
スパンボンド不織布の製造方法及びそれにより得られたスパンボンド不織布を用いた不織布シート
【課題】農業資材、防草シートといった施工時にまっすぐひけることが必要な用途に適した曲がりの少ない優れた不織布シート材を提供する。
【解決手段】熱可塑性合成ポリマーから成る長繊維で構成される不織布ウェブをエンボスロールにて熱接着加工した直後に50〜100℃以下の温度に設定されたロールの間で1.010〜1.025の延伸倍率でタテ方向に延伸することを特徴とする不織布の製造方法。
【解決手段】熱可塑性合成ポリマーから成る長繊維で構成される不織布ウェブをエンボスロールにて熱接着加工した直後に50〜100℃以下の温度に設定されたロールの間で1.010〜1.025の延伸倍率でタテ方向に延伸することを特徴とする不織布の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、農業用途、防草シートなどに用いられるスパンボンド不織布の製造方法に関するものである。
【背景技術】
【0002】
不織布やフィルムの製造方法においては、まず使用幅(製品幅)よりも幅の広い原反を製造し、その後スリット分割して使用幅に加工することが一般に行われている。しかし、不織布を熱ロールにより部分的に融着させて固定する工程を有する場合、熱ロールを通過する際に不織布幅方向における端部と中央部では熱収縮に差が発生し、その後にスリット分割するとそ熱収縮差のために不織布に曲がりが発生するという問題があった。これはカーボンブラックを含む黒色不織布においてはより顕著であり、施工時にまっすぐ敷けることが必要な農業資材や防草シートに用いた場合には大きな問題となっていた。
これまで不織布接着に用いるエンボスロールの温度管理には幅方向の均一性が求められ、異なる幅、径に対応できるよう幅方向に複数個の誘導発熱ユニットを持つ熱ロール(特許文献1)が提案されており、引張強力や厚みといった物理特性が均一な不織布を得るための手段はあるものの、不織布製造時に発生する幅方向における端部と中央部の収縮差は本質的問題であり、コントロールが困難であった。また、熱融着させるエンボスロールないしカレンダーロールの温度を幅方向に変えることで収縮差を小さくすることはできるものの、今度は密度差が顕在化して巻き取り時に不織布シートが曲がったり、あるいは巻き取り後の製品において幅方向で硬度差が発生したりするという問題があった。
【0003】
なお、特許文献2〜4には、不織布ウェブをエンボス加工後に延伸する不織布の製造方法が記載されているが、いずれも大きく延伸することによって強度アップを目的とするものであり、本発明とは目的、構成が異なるものである。
【特許文献1】特開平9−7753号公報
【特許文献2】特開2002−249970号公報
【特許文献3】特開平9−84827号公報
【特許文献4】特開平9−279453号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
従来の不織布をスリット分割して、農業資材、防草シートといった施工時にまっすぐ敷けることが必要な用途に使用する際には、不織布が持つ幅方向の収縮差から不織布シートが曲がるという問題があった。
【0005】
本発明はこの問題点を鑑み、曲がりの少ない優れた不織布シート材を提供せんとするものである。
【課題を解決するための手段】
【0006】
本発明は、かかる課題を解決するために次のような手段を採用する。すなわち、溶融した熱可塑性合成ポリマーを延伸、紡糸して得られた長繊維を集積して目付が100〜300g/m2である不織布ウェブを形成し、該不織布ウェブをエンボスロールにより熱接着加工した後に、1.010〜1.025倍の延伸倍率でタテ方向に延伸することを特徴とするスパンボンド不織布の製造方法である。
【発明の効果】
【0007】
本発明によれば、不織布をスリットした際に、不織布が持つ幅方向の収縮差から不織布が曲がるという問題を解決することができ、スリットする際に安定的に加工できる。また、本発明により得られた不織布によれば、不織布シートを広げた時に発生する不織布シート曲がりを防止し、施工時にまっすぐ敷ける直進性の高い不織布シートが得られ、農業資材、防草シートといった施工時にまっすぐ敷けることが必要な用途に好適である。
【発明を実施するための最良の形態】
【0008】
本発明のスパンボンド不織布の製造方法は、スパンボンド法により熱可塑性ポリマーから成る長繊維(フィラメント)で構成される不織布を製造するものである。
【0009】
長繊維を得るために使用する熱可塑性合成ポリマーとしては、ポリエチレンテレタフレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート、ポリ乳酸などのポリエステル、ナイロン6、ナイロン66、ナイロン12などのナイロン、ポリエチレン、ポリプロピレンなどのポリオレフィン、あるいはそれらの共重合ポリマーなどを採用することができる。長繊維は単一成分でもよく、または、高融点及び低融点ポリマーからなる芯鞘構造を形成した長繊維であってもよい。長繊維は溶融した熱可塑性合成ポリマーを直接紡糸、延伸され、その後捕集ネットもしくはコンベア上に集積されて不織布ウェブを形成する。かかるスパンボンド法により長繊維で構成される不織布ウェブを形成した後、この不織布ウェブをエンボスロールにより熱圧縮し、部分的に熱接着加工することで使用可能な強力を持ち、かつ柔軟性を併せ持つ不織布シートを製造することが可能となる。
【0010】
本発明における不織布ウェブの目付は100〜300g/m2であることが重要であり、望ましくは150〜300g/m2、さらに望ましくは100〜200g/m2である。300g/m2を超えると収縮差が大きくなり、不織布シート自体が有する剛性のため施工時の敷き方を補正することは困難である。また、100g/m2未満では不織布シートの持つ柔軟性から施工時に敷き方の補正が可能であるため大きな問題とはならないが、農業用資材や防草シートといった用途にはやや不適である。不織布ウェブの目付範囲であれば不織布シート材のもつ剛性が適度に大きく、本発明を農業用資材や防草シート当業者の用途に好適に使用可能となる。
【0011】
スパンボンド法により得られた不織布ウェブは、エンボスロールにて熱接着加工により不織布に加工される。十分な接着強度を得るためには2本の加熱されたエンボスロールにより加圧され接着されることが好ましいが、エンボスロールの表面温度は100℃〜300℃が望ましく、さらに望ましくは150℃〜250℃である。この熱接着による圧着面積は8%〜40%とすることが好ましい。エンボスロールの圧着面積が8%未満であった場合、熱接着性は良好であるが、見掛け密度が低くなり十分な強度を得られないことがある。また、圧着面積が40%を超える場合、見掛け密度は十分満足できるものの、不織布シートが硬くなり施工性に欠けるものとなることがある。
【0012】
熱接着加工により得られた不織布を、図1に示すようなエンボスロール1の直後に配置された複数本のロール4を介してワインダー6にて巻き取る。ロール4の材質は特に限定されないがスチール製が望ましく、その表面は鏡面加工あるいは梨地加工されていることが望ましい。ゴム等でロール表面をカバーすると不織布保持力が向上するが、加熱によりゴムが硬化し、さらに長期使用においては劣化する。そこで、ロール4での張力による滑りを防ぐためには、不織布を2本のロール4の間をS字状(横から見た場合)にシートを通すことが効果的である。なお、ロール4の本数は特に限定されず、好ましくは2本であるが、3本以上あってもかまわない。
また、ロール4は加工が進むにつれ、主に不織布の持つ熱により、温度が上昇する。そのため、水冷、空冷などの冷却手段により内部または外部から冷却し、温度、特に表面温度を制御することが望ましく、50〜100℃の温度で設定されることが望ましい。ロール4が温度制御されていない場合、不織布の熱によって加工に従い温度は上昇し、不織布の幅が変化するため望ましくない。
【0013】
また、本発明においては、エンボスロール1の表面速度2に対してロール4の表面速度5を1.0〜2.5%アップすることで不織布をタテ方向に引っ張り、延伸することが重要である。不織布とロール表面との間で滑りが発生しなければ、エンボスロール1とロール4との表面速度比がそのまま延伸倍率と考えてよく、延伸倍率で言うと1.010〜1.025倍となる。ここで、延伸倍率が1.025倍を超えると速度差が大きすぎて不織布の耳部に縦皺が発生するため製品として好ましくないばかりか、ロールの駆動に掛かる不織布の負荷が大きいために生産ができない場合がある。また、延伸倍率が1.010倍未満では十分な延伸が達成できず、不織布が曲がりを生じる不具合を制御することは困難である。よって本発明における好ましい延伸倍率は1.010〜1.025倍で、好ましくは1.015〜1.020の範囲となる。なお、不織布のタテ方向とは、不織布製造工程における不織布の走行方向をいう。
【0014】
次に、延伸された不織布はスリット工程においてスリット分割されて、製品として巻き上げられる。なお、図1においてはこのスリット工程の図示は省略している。スリット分割しない場合は不織布の幅方向における耳部は中央部に比べ大きく収縮するため短くなり、不織布を広げた場合に中央部にたるみを生じる。スリット分割した場合は短い方(耳部の方)へ曲がるため、例えば幅方向中央部でスリット分割して2分割すると曲がりは左右対称に生じることになる。本発明の製造方法によれば、このたるみや曲がりを従来の製造方法よりも抑えることができる。
【0015】
こうして得られた不織布のおいて、不織布を構成する長繊維の太さは1〜2デシテックスの太さをもつことが、農業用途や防草シートとして用いる際に必要にして十分な強度が得られる点で、望ましい。
【0016】
また、不織布の最終的な見掛密度は0.10g/cm3〜0.50g/cm3であることにより、農業用途や防草シートとして用いる際に施工しやすく、均一で良好な品質を持つ製品となる。
【0017】
さらに、不織布を構成する長繊維に対するカーボンブラックの添加率は、長繊維全重量に対して0.02〜2.0重量%であることが好ましく、より好ましくは0.05〜1.5重量%であり、最も好ましくは0.1〜1.0重量%である。添加率が2.0%を超える場合、紡出時の曳糸性が乏しく糸切れが多発するなど操業性が悪化する。また0.02重量%未満では色目が淡く、遮光性など防草シートとしての機能が低くなるため好ましくない。
【0018】
なお、不織布を製造する際、長繊維にカーボンブラックを含有させると、一般的には、熱接着性が上がり、収縮が大きくなるため不織布の耳部と中央部との差が大きくなり、不織布の曲がりが大きくなる。また、カーボンブラックを有しない不織布シートと比べると、カーボンブラックを有する場合、不織布自体の滑りが大きくなるため、直進性が悪く、ワインダーに巻き上げたときのロール端部に曲がりが発生しやすい。本発明の製造方法においては、エンボスロールでの熱接着加工直後に不織布に延伸を加えることで直進性が向上し、安定した生産が可能になるのである。
【0019】
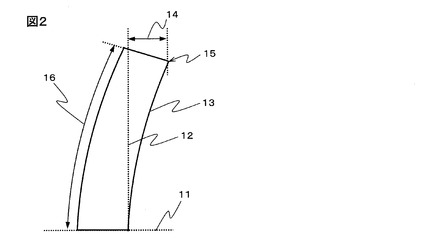
本発明でいう不織布の直進性に関する評価は以下の手順で行う。なお、図2を用いて説明するが、図2はわかりやすくするために不織布の曲がりを強調した模式図である。
【0020】
直進性は、不織布13を長手方向に広げられる場所で測定する。体育館などできるだけ平らで不織布を広げる際に支障がない広い場所が望ましい。不織布13を広げる前に基準となる直線11(基準線1)とそれに直交する一本の長い直線12(基準線2)をあらかじめ引いておく。図2に示すようにこれらの線を基準にして不織布13の反始(不織布の長さ方向の端)の耳部をあわせた後、広げて30mの長さをとり、不織布13の幅方向端末の耳部を直線12にあわせる。直進性が悪いと不織布13は略円弧状になるため直線12とのずれが発生し、この直線12と不織布端15までの長さの一番大きいところをずれ長さとして測定し、直進性(単位:cm)とする。直進性が完全であれば直線12と不織布端15はずれがなく、値はゼロとなる。
【0021】
本発明の不織布の製造方法にて製造した不織布は、曲がりが抑えられた不織布であることから、施工時にまっすぐ敷けることが要求される用途、特に農業用不織布シートや防草用不織布シートの基材不織布として好適に用いることができる。
【実施例】
【0022】
次に実施例を挙げて、本発明をさらに詳細に説明するが、実施例の中に示す特性値の測定方法は次の通りである。
[目付(g/m2)]
タテ1.0m×ヨコ1.0mの大きさの不織布重量を測定した。
[厚み(mm)]
ディスク径が10mmであるTECROC厚み計を用い、幅1mに対し5点測定してその平均を厚みとした。
[シワの有無]
目視にて不織布の外観を確認した。
[直進性]
不織布を広げる前に基準となる直線(基準線1)とそれに直交する一本の長い直線(基準線2)をあらかじめ引き、図2に示すようにこれらの線を基準にして反始(不織布の長さ方向の端)の耳部をあわせた後、広げて30mの長さをとり、不織布の幅方向端末の耳部と直線のずれを評価した。一番大きいところをずれ長さとして測定し、直進性(単位:cm)とする。
[見掛密度(g/cm3)]
上記目付及び厚みをもとに、密度を次式により算出した。
【0023】
見掛密度×10−2(g/cm3)=目付(g/m2)/厚み(mm)/1000
実施例1〜2
カーボンブラックを含まない融点が255℃であるポリエチレンテレフタレート(鞘成分)と融点225℃の共重合ポリエステル(芯成分)とを別々の押出機において溶融した後、フィラメントの太さが2デシテックスであって低融点成分比率が20重量%となるよう吐出量を調整し、芯鞘紡糸可能な口金より紡出した。引き続いてフィラメントを圧空エジェクターにて4500m/分で延伸し、移動するネットコンベアー上に噴射、捕集し不織布ウェブとした。次に、圧着面積15%で表面温度220℃のエンボスロールで圧力60kg/cmの条件で熱接着し、目付150g/m2(実施例1)、260g/m2(実施例2)の不織布を得た。エンボス加工直後に、表面温度80℃、延伸倍率を1.017倍に設定した1対のロール間をS字状に通して延伸し、その後ワインダーにて巻き取った(図1)。巻き取る際にカッターにて幅方向中央で2分割し、2本の不織布からなるロールを得た。
【0024】
実施例3〜4
カーボンブラックを1重量%含有し、融点が255℃であるポリエチレンテレフタレート(鞘成分)と、融点225℃の共重合ポリエステル(芯成分)とを別々の押出機において溶融した後、フィラメントの太さが2デシテックスであって低融点成分比率が20重量%となるよう吐出量を調整し、芯鞘紡糸可能な口金より紡出した。引き続いてフィラメントを圧空エジェクターにて4500m/分で延伸し、移動するネットコンベアー上に噴射、捕集し不織布ウェブとした。次に、圧着面積15%で表面温度220℃のエンボスロールで圧力60kg/cmの条件で熱圧縮し、目付150g/m2(実施例3)、260g/m2(実施例4)の不織布を得た。エンボス加工直後に、表面温度80℃、延伸倍率を1.017倍に設定した1対のロール間をS字状に通して延伸し、その後ワインダーにて巻き取った(図1)。巻き取る際にカッターにて幅方向中央で2分割し、2本の不織布からなるロールを得た。
【0025】
実施例5
延伸倍率を1.010倍に設定・制御した以外は実施例3と同様にして、2本の不織布からなるロールを得た。
【0026】
実施例6
延伸倍率を1.010倍に設定・制御した以外は実施例4と同様にして、2本の不織布からなるロールを得た。
【0027】
実施例7
延伸倍率を1.020倍に設定・制御した以外は実施例3と同様にして、2本の不織布からなるロールを得た。
【0028】
実施例8
延伸倍率を1.020倍に設定・制御した以外は実施例4と同様にして、2本の不織布からなるロールを得た。
【0029】
実施例9
延伸倍率を1.024倍に設定・制御した以外は実施例3と同様にして、2本の不織布からなるロールを得た。
【0030】
実施例10
該ロールの延伸倍率を1.024倍に設定・制御した以外は実施例4と同様にして、2本の不織布からなるロールを得た。
【0031】
比較例1〜2
カーボンブラックを1%含有し、融点が255℃であるポリエチレンテレフタレート(鞘成分)と融点225℃の共重合ポリエステル(芯成分)とを別々の押出機において溶融した後、フィラメントの太さが2デシテックスであって低融点成分比率が20重量%となるよう吐出量を調整し芯鞘紡糸可能な口金より紡出した。引き続いてフィラメントを圧空エジェクターにて4500m/分で延伸し、移動するネットコンベアー上に噴射、捕集し不織布ウェブとした。圧着面積15%で温度220℃のエンボスロールで圧力60kg/cmの条件で熱圧縮し目付150g/m2(比較例3)、260g/m2(比較例4) の不織布を得た。エンボス加工直後に、延伸倍率を設定せず、表面温度を80℃に設定した1対のロール間をS字状に通し、その後ワインダーにて巻き取った(図1)。巻き取る際にカッターにて幅方向中央で2分割し、2本の不織布からなるロールを得た。
【0032】
比較例3
延伸倍率を1.030倍に設定・制御した以外は比較例1と同様にして、2本の不織布からなるロールを得た。
【0033】
比較例4
延伸倍率を1.030倍に設定・制御した以外は比較例2と同様にして、2本の不織布からなるロールを得た。
【0034】
【表1】

【0035】
表1から明らかなように実施例1〜4及び7〜10は直進性に優れており、シワ等の発生もなく問題ないものであった。また実施例5〜6は直進性が悪化したものの問題ない範囲であった。これに対して比較例1〜4は直進性に劣り、また比較例5は過度の延伸により不織布シートの一部が破れため直進性の評価は不可能であった。比較例6は直進性は優れているが過度の延伸によりシワが発生した。
【図面の簡単な説明】
【0036】
【図1】本発明の一態様を示す概略図である。
【図2】直進性の測定方法を示す模式図である。
【符号の説明】
【0037】
1:エンボスロール
2:エンボスロール表面速度
3:不織布
4:2本のロール
5:2本のロール表面速度
6:ワインダー
7:不織布進行方向
11:直線(基準線1)
12:直線(基準線2)
13:不織布
14:直進性
15:不織布端
16:不織布長さ(30m)
【技術分野】
【0001】
本発明は、農業用途、防草シートなどに用いられるスパンボンド不織布の製造方法に関するものである。
【背景技術】
【0002】
不織布やフィルムの製造方法においては、まず使用幅(製品幅)よりも幅の広い原反を製造し、その後スリット分割して使用幅に加工することが一般に行われている。しかし、不織布を熱ロールにより部分的に融着させて固定する工程を有する場合、熱ロールを通過する際に不織布幅方向における端部と中央部では熱収縮に差が発生し、その後にスリット分割するとそ熱収縮差のために不織布に曲がりが発生するという問題があった。これはカーボンブラックを含む黒色不織布においてはより顕著であり、施工時にまっすぐ敷けることが必要な農業資材や防草シートに用いた場合には大きな問題となっていた。
これまで不織布接着に用いるエンボスロールの温度管理には幅方向の均一性が求められ、異なる幅、径に対応できるよう幅方向に複数個の誘導発熱ユニットを持つ熱ロール(特許文献1)が提案されており、引張強力や厚みといった物理特性が均一な不織布を得るための手段はあるものの、不織布製造時に発生する幅方向における端部と中央部の収縮差は本質的問題であり、コントロールが困難であった。また、熱融着させるエンボスロールないしカレンダーロールの温度を幅方向に変えることで収縮差を小さくすることはできるものの、今度は密度差が顕在化して巻き取り時に不織布シートが曲がったり、あるいは巻き取り後の製品において幅方向で硬度差が発生したりするという問題があった。
【0003】
なお、特許文献2〜4には、不織布ウェブをエンボス加工後に延伸する不織布の製造方法が記載されているが、いずれも大きく延伸することによって強度アップを目的とするものであり、本発明とは目的、構成が異なるものである。
【特許文献1】特開平9−7753号公報
【特許文献2】特開2002−249970号公報
【特許文献3】特開平9−84827号公報
【特許文献4】特開平9−279453号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
従来の不織布をスリット分割して、農業資材、防草シートといった施工時にまっすぐ敷けることが必要な用途に使用する際には、不織布が持つ幅方向の収縮差から不織布シートが曲がるという問題があった。
【0005】
本発明はこの問題点を鑑み、曲がりの少ない優れた不織布シート材を提供せんとするものである。
【課題を解決するための手段】
【0006】
本発明は、かかる課題を解決するために次のような手段を採用する。すなわち、溶融した熱可塑性合成ポリマーを延伸、紡糸して得られた長繊維を集積して目付が100〜300g/m2である不織布ウェブを形成し、該不織布ウェブをエンボスロールにより熱接着加工した後に、1.010〜1.025倍の延伸倍率でタテ方向に延伸することを特徴とするスパンボンド不織布の製造方法である。
【発明の効果】
【0007】
本発明によれば、不織布をスリットした際に、不織布が持つ幅方向の収縮差から不織布が曲がるという問題を解決することができ、スリットする際に安定的に加工できる。また、本発明により得られた不織布によれば、不織布シートを広げた時に発生する不織布シート曲がりを防止し、施工時にまっすぐ敷ける直進性の高い不織布シートが得られ、農業資材、防草シートといった施工時にまっすぐ敷けることが必要な用途に好適である。
【発明を実施するための最良の形態】
【0008】
本発明のスパンボンド不織布の製造方法は、スパンボンド法により熱可塑性ポリマーから成る長繊維(フィラメント)で構成される不織布を製造するものである。
【0009】
長繊維を得るために使用する熱可塑性合成ポリマーとしては、ポリエチレンテレタフレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート、ポリ乳酸などのポリエステル、ナイロン6、ナイロン66、ナイロン12などのナイロン、ポリエチレン、ポリプロピレンなどのポリオレフィン、あるいはそれらの共重合ポリマーなどを採用することができる。長繊維は単一成分でもよく、または、高融点及び低融点ポリマーからなる芯鞘構造を形成した長繊維であってもよい。長繊維は溶融した熱可塑性合成ポリマーを直接紡糸、延伸され、その後捕集ネットもしくはコンベア上に集積されて不織布ウェブを形成する。かかるスパンボンド法により長繊維で構成される不織布ウェブを形成した後、この不織布ウェブをエンボスロールにより熱圧縮し、部分的に熱接着加工することで使用可能な強力を持ち、かつ柔軟性を併せ持つ不織布シートを製造することが可能となる。
【0010】
本発明における不織布ウェブの目付は100〜300g/m2であることが重要であり、望ましくは150〜300g/m2、さらに望ましくは100〜200g/m2である。300g/m2を超えると収縮差が大きくなり、不織布シート自体が有する剛性のため施工時の敷き方を補正することは困難である。また、100g/m2未満では不織布シートの持つ柔軟性から施工時に敷き方の補正が可能であるため大きな問題とはならないが、農業用資材や防草シートといった用途にはやや不適である。不織布ウェブの目付範囲であれば不織布シート材のもつ剛性が適度に大きく、本発明を農業用資材や防草シート当業者の用途に好適に使用可能となる。
【0011】
スパンボンド法により得られた不織布ウェブは、エンボスロールにて熱接着加工により不織布に加工される。十分な接着強度を得るためには2本の加熱されたエンボスロールにより加圧され接着されることが好ましいが、エンボスロールの表面温度は100℃〜300℃が望ましく、さらに望ましくは150℃〜250℃である。この熱接着による圧着面積は8%〜40%とすることが好ましい。エンボスロールの圧着面積が8%未満であった場合、熱接着性は良好であるが、見掛け密度が低くなり十分な強度を得られないことがある。また、圧着面積が40%を超える場合、見掛け密度は十分満足できるものの、不織布シートが硬くなり施工性に欠けるものとなることがある。
【0012】
熱接着加工により得られた不織布を、図1に示すようなエンボスロール1の直後に配置された複数本のロール4を介してワインダー6にて巻き取る。ロール4の材質は特に限定されないがスチール製が望ましく、その表面は鏡面加工あるいは梨地加工されていることが望ましい。ゴム等でロール表面をカバーすると不織布保持力が向上するが、加熱によりゴムが硬化し、さらに長期使用においては劣化する。そこで、ロール4での張力による滑りを防ぐためには、不織布を2本のロール4の間をS字状(横から見た場合)にシートを通すことが効果的である。なお、ロール4の本数は特に限定されず、好ましくは2本であるが、3本以上あってもかまわない。
また、ロール4は加工が進むにつれ、主に不織布の持つ熱により、温度が上昇する。そのため、水冷、空冷などの冷却手段により内部または外部から冷却し、温度、特に表面温度を制御することが望ましく、50〜100℃の温度で設定されることが望ましい。ロール4が温度制御されていない場合、不織布の熱によって加工に従い温度は上昇し、不織布の幅が変化するため望ましくない。
【0013】
また、本発明においては、エンボスロール1の表面速度2に対してロール4の表面速度5を1.0〜2.5%アップすることで不織布をタテ方向に引っ張り、延伸することが重要である。不織布とロール表面との間で滑りが発生しなければ、エンボスロール1とロール4との表面速度比がそのまま延伸倍率と考えてよく、延伸倍率で言うと1.010〜1.025倍となる。ここで、延伸倍率が1.025倍を超えると速度差が大きすぎて不織布の耳部に縦皺が発生するため製品として好ましくないばかりか、ロールの駆動に掛かる不織布の負荷が大きいために生産ができない場合がある。また、延伸倍率が1.010倍未満では十分な延伸が達成できず、不織布が曲がりを生じる不具合を制御することは困難である。よって本発明における好ましい延伸倍率は1.010〜1.025倍で、好ましくは1.015〜1.020の範囲となる。なお、不織布のタテ方向とは、不織布製造工程における不織布の走行方向をいう。
【0014】
次に、延伸された不織布はスリット工程においてスリット分割されて、製品として巻き上げられる。なお、図1においてはこのスリット工程の図示は省略している。スリット分割しない場合は不織布の幅方向における耳部は中央部に比べ大きく収縮するため短くなり、不織布を広げた場合に中央部にたるみを生じる。スリット分割した場合は短い方(耳部の方)へ曲がるため、例えば幅方向中央部でスリット分割して2分割すると曲がりは左右対称に生じることになる。本発明の製造方法によれば、このたるみや曲がりを従来の製造方法よりも抑えることができる。
【0015】
こうして得られた不織布のおいて、不織布を構成する長繊維の太さは1〜2デシテックスの太さをもつことが、農業用途や防草シートとして用いる際に必要にして十分な強度が得られる点で、望ましい。
【0016】
また、不織布の最終的な見掛密度は0.10g/cm3〜0.50g/cm3であることにより、農業用途や防草シートとして用いる際に施工しやすく、均一で良好な品質を持つ製品となる。
【0017】
さらに、不織布を構成する長繊維に対するカーボンブラックの添加率は、長繊維全重量に対して0.02〜2.0重量%であることが好ましく、より好ましくは0.05〜1.5重量%であり、最も好ましくは0.1〜1.0重量%である。添加率が2.0%を超える場合、紡出時の曳糸性が乏しく糸切れが多発するなど操業性が悪化する。また0.02重量%未満では色目が淡く、遮光性など防草シートとしての機能が低くなるため好ましくない。
【0018】
なお、不織布を製造する際、長繊維にカーボンブラックを含有させると、一般的には、熱接着性が上がり、収縮が大きくなるため不織布の耳部と中央部との差が大きくなり、不織布の曲がりが大きくなる。また、カーボンブラックを有しない不織布シートと比べると、カーボンブラックを有する場合、不織布自体の滑りが大きくなるため、直進性が悪く、ワインダーに巻き上げたときのロール端部に曲がりが発生しやすい。本発明の製造方法においては、エンボスロールでの熱接着加工直後に不織布に延伸を加えることで直進性が向上し、安定した生産が可能になるのである。
【0019】
本発明でいう不織布の直進性に関する評価は以下の手順で行う。なお、図2を用いて説明するが、図2はわかりやすくするために不織布の曲がりを強調した模式図である。
【0020】
直進性は、不織布13を長手方向に広げられる場所で測定する。体育館などできるだけ平らで不織布を広げる際に支障がない広い場所が望ましい。不織布13を広げる前に基準となる直線11(基準線1)とそれに直交する一本の長い直線12(基準線2)をあらかじめ引いておく。図2に示すようにこれらの線を基準にして不織布13の反始(不織布の長さ方向の端)の耳部をあわせた後、広げて30mの長さをとり、不織布13の幅方向端末の耳部を直線12にあわせる。直進性が悪いと不織布13は略円弧状になるため直線12とのずれが発生し、この直線12と不織布端15までの長さの一番大きいところをずれ長さとして測定し、直進性(単位:cm)とする。直進性が完全であれば直線12と不織布端15はずれがなく、値はゼロとなる。
【0021】
本発明の不織布の製造方法にて製造した不織布は、曲がりが抑えられた不織布であることから、施工時にまっすぐ敷けることが要求される用途、特に農業用不織布シートや防草用不織布シートの基材不織布として好適に用いることができる。
【実施例】
【0022】
次に実施例を挙げて、本発明をさらに詳細に説明するが、実施例の中に示す特性値の測定方法は次の通りである。
[目付(g/m2)]
タテ1.0m×ヨコ1.0mの大きさの不織布重量を測定した。
[厚み(mm)]
ディスク径が10mmであるTECROC厚み計を用い、幅1mに対し5点測定してその平均を厚みとした。
[シワの有無]
目視にて不織布の外観を確認した。
[直進性]
不織布を広げる前に基準となる直線(基準線1)とそれに直交する一本の長い直線(基準線2)をあらかじめ引き、図2に示すようにこれらの線を基準にして反始(不織布の長さ方向の端)の耳部をあわせた後、広げて30mの長さをとり、不織布の幅方向端末の耳部と直線のずれを評価した。一番大きいところをずれ長さとして測定し、直進性(単位:cm)とする。
[見掛密度(g/cm3)]
上記目付及び厚みをもとに、密度を次式により算出した。
【0023】
見掛密度×10−2(g/cm3)=目付(g/m2)/厚み(mm)/1000
実施例1〜2
カーボンブラックを含まない融点が255℃であるポリエチレンテレフタレート(鞘成分)と融点225℃の共重合ポリエステル(芯成分)とを別々の押出機において溶融した後、フィラメントの太さが2デシテックスであって低融点成分比率が20重量%となるよう吐出量を調整し、芯鞘紡糸可能な口金より紡出した。引き続いてフィラメントを圧空エジェクターにて4500m/分で延伸し、移動するネットコンベアー上に噴射、捕集し不織布ウェブとした。次に、圧着面積15%で表面温度220℃のエンボスロールで圧力60kg/cmの条件で熱接着し、目付150g/m2(実施例1)、260g/m2(実施例2)の不織布を得た。エンボス加工直後に、表面温度80℃、延伸倍率を1.017倍に設定した1対のロール間をS字状に通して延伸し、その後ワインダーにて巻き取った(図1)。巻き取る際にカッターにて幅方向中央で2分割し、2本の不織布からなるロールを得た。
【0024】
実施例3〜4
カーボンブラックを1重量%含有し、融点が255℃であるポリエチレンテレフタレート(鞘成分)と、融点225℃の共重合ポリエステル(芯成分)とを別々の押出機において溶融した後、フィラメントの太さが2デシテックスであって低融点成分比率が20重量%となるよう吐出量を調整し、芯鞘紡糸可能な口金より紡出した。引き続いてフィラメントを圧空エジェクターにて4500m/分で延伸し、移動するネットコンベアー上に噴射、捕集し不織布ウェブとした。次に、圧着面積15%で表面温度220℃のエンボスロールで圧力60kg/cmの条件で熱圧縮し、目付150g/m2(実施例3)、260g/m2(実施例4)の不織布を得た。エンボス加工直後に、表面温度80℃、延伸倍率を1.017倍に設定した1対のロール間をS字状に通して延伸し、その後ワインダーにて巻き取った(図1)。巻き取る際にカッターにて幅方向中央で2分割し、2本の不織布からなるロールを得た。
【0025】
実施例5
延伸倍率を1.010倍に設定・制御した以外は実施例3と同様にして、2本の不織布からなるロールを得た。
【0026】
実施例6
延伸倍率を1.010倍に設定・制御した以外は実施例4と同様にして、2本の不織布からなるロールを得た。
【0027】
実施例7
延伸倍率を1.020倍に設定・制御した以外は実施例3と同様にして、2本の不織布からなるロールを得た。
【0028】
実施例8
延伸倍率を1.020倍に設定・制御した以外は実施例4と同様にして、2本の不織布からなるロールを得た。
【0029】
実施例9
延伸倍率を1.024倍に設定・制御した以外は実施例3と同様にして、2本の不織布からなるロールを得た。
【0030】
実施例10
該ロールの延伸倍率を1.024倍に設定・制御した以外は実施例4と同様にして、2本の不織布からなるロールを得た。
【0031】
比較例1〜2
カーボンブラックを1%含有し、融点が255℃であるポリエチレンテレフタレート(鞘成分)と融点225℃の共重合ポリエステル(芯成分)とを別々の押出機において溶融した後、フィラメントの太さが2デシテックスであって低融点成分比率が20重量%となるよう吐出量を調整し芯鞘紡糸可能な口金より紡出した。引き続いてフィラメントを圧空エジェクターにて4500m/分で延伸し、移動するネットコンベアー上に噴射、捕集し不織布ウェブとした。圧着面積15%で温度220℃のエンボスロールで圧力60kg/cmの条件で熱圧縮し目付150g/m2(比較例3)、260g/m2(比較例4) の不織布を得た。エンボス加工直後に、延伸倍率を設定せず、表面温度を80℃に設定した1対のロール間をS字状に通し、その後ワインダーにて巻き取った(図1)。巻き取る際にカッターにて幅方向中央で2分割し、2本の不織布からなるロールを得た。
【0032】
比較例3
延伸倍率を1.030倍に設定・制御した以外は比較例1と同様にして、2本の不織布からなるロールを得た。
【0033】
比較例4
延伸倍率を1.030倍に設定・制御した以外は比較例2と同様にして、2本の不織布からなるロールを得た。
【0034】
【表1】
【0035】
表1から明らかなように実施例1〜4及び7〜10は直進性に優れており、シワ等の発生もなく問題ないものであった。また実施例5〜6は直進性が悪化したものの問題ない範囲であった。これに対して比較例1〜4は直進性に劣り、また比較例5は過度の延伸により不織布シートの一部が破れため直進性の評価は不可能であった。比較例6は直進性は優れているが過度の延伸によりシワが発生した。
【図面の簡単な説明】
【0036】
【図1】本発明の一態様を示す概略図である。
【図2】直進性の測定方法を示す模式図である。
【符号の説明】
【0037】
1:エンボスロール
2:エンボスロール表面速度
3:不織布
4:2本のロール
5:2本のロール表面速度
6:ワインダー
7:不織布進行方向
11:直線(基準線1)
12:直線(基準線2)
13:不織布
14:直進性
15:不織布端
16:不織布長さ(30m)
【特許請求の範囲】
【請求項1】
溶融した熱可塑性合成ポリマーを延伸、紡糸して得られた長繊維を集積して目付が100〜300g/m2である不織布ウェブを形成し、該不織布ウェブをエンボスロールにより熱接着加工した後に、1.010〜1.025倍の延伸倍率でタテ方向に延伸することを特徴とするスパンボンド不織布の製造方法。
【請求項2】
エンボスロールと、その直後に設置された表面温度50〜100℃のロールの間で延伸することを特徴とする請求項1記載のスパンボンド不織布の製造方法。
【請求項3】
エンボスロールにより熱接着加工した後、不織布を2本のロールの間をS字状にシートを通しながら延伸することを特徴とする請求項1に記載のスパンボンド不織布の製造方法。
【請求項4】
延伸後にスリット分割することを特徴とする請求項1〜3のいずれかに記載のスパンボンド不織布の製造方法。
【請求項5】
前記長繊維がカーボンブラックを0.02〜2.0重量%含有し、前記スパンボンド不織布の見掛密度が0.10g/cm3〜0.50g/cm3であることを特徴とする請求項1〜4のいずれかに記載のスパンボンド不織布の製造方法。
【請求項6】
前記長繊維の単繊維平均繊度が1〜2デシテックスの範囲であることを特徴とする請求項1〜5のいずれかに記載のスパンボンド不織布の製造方法。
【請求項7】
請求項1〜6のいずれかに記載のスパンボンド不織布の製造方法によって製造されたスパンボンド不織布を用いた農業用不織布シート。
【請求項8】
請求項1〜6のいずれかに記載のスパンボンド不織布の製造方法によって製造されたスパンボンド不織布を用いた防草用不織布シート。
【請求項1】
溶融した熱可塑性合成ポリマーを延伸、紡糸して得られた長繊維を集積して目付が100〜300g/m2である不織布ウェブを形成し、該不織布ウェブをエンボスロールにより熱接着加工した後に、1.010〜1.025倍の延伸倍率でタテ方向に延伸することを特徴とするスパンボンド不織布の製造方法。
【請求項2】
エンボスロールと、その直後に設置された表面温度50〜100℃のロールの間で延伸することを特徴とする請求項1記載のスパンボンド不織布の製造方法。
【請求項3】
エンボスロールにより熱接着加工した後、不織布を2本のロールの間をS字状にシートを通しながら延伸することを特徴とする請求項1に記載のスパンボンド不織布の製造方法。
【請求項4】
延伸後にスリット分割することを特徴とする請求項1〜3のいずれかに記載のスパンボンド不織布の製造方法。
【請求項5】
前記長繊維がカーボンブラックを0.02〜2.0重量%含有し、前記スパンボンド不織布の見掛密度が0.10g/cm3〜0.50g/cm3であることを特徴とする請求項1〜4のいずれかに記載のスパンボンド不織布の製造方法。
【請求項6】
前記長繊維の単繊維平均繊度が1〜2デシテックスの範囲であることを特徴とする請求項1〜5のいずれかに記載のスパンボンド不織布の製造方法。
【請求項7】
請求項1〜6のいずれかに記載のスパンボンド不織布の製造方法によって製造されたスパンボンド不織布を用いた農業用不織布シート。
【請求項8】
請求項1〜6のいずれかに記載のスパンボンド不織布の製造方法によって製造されたスパンボンド不織布を用いた防草用不織布シート。
【図1】


【図2】
【図2】
【公開番号】特開2009−114570(P2009−114570A)
【公開日】平成21年5月28日(2009.5.28)
【国際特許分類】
【出願番号】特願2007−287022(P2007−287022)
【出願日】平成19年11月5日(2007.11.5)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成21年5月28日(2009.5.28)
【国際特許分類】
【出願日】平成19年11月5日(2007.11.5)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]