以上3.0μm以下であり、前記Sn層の表面に前記Cu−Sn合金層の一部が露出して形成され、前記Cu−Sn合金層の材料表面露出面積率が10〜75%となっていればよく、アルミニウムと接触しない部分の被覆層構成は前記規定を満たしていなくてもよい。
【0026】
以上述べた錫めっき付き銅又は銅合金材料は、銅又は銅合金板条からなる母材の表面を例えば機械的方法(圧延又は研磨)で粗面化処理したうえで、該母材表面に、Niめっき層(必要に応じて)、Cuめっき層及びSnめっき層をこの順に形成した後、リフロー処理を行うことにより製造される。Niめっき層、Cuめっき層及びSnめっき層が、それぞれNi合金、Cu合金及びSn合金からなる場合は、先にNi層、Cu層及びSn層に関して説明した各合金を用いることができる。なお、本発明に係る錫めっき付銅又は銅合金材料の製造には、前記特開2006−183068号公報に記載された製造方法がそのまま適用できる。
【0027】
以下の実施例により、要点を絞り、更に具体的に説明するが、本発明はこれらの実施例に限定されるものではない。
【実施例】
【0028】
[銅合金母材の作製]
表1に、使用した銅合金(No.1、No.2)の化学成分を示す。本実施例においては、これらの銅合金板条を用い、機械的な方法(圧延又は研磨)で表面粗化処理を行い(試験No.17は行わず)、ビッカース硬さHv200、厚さ0.25mmで、銅合金母材に仕上げた。この時の母材の算術平均粗さRaは0.1〜4μmであった。なお、この表面粗さは後述する[材料表面粗さ測定方法]で測定した。
さらに、Niめっき、Cuめっき及びSnめっきを施した後、280℃で10秒間のリフロー処理を行うことにより試験材No.1〜21を得た。
【0029】
【表1】

【0030】
リフロー処理前の試験材について、Snめっき層、Cuめっき層、Niめっき層の平均の厚さを、下記要領で測定した。その結果を表2に示す。
[Snめっき層の平均の厚さ測定方法]
蛍光X線膜厚計(セイコーインスツルメンツ株式会社;SFT3200)を用いて、リフロー処理前の試験材のSnめっきの平均厚さを算出した。測定条件は、検量線にSn/母材の単層検量線又はSn/Ni/母材の2層検量線を用い、コリメータ径をφ0.5mmとした。
【0031】
[Cuめっきの平均の厚さ測定方法]
Cuめっき後の試験材をミクロトーム法にて加工し、その断面をSEM(走査型電子顕微鏡)を用いて10,000倍の倍率で観察し、画像解析処理にて平均の厚さを算出した。なお、このCuめっき層の厚さは、リフロー処理後の試験材のCu層の厚さを示す値ではなく、めっき皮膜の厚さである。
[Niめっき層の平均の厚さ測定方法]
蛍光X線膜厚計(セイコーインスツルメンツ株式会社;SFT3200)を用いて、リフロー処理前の試験材のNiめっきの平均厚さを算出した。測定条件は、検量線にSn/Ni/母材の2層検量線を用い、コリメータ径をφ0.5mmとした。なお、Niめっき層の平均の厚さはリフロー処理後(Ni層)もほとんど変化しない。
【0032】
【表2】
【0033】
続いて、リフロー処理後の試験材について、Cu−Sn合金層のCu含有量、Cu−Sn合金層の平均の厚さ、Sn層の平均の厚さ、Cu−Sn合金層の材料表面露出面積率、Cu−Sn合金層の平均の材料表面露出間隔、及び材料表面粗さを下記要領で測定した。その結果を表3に示す。
[Cu−Sn合金層のCu含有量測定方法]
まず、試験材をp−ニトロフェノール及び苛性ソーダを成分とする水溶液に10分間浸漬し、Sn層を除去した。その後、EDX(エネルギー分散型X線分光分析器)を用いて、Cu−Sn合金層のCu含有量を定量分析により求めた。
【0034】
[Cu−Sn合金層の平均の厚さ測定方法]
まず、試験材をp−ニトロフェノール及び苛性ソーダを成分とする水溶液に10分間浸漬し、Sn層を除去した。その後、蛍光X線膜厚計(セイコーインスツルメンツ株式会社;SFT3200)を用いて、Cu−Sn合金層に含有されるSn成分の膜厚を測定した。測定条件は、検量線にSn/母材の単層検量線又はSn/Ni/母材の2層検量線を用い、コリメータ径をφ0.5mmとした。得られた値をCu−Sn合金層の平均の厚さと定義して算出した。
【0035】
[Sn層の平均の厚さ測定方法]
まず、蛍光X線膜厚計(セイコーインスツルメンツ株式会社;SFT3200)を用いて、試験材のSn層の膜厚とCu−Sn合金層に含有されるSn成分の膜厚の和を測定した。その後、p−ニトロフェノール及び苛性ソーダを成分とする水溶液に10分間浸漬し、Sn層を除去した。再度、蛍光X線膜厚計を用いて、Cu−Sn合金層に含有されるSn成分の膜厚を測定した。測定条件は、検量線にSn/母材の単層検量線又はSn/Ni/母材の2層検量線を用い、コリメータ径をφ0.5mmとした。得られたSn層の膜厚とCu−Sn合金層に含有されるSn成分の膜厚の和から、Cu−Sn合金層に含有されるSn成分の膜厚を差し引くことにより、Sn層の平均の厚さを算出した。
【0036】
[Cu−Sn合金層の材料表面露出面積率測定方法]
試験材の表面を、EDX(エネルギー分散型X線分光分析器)を搭載したSEM(走査型電子顕微鏡)を用いて200倍の倍率で観察し、得られた組成像の濃淡(汚れや傷等のコントラストは除く)から画像解析によりCu−Sn合金層の材料表面露出面積率を測定した。図2にNo.1の組成像を示す。図中、XはSn層、Yは露出したCu−Sn合金層である。
[Cu−Sn合金被覆層の平均の材料表面露出間隔測定方法]
試験材の表面を、EDX(エネルギー分散型X線分光分析器)を搭載したSEM(走査型電子顕微鏡)を用いて200倍の倍率で観察し、得られた組成像から、材料表面に引いた直線を横切るCu−Sn合金被覆層の平均の幅(前記直線に沿った長さ)とSn被覆層の平均の幅を足した値の平均を求めることにより、Cu−Sn合金被覆層の平均の材料表面露出間隔を測定した。測定方向(引いた直線の方向)は、表面粗化処理の際に行った圧延又は研磨方向に直角な方向とした。
【0037】
[材料表面粗さ測定方法]
接触式表面粗さ計(株式会社東京精密;サーフコム1400)を用いて、JIS B0601−1994に基づいて測定した。表面粗さ測定条件は、カットオフ値を0.8mm、基準長さを0.8mm、評価長さを4.0mm、測定速度を0.3mm/s、及び触針先端半径を5μmRとした。なお、表面粗さ測定方向は、表面粗化処理の際に行った圧延又は研磨方向に直角な方向(表面粗さが最も大きく出る方向)とした。
【0038】
また、得られた試験材について、アルミニウム板との接触抵抗評価試験、高温放置後の接触抵抗評価試験を、下記の要領で行った。その結果を、表3及び表4に合わせて示す。
[アルミニウム板の接触抵抗評価試験]
嵌合型接続部品における電気接点のインデント部の形状を模擬し、図3に示すような摺動試験機(株式会社山崎精機研究所;CRS−B1050CHO)を用いて評価した。まず、アルミニウム板(A1050:0.5mmt,ビッカース硬さ:Hv40)から切り出した板材のオス試験片1を水平な台2に固定し、その上に各試験材から切り出した半球加工材(内径をφ1.5mmとした)のメス試験片3をおいて被覆層同士を接触させた。続いて、メス試験片3に49mNの荷重(錘4)をかけてオス試験片3を押さえ、オス試験片1とメス試験片3の間に定電流を印加し、ステッピングモータ5を用いてオス試験片1を水平方向に摺動させ(摺動距離を50μm、摺動周波数を1Hzとした)、摺動回数5回の抵抗を四端子法により、開放電圧20mV、電流10mAの条件にて測定し、摺動時の平均抵抗値を測定チャートより読み取った。測定チャートの一例(試験No.1,17)を図4に示す。なお、矢印は摺動方向である。
[高温放置後の接触抵抗評価試験]
各試験材に対し、大気中にて160℃×120hrの熱処理を行った後、接触抵抗を四端子法により、開放電圧20mV、電流10mA、無摺動の条件にて測定した。
【0039】
【表3】
【0040】
表3に示す結果について、次のように評価される。
No.1〜11は、被覆層構成に関して本発明に規定する要件を満たし、アルミニウム板との接触抵抗が非常に低く、高温長時間放置後の接触抵抗についても優れた特性を示す。
一方、No.12はSn層及びCu−Sn合金層の平均の厚さが薄く、No.13はCu−Sn合金層の平均の厚さが薄いため、高温放置後の接触抵抗が高い。また、No.14は特性上問題は無いが、めっき厚さが厚いため製造コストが高くなる。
No.15はCu−Sn合金層内のCu含有量が低く合金層の硬度が低いため、アルミニウムの酸化皮膜が破壊されず接触抵抗が高い。No.16はCu−Sn合金層内のCu含有量が高いため、高温放置により表面までCuが拡散し、Cuの酸化皮膜が表面に形成されるため高温放置後の接触抵抗が高い。
No.17は粗面化処理を行わない通常母材を用いたため、Cu−Sn合金層が材料表面に露出せず、アルミニウムとの接触抵抗が高い。No.18はCu−Sn合金層の露出面積率が大きいため、高温酸化放置後の接触抵抗が高い。
No.19はCu−Sn合金層の露出間隔が広く、Cu−Sn合金層がメス試験片3とオス試験片1の接点部に存在していないため、アルミニウム板との接触抵抗が高い。
No.20は材料の表面粗度が小さいため、アルミニウムの酸化皮膜が破壊されず接触抵抗が高い。No.21は材料の表面粗度が大きいため、高温酸化放置後の接触抵抗が高くなる。
【符号の説明】
【0041】
A 母材
X Sn被覆層
Y Cu−Sn合金被覆層
1 オス試験片
2 台
3 メス試験片
4 錘
5 ロードセル
【技術分野】
【0001】
本発明は、例えば自動車用ワイヤーハーネス等に用いるアルミニウム電線やアルミニウム合金端子などのアルミニウム製導電部材と接続するコネクタ等に用いられる接続部品用錫めっき付銅又は銅合金材料に関する。
【背景技術】
【0002】
近年、自動車の電装化が進み、取り付けられる電子部品・電線が増加している。電子部品に使用される導電材料や電線には、導電性、強度、成形加工性、耐食性などの観点から銅又は銅合金が使用されており、一台あたり数十キログラムになっている。一方、近年の地球温暖化に代表される環境問題への取り組みに、自動車の小型・軽量化による燃費向上があり、電線や端子等の導電部材へのアルミニウム又はアルミニウム合金の適用が積極的に検討されている。
【0003】
アルミニウム電線は、従来の銅線と異なり、表面に硬度が高く電気抵抗が高いアルミニウム酸化皮膜が形成されているため、端子とアルミニウム電線を接続する際、この酸化皮膜を破壊する必要がある。そのため、特許文献1のように、圧着部分に複数のインデントを付けた端子、特許文献2のように、アルミニウム電線と端子を超音波接合する技術が提案されている。
【0004】
しかし、錫めっき付銅又は銅合金材料からなる端子とアルミニウム電線を接続する際、特許文献1の技術を適用しても、端子表面のめっき層の錫は、アルミニウム酸化皮膜に比べて軟らかいため、アルミニウム酸化皮膜が破壊されにくく、接触部の電気抵抗が大きくなりやすい。また、端子成形時にインデント加工を行うため、特殊な加工金型が必要となりコストアップになる。
【0005】
また、錫めっき付銅又は銅合金材料からなる端子とアルミニウム電線を接続する際、特許文献2の超音波接合技術を適用しても、錫とアルミニウムはほとんど固溶しないため、錫めっき表面にアルミニウム電線を接合することは困難である。そのため、端子のアルミニウム電線との接合部は銅又は銅合金素材を露出させた状態、端子嵌合部は錫めっき表面とする必要があり、端子成形後に端子嵌合部に錫めっきを施すか、もしくは、端子成形加工前に端子嵌合部に加工される部分の銅又は銅合金素材表面に部分的に錫めっきを行うなど、特殊なめっき工程が必要となる。また、超音波接合工程はコストアップ要因である。
【0006】
一方、アルミニウム電線と接続する端子材料としてアルミニウムを適用し、このアルミニウム端子に錫めっき付銅又は銅合金材料からなる端子を嵌合して接続する場合、両端子の嵌合部では硬度の低い錫めっき皮膜と硬度の高いアルミニウム酸化皮膜との接触となるため、この場合もアルミニウム酸化皮膜は破壊されず、接触部の電気抵抗が高くなりやすい。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特許第3984539号公報
【特許文献2】特許第4021734号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
アルミニウムを導電部材として利用する場合、アルミニウム酸化皮膜は電気抵抗が高く接触抵抗を増大させる。そのため、接点部として使用する場合、接触抵抗を低くするために、アルミニウム酸化皮膜を除去し、新生面で接触させることが重要である。しかし、アルミニウム表面の酸化皮膜は錫めっき皮膜に比べて非常に硬いため、一般的な錫めっき付き銅又は銅合金材料を用いた接続部材の場合、アルミニウム製導電部材に接触させても、錫めっき皮膜のみが削られ、アルミニウムの新生面が露出せず接触抵抗が高くなる。
アルミニウム酸化皮膜を除去するには両者を強く押し付けることが有効であるが、例えば錫めっき付銅又は銅合金材料からなる端子とアルミニウム電線の圧着の場合、アルミニウム電線が変形し断線する場合がある。また、錫めっき付銅又は銅合金材料からなる端子とアルミニウム製端子を嵌合させる場合、強く押し付けると端子挿入力が高くなり、作業性が低下する問題が発生する。
【0009】
本発明は、上記従来の問題点に鑑みてなされたものであり、アルミニウム製の電線や端子等のアルミニウム製導電部材と接続する場合に、無理に強く接触させなくても、電気的信頼性(低い接触抵抗)を十分に確保できる、接続部品用錫めっき付銅又は銅合金材料を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明者らは、特定の表面被覆層構成を有する錫めっき付き銅又は銅合金材料を用いた場合、これをアルミニウムに対し軽く押し付けることで、アルミニウム酸化被膜を削り取ることができ、両者の接触抵抗が低くなることを見出した。本発明はこの知見に基づいてなされたものである。
【0011】
本発明に係る接続部品用錫めっき付銅又は銅合金材料は、特にアルミニウム製導電部材との接続に用いられる接続部品用材料であり、銅又は銅合金板条(板又は条)からなる母材の表面に、リフロー処理により形成されたCu−Sn合金層とSn層がこの順に形成され、Sn層の表面にCu−Sn合金層の一部が露出し、Cu−Sn合金層の材料表面露出面積率が10〜75%、材料表面露出間隔が0.01〜0.5mm、平均の厚さが0.2〜5.0μm、Cu含有量が20〜70at%であり、材料表面の算術平均粗さRaが0.15μm以上、3.0μm以下であることを特徴とする。本発明においてアルミニウム製導電部材のアルミニウムとは、純アルミニウムとアルミニウム合金の両方を含む意味で用いている。
Cu−Sn合金層とSn層からなる表面被覆層が形成された領域は、母材の片面又は両面全体に及んでいてもよいし、片面又は両面の一部のみを占めているのでもよい。
【0012】
この錫めっき付銅又は銅合金材料において、前記Sn層の平均の厚さが0.3〜6.0μmであることが望ましい。母材表面とCu−Sn合金層の間にさらにNi層が形成されていてもよい。また、母材表面とCu−Sn合金層の間(Ni層が形成されない場合)、あるいはNi層とCu−Sn合金層の間(Ni層が形成された場合)に、さらにCu層を有していてもよい。
本発明において、Sn層、Cu層及びNi層は、それぞれSn、Cu、Ni金属のほか、Sn合金、Cu合金及びNi合金を含む。
また、本発明において、銅又は銅合金板条からなる母材には、銅又は銅合金を被覆した板条が含まれる。例えば銅を被覆した鉄系材料の板条や、銅を被覆したアルミニウム系材料の板条である。
なお、以上述べた接続部品用銅又は銅合金材料の表面被覆層構成自体は公知である(例えば特開2006−183068号公報参照)。
【0013】
前記錫めっき付き銅又は銅合金材料は、銅又は銅合金板条からなる母材の表面に、Niめっき層(必要に応じて)、Cuめっき層及びSnめっき層をこの順に形成した後、リフロー処理を行うことにより製造される。なお、本明細書において、リフロー処理前の表面被覆層を構成する各層について「めっき」という表現を付加し、リフロー処理後の表面被覆層を構成する各層と区別している。
Cu−Sn合金層は、リフロー処理においてCuめっき層とSnめっき層のCuとSnが相互拡散して形成されるが、その際にCuめっき層が全て消滅する場合と一部残留する場合の両方があり得る。前記Cu層はCuめっき層の一部が残留したものである。Cuめっき層の厚さによっては、母材からもCuが供給される場合がある。
本発明において、Cuめっき層、Snめっき層及びNiめっき層は、それぞれCu、Sn、Ni金属のほか、Cu合金、Sn合金及びNi合金を含む。
【発明の効果】
【0014】
本発明に係る錫めっき付銅又は銅合金材料は、表面に硬いCu−Sn合金を露出させているため、アルミニウム系材料に軽く押し付けることで、表面のアルミニウム酸化皮膜を削り取ることが可能であり、接触抵抗が低くなる。
従って、本発明に係る錫めっき付き銅又は銅合金材料は、特にアルミニウム電線と圧着接続する端子用として、アルミニウム電線との高い接続信頼性を得ることができる。また、アルミニウムを使用した端子材と嵌合する場合、特に強く押し付けなくても、嵌合部において高い接触信頼性を得ることができる。
【図面の簡単な説明】
【0015】
【図1】本発明に係る錫めっき付き銅又は銅合金材料の断面構造(リフロー後)の模式図である。
【図2】実施例No.1の供試材の最表面構造のSEM組成像である。
【図3】摺動試験機の概念図である。
【図4】摺動時の抵抗値の測定チャートの一例である。
【発明を実施するための形態】
【0016】
以下、本発明に係る錫めっき付き銅又は銅合金材料について、具体的に説明する。
(1)Cu−Sn合金層の材料表面露出面積率を10〜75%とした理由について述べる。なお、本発明では、Cu−Sn合金層の材料表面露出面積率を、材料の単位表面積あたりに露出するCu−Sn合金層の表面積に100をかけた値として算出する。Cu−Sn合金層の材料表面露出面積率が10%未満では、アルミニウム表面酸化皮膜を削り取る面積が少なくなるため電気的信頼性が低くなる。一方75%を超える場合には、経時や腐食などによる材料表面のCuの酸化物量などが多くなり、接触抵抗を増加させ易く、電気的接続の信頼性を維持することが困難となる。従って、Cu−Sn合金層の材料表面露出面積率を10〜75%に規定する。より望ましくは10〜50%である。
【0017】
(2)材料表面のCu−Sn合金層の平均の材料表面露出間隔を0.01〜0.5mmとした理由について述べる。なお、本発明では、Cu−Sn合金層の平均の材料表面露出間隔を、材料表面に描いた直線を横切るCu−Sn合金層の平均の幅(前記直線に沿った長さ)とSn層の平均の幅を足した値と定義する。Cu−Sn合金層の平均の材料表面露出間隔が0.01mm未満では、高温酸化などの熱拡散による材料表面のCuの酸化物量が多くなり、接触抵抗を増加させ易く、電気的接続の信頼性を維持することが困難となる。一方、0.5mmを超える場合には、特に小型端子に用いた際に低い摩擦係数を得ることが困難となる場合が生じてくる。また、一般的に端子が小型になれば、インデントやリブなどの電気接点部(挿抜部)の接触面積が小さくなるため、挿抜の際にCu−Sn合金層の部分がアルミニウムと接触する確率が低下し、電気的信頼性を得ることが困難となる。従って、Cu−Sn合金層の平均の材料表面露出間隔を0.01〜0.5mmとすることが望ましい。
アルミニウム電線と端子の圧着を考えた場合、アルミニウム電線は細線を束ねた構造であるため、圧着部表面に電線長手方向に任意に直線を引いた場合、硬いCu−Sn合金層が必ず露出していることが望ましい。電線長手方向でCu−Sn合金層が露出していない箇所で電線と接触した場合、電線表面の酸化被膜が破壊されず、電気的接続の信頼性が得られない。錫めっき付き銅合金板条から端子を成形加工する場合、端子挿入方向(電線長手方向)と圧延方向は垂直な関係に加工することが多く、少なくとも圧延方向と垂直に直線を引いた場合、Cu−Sn合金層が必ず露出していれば良く、露出間隔は0.01〜0.5mmとすることが望ましい。
しかしながら、必ずしも電線長手方向と圧延方向の関係が垂直になるとは限らないので、より望ましくは、Cu−Sn合金層の平均の材料表面露出間隔を全ての方向において0.01〜0.5mmにする。これにより、挿抜の際のCu−Sn合金層とアルミニウムの接触確率が増加する。さらに望ましくは0.05〜0.3mmである。
【0018】
(3)Cu−Sn合金層の平均の厚さを0.2〜5.0μmとした理由について述べる。なお本発明では、Cu−Sn合金層の平均の厚さは、純Sn層を除去した後Cu−Sn合金層に含まれるSn成分を蛍光X線膜厚計にて測定した厚さと定義する。(下記実施例に記載したCu−Sn合金層の平均の厚さ測定方法は、この定義に準拠するものである)。Cu−Sn合金層の平均の厚さが0.2μm未満では、特に本発明のようにCu−Sn合金層を材料表面に部分的に露出形成させる場合には、高温酸化などの熱拡散による材料表面のCuの酸化物量が多くなり、接触抵抗を増加させ易く、電気的接続の信頼性を維持することが困難となる。一方5.0μmを超える場合には、経済的に不利であり、生産性も悪く、硬い層が厚く形成されるために成形加工性なども悪くなる。従って、Cu−Sn合金層の平均の厚さを0.2〜5.0μmに規定する。より望ましくは0.3〜1.0μmである。
【0019】
(4)Cu−Sn合金層について、そのCu含有量を20〜70at%とした理由について述べる。Cu含有量が20〜70at%のCu−Sn合金層は、Cu6Sn5相を主体とする金属間化合物からなる。Cu6Sn5相はSn層を形成するSn又はSn合金に比べて非常に硬く、それを材料の最表面に部分的に露出形成すると、アルミニウムと接触する際、アルミニウム酸化皮膜を除去することができる。さらに、本発明ではCu6Sn5相がSn層の表面に部分的に突出しているため、アルミニウム電線との圧着や、端子挿抜などにおける電気接点部の接触の際、硬いCu6Sn5相で接触するため、アルミニウム酸化皮膜を軽い荷重で除去することができる。一方、Cu3Sn相はさらに硬く、アルミニウム酸化皮膜の除去には適しているが、Cu6Sn5相に比べてCu含有量が多いため、これをSn層の表面全面に露出させた場合には、経時や腐食などによる材料表面のCuの酸化物量などが多くなり、接触抵抗を増加させ易く、電気的接続の信頼性を維持することが困難となる。また、Cu3Sn相はCu6Sn5相に比べて脆いために、成形加工性などが劣るという問題点がある。従って、Cu−Sn合金層の構成成分を、Cu含有量が20〜70at%のCu−Sn合金に規定する。このCu−Sn合金層には、Cu6Sn5相のみでなくCu3Sn相が一部含まれていてもよく、母材及びSnめっき中の成分元素などが含まれていてもよい。しかし、Cu−Sn合金層のCu含有量が20at%未満では硬度が低く、アルミニウム酸化皮膜を除去することが困難となり、接触抵抗が増加する。一方Cu含有量が70at%を超えるとCu3Sn相の比率が高くなり経時や腐食などによる電気的接続の信頼性を維持することが困難となり、成形加工性なども悪くなる。従って、Cu−Sn合金層のCu含有量を20〜70at%に規定する。より望ましくは45〜65at%である。
【0020】
(5)材料表面の算術平均粗さRaが0.15μm以上、3.0μm以下とした理由について述べる。算術平均粗さRaが0.15μm未満の場合、Cu−Sn合金層の材料表面突出高さが全体に低く、アルミニウム系材料と接触した際、アルミニウム表面の酸化皮膜を除去する効果が小さくなり、接触信頼性が低下する。一方、算術平均粗さRaが3.0μmを超える場合、端子成形後加工後、高温環境に保持された時、材料表面のCuの酸化物量が多くなり、接触抵抗を増加させ易く、また耐食性も悪くなることから、電気的接続の信頼性を維持することが困難となる。従って、材料表面粗さは、算術平均粗さRaが0.15μm以上かつ3.0μm以下と規定する。より望ましくは0.15〜2.0μmである。
段落0017で述べた通り、アルミニウム電線は細線を束ねた構造であるため、少なくとも圧延方向と垂直に測定した粗さが算術平均粗さRaが0.15μm以上かつ3.0μm以下であればよい。
しかしながら、必ずしも電線長手方向と圧延方向の関係が垂直になるとは限らないので、より望ましくは、全ての方向で測定した算術平均あらさRaが0.15μm以上かつ3.0μm以下であることが望ましい。より望ましくは0.15〜2.0μmである。
図1に本発明に係る錫めっき付銅又は銅合金材料(リフロー後)の断面構造を模式的に示す。Cu−Sn合金層YがSn層Xの表面から突出している。算術平均粗さRaが小さいとCu−Sn合金層の突出が小さく、アルミニウム酸化皮膜が除去されにくく、算術平均粗さRaが大きくなると、Cu−Sn合金層の露出面積が広くなり、電気的信頼性、耐食性が低下する。
【0021】
(6)Sn層の平均の厚さを0.3〜6.0μmとした理由について述べる。なお、本発明では、Sn層の平均の厚さは、試験材の皮膜中に含まれるSn成分(Sn層の膜厚とCu−Sn合金層に含有されるSn成分の膜厚の和)を蛍光X線膜厚計にて測定した後、Sn層を除去しCu−Sn合金層に含有されるSn成分の膜厚を測定、試験材の皮膜中に含まれるSn成分から、Cu−Sn合金層に含有されるSn成分を差し引くことにより算出した値と定義する。(下記実施例に記載したSn層の平均の厚さ測定方法は、この定義に準拠するものである)。Sn層の平均の厚さが0.3μm未満では、高温酸化などの熱拡散による材料表面のCuの酸化物量が多くなり、接触抵抗を増加させ易く、また耐食性も悪くなることから、電気的接続の信頼性を維持することが困難となる。一方6.0μmを超える場合には、経済的に不利であり、生産性も悪くなる。従って、Sn層の平均の厚さを0.3〜6.0μmに規定する。より望ましくは0.5〜3.0μmである。Sn層がSn合金からなる場合、Sn合金のSn以外の構成成分としては、Pb、Bi、Zn、Ag、Cuなどが挙げられる。Pbについては50質量%未満、他の元素については10質量%未満が望ましい。
【0022】
(7)黄銅や丹銅のようなZn含有Cu合金を母材として用いる場合などには、母材とCu−Sn合金層の間にCu層を有していてもよい。このCu層はリフロー処理後にCuめっき層が残留したものである。Cu層は、Znやその他の母材構成元素の材料表面への拡散を抑制するのに役立ち、はんだ付け性などが改善されることが広く知られている。Cu層は厚くなりすぎると成形加工性などが劣化し、経済性も悪くなることから、Cu層の厚さは3.0μm以下が好ましい。Cu層には、母材に含まれる成分元素等が少量混入していてもよい。また、Cu層がCu合金からなる場合、Cu合金のCu以外の構成成分としてはSn、Zn等が挙げられる。Snの場合は50質量%未満、他の元素については5質量%未満が望ましい。
【0023】
(8)また、母材とCu−Sn合金層の間(Cu層がない場合)、又は母材とCu層の間に、Ni層が形成されていてもよい。Ni層はCuや母材構成元素の材料表面への拡散を抑制して、高温長時間使用後も接触抵抗の上昇を抑制するとともに、Cu−Sn合金層の成長を抑制してSn層の消耗を防止し、また亜硫酸ガス耐食性が向上することが知られている。また、Ni層自身の材料表面への拡散はCu−Sn合金層やCu層により抑制される。このことから、Ni層を形成した接続部品用材料は、耐熱性が求められる接続部品に特に適する。Ni層は厚くなりすぎると成形加工性などが劣化し、経済性も悪くなることから、Ni層の厚さは3.0μm以下が好ましい。Ni層には、母材に含まれる成分元素等が少量混入していてもよい。また、Ni層がNi合金からなる場合、Ni合金のNi以外の構成成分としては、Cu、P、Coなどが挙げられる。Cuについては40質量%以下、P、Coについては10質量%以下が望ましい。
【0024】
(9)本発明の材料表面におけるSn層表面の凹凸は表面光沢を低下させ、摩擦係数や接触抵抗に悪影響を及ぼす場合があるため、なるべく平滑なほうが望ましい。母材表面の凹凸が激しい材料に被覆したSn層の表面を平滑化する方法には、被覆層を形成させた後に研削、研磨などを行う機械的方法や、Sn層をリフロー処理する方法が挙げられるが、経済性や生産性を考慮すると、Sn層をリフロー処理する方法が望ましい。さらに、本発明のように、前記Cu−Sn合金層の一部を前記Sn層の表面に露出して形成させるには、リフロー処理以外の方法では製造が非常に困難となる。凹凸の激しい母材表面に直接に、あるいはNiめっき層やCuめっき層を介してSnめっき層を施した場合、めっきの均一電着性が良好であれば、Snめっき層表面は、母材の表面形態を反映して凹凸の激しい表面が得られてしまう。これにリフロー処理を施すと、溶融した表面凸部のSnが表面凹部に流動する作用により、Sn層の表面を平滑化でき、さらにリフロー処理中に形成されるCu−Sn合金層の一部を前記Sn層の表面に露出して形成させることができる。またリフロー処理を施すことにより、耐ウィスカ性も向上する。なお、Cuめっき層と溶融したSnめっき層の間に形成されるCu−Sn拡散合金層は、通常、母材の表面形態を反映して成長する。ただし、リフロー処理条件が不適切だと、Sn層の表面に突出するCu−Sn合金層の厚さが前記Cu−Sn合金層の平均の厚さと比較して極めて薄くなる場合がある。
【0025】
図1において、銅又は銅合金母材Aの一方の表面(図1において上側の表面)が粗面化され、他方の表面が従来材と同じく平滑である。粗面化した前記一方の表面では、表面の凹凸に沿って、数〜数十μm程度の径の粒子からなるCu−Sn合金層Yが形成され、Sn層Xが溶融流動して平滑化しており、それに伴い、Cu−Sn合金層Yが一部材料表面に露出し、Sn層Xの表面から突出している。平滑な前記他方の表面では、従来材と同じく、Cu−Sn合金層Yの全面をSn層Xが覆っている。
このように本発明の錫めっき付銅又は銅合金材料は、電気的接続の信頼性の維持に必要なSn層を厚く形成させても、電気的接続の信頼性が比較的良好で、かつアルミニウム酸化皮膜を除去するのに効果的なCu−Sn合金層を、材料表面に適正な条件で露出させているため、電気的接続の信頼性(低い接触抵抗)を維持することができる。
また、この錫めっき付銅又は銅合金材料は、少なくともアルミニウムと接触する部分の被覆層構成について、Cu含有量が20〜70at%で平均の厚さが0.2〜5.0μmのCu−Sn合金層と平均の厚さが0.3〜6.0μmのSn層がこの順に形成され、その材料表面はリフロー処理されていて、算術平均粗さRaが0.15μm以上3.0μm以下であり、前記Sn層の表面に前記Cu−Sn合金層の一部が露出して形成され、前記Cu−Sn合金層の材料表面露出面積率が10〜75%となっていればよく、アルミニウムと接触しない部分の被覆層構成は前記規定を満たしていなくてもよい。
【0026】
以上述べた錫めっき付き銅又は銅合金材料は、銅又は銅合金板条からなる母材の表面を例えば機械的方法(圧延又は研磨)で粗面化処理したうえで、該母材表面に、Niめっき層(必要に応じて)、Cuめっき層及びSnめっき層をこの順に形成した後、リフロー処理を行うことにより製造される。Niめっき層、Cuめっき層及びSnめっき層が、それぞれNi合金、Cu合金及びSn合金からなる場合は、先にNi層、Cu層及びSn層に関して説明した各合金を用いることができる。なお、本発明に係る錫めっき付銅又は銅合金材料の製造には、前記特開2006−183068号公報に記載された製造方法がそのまま適用できる。
【0027】
以下の実施例により、要点を絞り、更に具体的に説明するが、本発明はこれらの実施例に限定されるものではない。
【実施例】
【0028】
[銅合金母材の作製]
表1に、使用した銅合金(No.1、No.2)の化学成分を示す。本実施例においては、これらの銅合金板条を用い、機械的な方法(圧延又は研磨)で表面粗化処理を行い(試験No.17は行わず)、ビッカース硬さHv200、厚さ0.25mmで、銅合金母材に仕上げた。この時の母材の算術平均粗さRaは0.1〜4μmであった。なお、この表面粗さは後述する[材料表面粗さ測定方法]で測定した。
さらに、Niめっき、Cuめっき及びSnめっきを施した後、280℃で10秒間のリフロー処理を行うことにより試験材No.1〜21を得た。
【0029】
【表1】
【0030】
リフロー処理前の試験材について、Snめっき層、Cuめっき層、Niめっき層の平均の厚さを、下記要領で測定した。その結果を表2に示す。
[Snめっき層の平均の厚さ測定方法]
蛍光X線膜厚計(セイコーインスツルメンツ株式会社;SFT3200)を用いて、リフロー処理前の試験材のSnめっきの平均厚さを算出した。測定条件は、検量線にSn/母材の単層検量線又はSn/Ni/母材の2層検量線を用い、コリメータ径をφ0.5mmとした。
【0031】
[Cuめっきの平均の厚さ測定方法]
Cuめっき後の試験材をミクロトーム法にて加工し、その断面をSEM(走査型電子顕微鏡)を用いて10,000倍の倍率で観察し、画像解析処理にて平均の厚さを算出した。なお、このCuめっき層の厚さは、リフロー処理後の試験材のCu層の厚さを示す値ではなく、めっき皮膜の厚さである。
[Niめっき層の平均の厚さ測定方法]
蛍光X線膜厚計(セイコーインスツルメンツ株式会社;SFT3200)を用いて、リフロー処理前の試験材のNiめっきの平均厚さを算出した。測定条件は、検量線にSn/Ni/母材の2層検量線を用い、コリメータ径をφ0.5mmとした。なお、Niめっき層の平均の厚さはリフロー処理後(Ni層)もほとんど変化しない。
【0032】
【表2】
【0033】
続いて、リフロー処理後の試験材について、Cu−Sn合金層のCu含有量、Cu−Sn合金層の平均の厚さ、Sn層の平均の厚さ、Cu−Sn合金層の材料表面露出面積率、Cu−Sn合金層の平均の材料表面露出間隔、及び材料表面粗さを下記要領で測定した。その結果を表3に示す。
[Cu−Sn合金層のCu含有量測定方法]
まず、試験材をp−ニトロフェノール及び苛性ソーダを成分とする水溶液に10分間浸漬し、Sn層を除去した。その後、EDX(エネルギー分散型X線分光分析器)を用いて、Cu−Sn合金層のCu含有量を定量分析により求めた。
【0034】
[Cu−Sn合金層の平均の厚さ測定方法]
まず、試験材をp−ニトロフェノール及び苛性ソーダを成分とする水溶液に10分間浸漬し、Sn層を除去した。その後、蛍光X線膜厚計(セイコーインスツルメンツ株式会社;SFT3200)を用いて、Cu−Sn合金層に含有されるSn成分の膜厚を測定した。測定条件は、検量線にSn/母材の単層検量線又はSn/Ni/母材の2層検量線を用い、コリメータ径をφ0.5mmとした。得られた値をCu−Sn合金層の平均の厚さと定義して算出した。
【0035】
[Sn層の平均の厚さ測定方法]
まず、蛍光X線膜厚計(セイコーインスツルメンツ株式会社;SFT3200)を用いて、試験材のSn層の膜厚とCu−Sn合金層に含有されるSn成分の膜厚の和を測定した。その後、p−ニトロフェノール及び苛性ソーダを成分とする水溶液に10分間浸漬し、Sn層を除去した。再度、蛍光X線膜厚計を用いて、Cu−Sn合金層に含有されるSn成分の膜厚を測定した。測定条件は、検量線にSn/母材の単層検量線又はSn/Ni/母材の2層検量線を用い、コリメータ径をφ0.5mmとした。得られたSn層の膜厚とCu−Sn合金層に含有されるSn成分の膜厚の和から、Cu−Sn合金層に含有されるSn成分の膜厚を差し引くことにより、Sn層の平均の厚さを算出した。
【0036】
[Cu−Sn合金層の材料表面露出面積率測定方法]
試験材の表面を、EDX(エネルギー分散型X線分光分析器)を搭載したSEM(走査型電子顕微鏡)を用いて200倍の倍率で観察し、得られた組成像の濃淡(汚れや傷等のコントラストは除く)から画像解析によりCu−Sn合金層の材料表面露出面積率を測定した。図2にNo.1の組成像を示す。図中、XはSn層、Yは露出したCu−Sn合金層である。
[Cu−Sn合金被覆層の平均の材料表面露出間隔測定方法]
試験材の表面を、EDX(エネルギー分散型X線分光分析器)を搭載したSEM(走査型電子顕微鏡)を用いて200倍の倍率で観察し、得られた組成像から、材料表面に引いた直線を横切るCu−Sn合金被覆層の平均の幅(前記直線に沿った長さ)とSn被覆層の平均の幅を足した値の平均を求めることにより、Cu−Sn合金被覆層の平均の材料表面露出間隔を測定した。測定方向(引いた直線の方向)は、表面粗化処理の際に行った圧延又は研磨方向に直角な方向とした。
【0037】
[材料表面粗さ測定方法]
接触式表面粗さ計(株式会社東京精密;サーフコム1400)を用いて、JIS B0601−1994に基づいて測定した。表面粗さ測定条件は、カットオフ値を0.8mm、基準長さを0.8mm、評価長さを4.0mm、測定速度を0.3mm/s、及び触針先端半径を5μmRとした。なお、表面粗さ測定方向は、表面粗化処理の際に行った圧延又は研磨方向に直角な方向(表面粗さが最も大きく出る方向)とした。
【0038】
また、得られた試験材について、アルミニウム板との接触抵抗評価試験、高温放置後の接触抵抗評価試験を、下記の要領で行った。その結果を、表3及び表4に合わせて示す。
[アルミニウム板の接触抵抗評価試験]
嵌合型接続部品における電気接点のインデント部の形状を模擬し、図3に示すような摺動試験機(株式会社山崎精機研究所;CRS−B1050CHO)を用いて評価した。まず、アルミニウム板(A1050:0.5mmt,ビッカース硬さ:Hv40)から切り出した板材のオス試験片1を水平な台2に固定し、その上に各試験材から切り出した半球加工材(内径をφ1.5mmとした)のメス試験片3をおいて被覆層同士を接触させた。続いて、メス試験片3に49mNの荷重(錘4)をかけてオス試験片3を押さえ、オス試験片1とメス試験片3の間に定電流を印加し、ステッピングモータ5を用いてオス試験片1を水平方向に摺動させ(摺動距離を50μm、摺動周波数を1Hzとした)、摺動回数5回の抵抗を四端子法により、開放電圧20mV、電流10mAの条件にて測定し、摺動時の平均抵抗値を測定チャートより読み取った。測定チャートの一例(試験No.1,17)を図4に示す。なお、矢印は摺動方向である。
[高温放置後の接触抵抗評価試験]
各試験材に対し、大気中にて160℃×120hrの熱処理を行った後、接触抵抗を四端子法により、開放電圧20mV、電流10mA、無摺動の条件にて測定した。
【0039】
【表3】
【0040】
表3に示す結果について、次のように評価される。
No.1〜11は、被覆層構成に関して本発明に規定する要件を満たし、アルミニウム板との接触抵抗が非常に低く、高温長時間放置後の接触抵抗についても優れた特性を示す。
一方、No.12はSn層及びCu−Sn合金層の平均の厚さが薄く、No.13はCu−Sn合金層の平均の厚さが薄いため、高温放置後の接触抵抗が高い。また、No.14は特性上問題は無いが、めっき厚さが厚いため製造コストが高くなる。
No.15はCu−Sn合金層内のCu含有量が低く合金層の硬度が低いため、アルミニウムの酸化皮膜が破壊されず接触抵抗が高い。No.16はCu−Sn合金層内のCu含有量が高いため、高温放置により表面までCuが拡散し、Cuの酸化皮膜が表面に形成されるため高温放置後の接触抵抗が高い。
No.17は粗面化処理を行わない通常母材を用いたため、Cu−Sn合金層が材料表面に露出せず、アルミニウムとの接触抵抗が高い。No.18はCu−Sn合金層の露出面積率が大きいため、高温酸化放置後の接触抵抗が高い。
No.19はCu−Sn合金層の露出間隔が広く、Cu−Sn合金層がメス試験片3とオス試験片1の接点部に存在していないため、アルミニウム板との接触抵抗が高い。
No.20は材料の表面粗度が小さいため、アルミニウムの酸化皮膜が破壊されず接触抵抗が高い。No.21は材料の表面粗度が大きいため、高温酸化放置後の接触抵抗が高くなる。
【符号の説明】
【0041】
A 母材
X Sn被覆層
Y Cu−Sn合金被覆層
1 オス試験片
2 台
3 メス試験片
4 錘
5 ロードセル
【特許請求の範囲】
【請求項1】
アルミニウム製導電部材との接続に用いられる接続部品用材料であり、銅又は銅合金板条からなる母材の表面に、リフロー処理により形成されたCu−Sn合金層とSn層がこの順に形成され、前記Sn層の表面に前記Cu−Sn合金層の一部が露出し、前記Cu−Sn合金層の材料表面露出面積率が10〜75%、材料表面露出間隔が0.01〜0.5mm、平均の厚さが0.2〜5.0μm、Cu含有量が20〜70at%であり、材料表面の算術平均粗さRaが0.15μm以上、3.0μm以下であることを特徴とする接続部品用錫めっき付銅又は銅合金材料。
【請求項2】
前記Sn層の平均の厚さが0.3〜6.0μmであることを特徴とする請求項1に記載された接続部品用錫めっき付銅合金材料。
【請求項3】
前記Cu−Sn合金層の下にCu層を有することを特徴とする請求項1又は2に記載された接続部品用錫めっき付銅合金材料。
【請求項4】
前記母材表面と前記Cu−Sn合金層の間にNi層が形成されていることを特徴とする請求項1又は2に記載された接続部品用錫めっき付銅合金材料。
【請求項5】
前記Ni層と前記Cu−Sn合金層の間にCu層を有することを特徴とする請求項4に記載された接続部品用錫めっき付銅合金材料。
【請求項1】
アルミニウム製導電部材との接続に用いられる接続部品用材料であり、銅又は銅合金板条からなる母材の表面に、リフロー処理により形成されたCu−Sn合金層とSn層がこの順に形成され、前記Sn層の表面に前記Cu−Sn合金層の一部が露出し、前記Cu−Sn合金層の材料表面露出面積率が10〜75%、材料表面露出間隔が0.01〜0.5mm、平均の厚さが0.2〜5.0μm、Cu含有量が20〜70at%であり、材料表面の算術平均粗さRaが0.15μm以上、3.0μm以下であることを特徴とする接続部品用錫めっき付銅又は銅合金材料。
【請求項2】
前記Sn層の平均の厚さが0.3〜6.0μmであることを特徴とする請求項1に記載された接続部品用錫めっき付銅合金材料。
【請求項3】
前記Cu−Sn合金層の下にCu層を有することを特徴とする請求項1又は2に記載された接続部品用錫めっき付銅合金材料。
【請求項4】
前記母材表面と前記Cu−Sn合金層の間にNi層が形成されていることを特徴とする請求項1又は2に記載された接続部品用錫めっき付銅合金材料。
【請求項5】
前記Ni層と前記Cu−Sn合金層の間にCu層を有することを特徴とする請求項4に記載された接続部品用錫めっき付銅合金材料。
【図1】

【図3】
【図4】

【図2】
【図3】
【図4】
【図2】
【公開番号】特開2011−42860(P2011−42860A)
【公開日】平成23年3月3日(2011.3.3)
【国際特許分類】
【出願番号】特願2009−193675(P2009−193675)
【出願日】平成21年8月24日(2009.8.24)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成23年3月3日(2011.3.3)
【国際特許分類】
【出願日】平成21年8月24日(2009.8.24)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]