
フィルタ媒体を有するフィルタ要素を形成する方法
個々のフィルタ折り目(4)を有する第1のフィルタ媒体(2)と、フィルタ折り目(4)を少なくとも領域的にマット状のフィルタジャケット(6)の様態で包囲する第2のフィルタ媒体とを有し、フィルタジャケット(6)が個々の繊維(5)から構成されるフィルタ要素(1)を形成する方法は、個々の繊維(5)を形成するために、固体の基礎材料が溶融物に変えられ、溶融物が少なくとも一つのノズル装置(8)を介して流体の搬送流の付加のもとで方向付けされた繊維形状で第1のフィルタ媒体(2)上に次のように、すなわち個々の繊維(5)が少なくとも第1のフィルタ媒体(2)と接触した後にフィルタジャケット(6)を形成しながら硬化するように、噴射あるいは噴霧されること、及び繊維塗布中に第2のフィルタ媒体(6)を徐々にマット構造にするために、それぞれのノズル装置(8)とプリーツをつけられた第1のフィルタ媒体(2)とが互いに相対移動を実施すること、及び/又はノズル装置(8)が予め定めることができる噴霧又は噴射方向において、第1のフィルタ媒体(2)の外側輪郭に沿って繊維塗布を行なうことを特徴としている。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、個々のフィルタ折り目を有する第1のフィルタ媒体と、個々の繊維から構成されたマット形状のフィルタジャケットの様態で、フィルタ折り目を少なくとも領域的に包囲する第2のフィルタ媒体とを有するフィルタ要素を形成する方法に関する。
【背景技術】
【0002】
星形に褶曲した個々のフィルタ折り目を有するフィルタ材料の形式の第1のフィルタ媒体と、支持手段の形式の第2のフィルタ媒体とを有するこの種のフィルタ要素は、特許文献1から知られている。支持手段は、少なくとも部分的に、隣接する二つのフィルタ折り目の間隔内へ、並びに/又はフィルタ折り目に対して内周側及び/若しくは外周側に延在して、流体を通すように形成されている。それぞれの支持手段は、濾過作用物質を有するか、あるいはそれ自体この濾過作用物質から構成されているので、第2のフィルタ媒体は、特殊な老化生成物又は流体を損なう他の媒体のような寿命を短縮する影響を減少させるために用いられる。
【0003】
上述した濾過作用物質は、ある種の粒子捕集剤として用いられ、例えばフィルタ折り目の位置を維持する支持手段としての発泡体のボディと結合して、有害物質がフィルタ要素の裏側へ移動することを阻止できる。支持手段は、多孔性の、特にスポンジ状の、ベース基材としての基本構造から形成されており、その場合に前記基本構造の固有の弾性に起因して、外側のフィルタ折り目が発泡体材料内へ嵌入し、支持手段の凸状に張り出す突出部が、フィルタ材料の隣接するフィルタ折り目間に存在する空間内へ嵌入する。支持手段は、いわゆる2成分繊維システムから溶融法によって構築することができる。支持手段ないし第2のフィルタ媒体は、褶曲したフィルタ材料ないし第1のフィルタ媒体とは独立に形成され、次いでその回りに配置される。支持手段は、少なくとも部分的に繊維化された、自己結合するプラスチック繊維及び/又は天然繊維からなる基材の形式で存在する。
【0004】
少なくとも一つの表面領域内で互いに連続する折り目を有するフィルタ媒体を備えたフィルタ要素を形成する方法が特許文献2に開示されている。この既知の方法において、紡いだ繊維を半ば溶融した状態でフィルタの型上に載置することによってフィルタが形成され、その場合にフィルタは、フィルタ構成部品の型を取り囲み、その型が、フィルタ部分を成形するためのフィルタ部成形面とフィルタ部成形面を囲むフレームとを囲んでいる。その場合に、ほぼ一定の厚みを有する繊維の形状の不織布材料が型部分上に載置されるので、フィルタの対応するフィルタ部分が不織布材料から、すなわち繊維と型部分の格子から形成される。フレームと型部分の格子上に載置された繊維が互いに溶融し、それによって不織布材料が得られ、折り目によって特徴づけられるフィルタ構成部品の輪郭が形成される。格子の型は、折畳みじゃばら形状又は正弦波形状を有する。フレームから張り出す繊維が、フレームの内側の方向へ折り畳まれてフレームに固定される。
【0005】
特許文献3は、2層のフィルタ媒体を有するフィルタ要素を製造する方法に関する。流体フィルタ要素は、少なくとも1μmの平均直径を有するマイクロファイバーからなる第1の層と1μm未満の平均直径を有するサブマイクロファイバーからなる第2の層とを有しており、その場合にファイバーグループの少なくとも一つが方向付けされており、かつ二つの層が互いに重なっている。製造する場合に、まず二つの層が互いに独立して形成され、特に繊維の所望の配向が与えられ、次に互いに重ねられる。流体フィルタ媒体は、同心に配置されたフィルタ層を有するパイプ円筒形状に形成され得る。第2の、特に内側の層は、星形に広げることができる。
【0006】
特許文献4は、不織布材料を形成する方法を提案しており、それにおいてナノファイバー及び/又はマイクロファイバーがポリマー溶融物あるいはポリマー溶液から静電スピン方法によって形成されて、不織布になるように堆積され、その場合に長尺の支持材料が電場を発生させるための電極として形成された少なくとも二つの噴霧装置間に配置されており、あるいはそれを通して案内され、支持材料の各側が、噴霧装置によって形成された、逆の極性を有するナノファイバー及び/又はマイクロファイバーによってコーティングされる。この方法に従って形成された不織布材料は、フィルタ材料として使用することができる。
【0007】
作動媒体として流体が適用されるシステム及び設備において、作動の信頼性は、関係する流体の本来の性質に著しい程度で依存する。従って特に高価値の設備においては、経済的な理由からも、作動中に発生する不純物を除去するために、ガス状の媒体であろうと液体であろうと、検討中の媒体に適したフィルタ装置を設けることが必要である。潤滑油、燃料及び油圧液、そしてまた工程用水及び空気流のような、関係する作動流体が、コロイド状のあるいは固体粒子として存在する不純物を含む不純物によって負荷を受ける場合に、フィルタ装置の効率に特に高い要求が課される。
【0008】
一般に、種類に応じて形成されたフィルタ要素において、種々のフィルタ材料から構成されて少なくとも表面領域内で褶曲されるか、あるいはプリーツをつけられたフィルタマットを使用することが知られており、そのフィルタマットは、フィルタ要素の内部に配置された、通路を備えた中実の支持パイプに巻き付けられており、かつ外部からの損傷に対する保護として、フィルタマットの折り目の延長方向に従う、目の細かい金網内に嵌め込まれている。フィルタマットを上述した金網と結合することは、煩雑であって、従って高価であり、さらにフィルタマットは損傷から完全には保護されない。この既知の金網は、わずかな力しか吸収できないので、例えば逆流事象において流れ方向が内部から外部へ反転するとすぐに、フィルタ要素が場合によっては膨らんで使用できなくなることがある。金網は、フィルタマットの外側の層と直接接触しているので、フィルタマットの損傷を回避するためには、抵抗力のあるフィルタ材料が選択されるが、その場合にこの抵抗力のある材料は、例えばポリエステル不織布、ガラス繊維不織布、あるいは紙不織布からなる敏感なフィルタ材料のように良好な透過及び濾過特性を提供しない。
【0009】
また、プリーツをつけられたフィルタ媒体の前段に前置フィルタ媒体を接続することも、望ましい。これは、比較的大きな目開きを有するこの種の金網を使用しながら、制限つきでしか可能ではなく、例えば金属削りくず又はその他のごみが敏感なフィルタ材料を傷つけて、フィルタ能力を大幅に損なう危険性がある。特許文献5からは、例えば接着テープの形式の固定バンドを、プリーツをつけたフィルタ媒体の回りに巻き付けて、そのようにして個々のフィルタ折り目を互いに予め定められた間隔に安定させて固定し、そのようにして濾過に必要な完全なフィルタ面積を維持することが知られている。この既知の解決法によっては前濾過はもちろん不可能である。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】独国特許出願第102005014360号明細書
【特許文献2】独国特許第60211579号明細書
【特許文献3】国際公開第2009/088647号パンフレット
【特許文献4】独国特許第10109474号明細書
【特許文献5】国際公開第01/37969号パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0011】
この従来技術に基づいて本発明の課題は、フィルタ媒体を有するフィルタ要素を形成するためのコスト的に好ましい適切な方法を提供することであり、前記フィルタ媒体は少なくとも表面領域内で互いに連続する折り目を有するとともに、簡単なやり方ですべての作動要求条件においてその位置が固定されており、及び/又は少なくとも前濾過を実現することができるものである。
【課題を解決するための手段】
【0012】
本発明によれば、この課題は請求項1の特徴を有する方法によって全般的に解決される。個々の繊維を形成するために、固体の基礎材料が溶融物に変えられ、その溶融物が少なくとも一つのノズル装置を介して流体の搬送流の付加のもとで方向付けされた繊維形状で第1のフィルタ媒体上に次のように、すなわち個々の繊維が少なくとも第1のフィルタ媒体と接触した後にフィルタジャケットを形成しながら硬化するように噴射あるいは噴霧され、及び繊維塗布中に第2のフィルタ媒体を徐々にジャケット構造にするためにそれぞれのノズル装置とプリーツをつけられた第1のフィルタ媒体とが互いに相対運動を実施し、及び/又はノズル装置が予め定めることができる噴霧又は噴射方向において第1のフィルタ媒体の外側輪郭に沿って繊維塗布を行なうことによって、第1のフィルタ媒体のフィルタ折り目を任意の作動相において安定化する繊維複合材を配置して設ける、技術的に簡単なタイプの装置が提供される。
【0013】
好ましくは、繊維はフィルタ媒体上に次のように、すなわち塗布された繊維が折り目をそれらの所定の位置に維持し、並びに/又はフィルタ媒体のための前置フィルタ段又は後置フィルタ段を形成するように塗布される。繊維は、折り目の間に少なくとも一つの繊維材料ウェブを形成しながら塗布することができ、このようにして折り目をフィルタ要素の作動中それらの所定の位置に保持することができる。
【0014】
フィルタ要素の有効なフィルタ表面を形成するフィルタ媒体の全表面にわたって繊維が好適に塗布されることによって、さらに、フィルタ媒体の貫流方向に関する有効な前置フィルタ段又は後置フィルタ段が提供される。このように形成された前置フィルタ段又は後置フィルタ段の濾過度は、個々の繊維の塗布された層厚によってほぼ任意のやり方で無段階に調節される。フィルタ媒体の表面にわたって変化する層厚さえも、本発明に従ってフィルタ媒体上に繊維を塗布することにより可能である。このようにして、特にその流入側に関して、極めて抵抗力のある構造を有するフィルタ媒体をそれぞれの顧客要望に適合させてコスト的に好ましく形成することが創出される。
【0015】
フィルタ媒体上で、及びフィルタ折り目に対して繊維を構造的に広い範囲内で自由に選択可能に方向付けすることによって、それぞれの使用目的及び流れの状態に個別に適合させて、特にフィルタ要素の流入側において、かつそこを支配する力の状態に関して最適なフィルタ要素を形成することができる。
【0016】
本発明に基づく個々の繊維の提供あるいは塗布は、材料結合及び/又は形状結合及び/又は力結合でフィルタ媒体のフィルタ折り目と接触する個々の繊維と結び付けられて、円筒形状及び長円形のフィルタ要素において、個々のフィルタ折り目、特に軸方向に方向付けされたフィルタ折り目を安定化させることに極めて適している。個々のフィルタ折り目が個々の繊維によってそれらの所定の位置に安定するように保持される限りにおいて、そのフィルタ折り目は濾過プロセス中に偶発的に互いに接触することはなく、そうでないと有効なフィルタ表面が減少してしまう。従って、本発明に従って形成されたフィルタ要素は、望まれるフィルタ能力を恒常的に維持するためにも用いられる。
【0017】
しかしまた、折り目の固定を省くこともでき、その場合には塗布された個々の繊維は、それぞれフィルタ要素の貫流方向に応じて、フィルタ折り目を有するフィルタ媒体の形式の主フィルタ層に対して相応に変化したフィルタろ過精度を有する前置フィルタ段又は後置フィルタ段を形成することができる。また、フィルタ媒体の貫流方向に見て、フィルタ折り目の前段に前置フィルタ段を設け、対向する側に個別繊維を有する後置フィルタ段を接続することも可能である。このようにして、濾過すべき媒体の貫流方向に見て、前置フィルタ段の粗い濾過から始まって、フィルタ折り目を有するフィルタ媒体による主濾過を後段に設け、その後、後置フィルタ段を介して細かい濾過が行なわれる。これに関して、個々の繊維によって全フィルタ要素の選択性が自由に選択され、その場合に個々の繊維は互いに対して、媒体通過又は流体通過に用いられて、いずれにせよ流体を透過する中間室が形成されるように配置される。
【0018】
形成方法において、この目的に適した装置であってプリーツを備えるフィルタ媒体に繊維を塗布するのに適した装置によって、フィルタ要素の縦軸線を中心にした回転運動中に繊維をフィルタ要素に塗布することは特に好ましいことが明らかにされた。これに関して、前濾過目的のためのフィルタジャケットが形成される。
【0019】
特に熱可塑性樹脂の形式の適切なフィルタ材料を選択する場合に、繊維をプラスチックの溶融あるいは液化された状態でフィルタ媒体のフィルタ折り目の自由端部へ外から塗布することが可能である。繊維材料の冷却又は硬化後に、その際に発生する収縮プロセスを、繊維をフィルタ折り目のエッジと間隙に、材料結合によってだけでなく、収縮プロセスによってもたらされる引張り力の永続する径方向に作用する力成分によっても固定するために利用することができる。円筒形状の、プリーツを有するフィルタ媒体に関して径方向に向けられた力によって、繊維又は繊維によって形成される均質なフィルタジャケットが個々のフィルタ折り目の間へある程度入り込むことが起きる。さらにこれが、フィルタ折り目間に繊維材料ウェブをもたらし、この繊維材料ウェブがフィルタ折り目のための極めて抵抗力のあるスペーサとなり、そうでない場合の従来技術において知られた、フィルタ折り目を位置決めして固定する装置に比較して、著しく改良されたやり方でフィルタ折り目をそれらの所定の位置に保持する。
【0020】
このように本発明に基づいて形成されたフィルタ要素の他の決定的な利点は、フィルタ媒体上に全面で塗布される場合に、繊維が継目なしの層あるいは継目なしのフィルタジャケットを形成することができることである。というのは、繊維は、その調節可能な繊維太さに基づいて極めて薄く、従って連続塗布の形式で多層に塗布することができるからである。これに関して、そうでなければ設けられる、部分的に従来技術において示されているような、フィルタ要素の主フィルタ段上に前置フィルタ段を結合するための付加的な結合技術を必要としない。
【0021】
さらに、それによって、繊維ジャケットの壁厚全体にわたって選択される繊維密度によってフィルタろ過精度を変化させることも可能である。その場合に好ましくは、繊維ジャケットが前置フィルタとして使用され、その場合に褶曲されたフィルタ媒体のフィルタろ過精度に基づいて高いフィルタろ過精度から外側へ向かってより低いフィルタろ過精度へ、フィルタろ過精度が選択的に変化され、それによって繊維ジャケットのそれぞれ流入側の表面において、例えば繊維ジャケットのより深い層であって、プリーツのあるフィルタ媒体に近い層におけるよりも大きい粒子が除去される。個々の繊維は、特に好ましくは円筒状のフィルタ要素の縦軸線に対して、あるいはフィルタ媒体の折り目の縦軸線に対して約20°から90°の角度で配置されており、その場合に好ましくは繊維はその縦軸線から横に、従って折り目の縦軸線に対して約90°の角度でフィルタ媒体上に付着される。特に好ましくは、巻付け法を用いて塗布された繊維において、繊維の延長方向が、繊維が例えばその配向において繊維ジャケットの層厚全体にわたって交差するように、変化される。プレスされたフィルタマットから知られているのと同様に、繊維を混沌とした配向で配置することが好ましい場合もある。
【0022】
繊維は、上で述べたように、原則的にフィルタ媒体のすべての側に塗布されるが、特にフィルタ媒体の濾過流体側及び/又は未濾過流体側に塗布される。この分野の平均的な当業者にとって驚くべきことに、本発明に基づく繊維塗布の薄い層厚においてすでに、約1mmから2mmの層厚からすでに、フィルタ媒体のフィルタ折り目の優れた固定が得られることが明らかにされた。フィルタ要素の定められた使用目的に応じて約6mmまでかそれ以上の繊維層厚をフィルタ媒体上に設けると特に有効である。
【0023】
基本的には、繊維ジャケットのフィルタろ過精度は自由に選択することができる。しかし、フィルタろ過精度を繊維ジャケットによって包囲されるフィルタ媒体におけるよりも大きく選択すると、効果的であって、それによってガス状又は液状の媒体のための粗いフィルタの様態で有意義な前置フィルタ段が得られる。
【0024】
繊維の基礎材料の材料特性に応じて、繊維を塗布する場合に、フィルタ媒体の折り目との接着結合、特に熱接着の形式の接着結合が行なわれる。後者は、特に繊維の基礎材料が液化のため、及び次に繊維を形成しながら薄膜内で扇状の広がりを形成するために、加熱されなければならない場合である。
【0025】
繊維層に対して、その機械的なフィルタ作用に加えて、例えば設定可能な電気的極性、濾過すべき物質のための化学的及び/又は物理的好みなどのような他の機能を付与することができ、前記機能は、所定の繊維材料が選択されることにより、あるいは薬学的適用の領域において抗細菌性を有することもできる適切な添加物が特に繊維の基礎材料に添加されることにより付与される。
【0026】
フィルタ媒体によって流体から固体の浮遊物質を濾過する方法は、一般的に液体ベースの流体混合物を前濾過して、フィルタ要素の作動寿命を延長するために、フィルタ補助物質又はフィルタ補助手段の使用に基づくことが多い。本発明に従って、予め定められたフィルタ媒体上に個々の繊維を塗布することは、繊維ジャケットの上側に、あるいはまた繊維を塗布する間に、フィルタ補助物資を塗布及び/又は埋め込むことに特に理想的なやり方で適している。このような内在的投入方法によって、密にパックされた汚染層又は固体の材料からなるフィルタケーキが繊維ジャケット又はフィルタ要素の表面に沈積することが阻止され、それによってフィルタ媒体の形式の主フィルタ段の有効性を損なうことが阻止される。
【0027】
このような沈積プロセスにおいて、原則的に2種類の浮遊物質、特に変形可能な浮遊物質と変形できない浮遊物質を区別することができる。フィルタ補助手段は、変形できない浮遊物質に対しては、多孔性全体とそれに伴って濾過システムの負荷容量とを増大させることによって働く。さらにフィルタ補助物質は、変形できない固体の通過を、フィルタ媒体の表面上であって、そこで前記固体が容易に孔構造へ侵入して、液体の貫流をブロックすることがあるフィルタ媒体の表面上で減速させる。さらに、フィルタ補助手段は、パックされた固体の層又はフィルタケーキの形成を妨げる。従ってフィルタ補助手段は、変形可能な浮遊粒子に比較して、変形できない浮遊粒子が沈積する場合にはそれほど効果的ではない。
【0028】
繊維ジャケット内へ、例えば微小ガラス玉、又は例えば低密度の多孔性材料のような球形に成形されないフィルタ補助物質の、段付きのフィルタベッドが、例えばケイ酸塩、酸化物、炭酸塩、シリカゲル、ポリマー、又は低いかさ密度を有するその他の多孔性物質の形式でもたらされる。他のフィルタ補助物質は、活性炭から構成されるか、あるいはイオン交換樹脂、抗酸化添加物などから形成され得る。
【0029】
フィルタ要素を形成するための本発明に係る方法の変形例においては、少なくとも以下のさらなる方法ステップが設けられる、すなわち:
繊維の基礎材料が固定の状態にあればそれを液化し、
繊維を形成するために、液状の基礎材料を、好ましくは圧力をかけて、噴射又は薄膜内に扇形に広がる噴流を形成するための噴射又は噴霧装置内へ給送し、前記噴流が厚みを減少させながら所望の繊維に分解し、次に予め位置決めされた一つ又は幾つかのフィルタ媒体上へ同時に塗布する。
【0030】
その場合に噴射方法は、油圧圧力の他には、繊維のための液状の基礎材料へ運動エネルギをさらに投入しなくても十分であり、噴霧方法においては、さらに扇形に広げて厚みを減少させるために、並びに基礎材料内の分子の配向により及び晶出により形成される繊維の移送を促進するために、液体噴流へ付加的な運動エネルギの付与が行なわれる。
【0031】
その場合に好ましい方法では、例えば細粒として存在する繊維のための基礎材料が加熱されて液化され、押出し装置によって噴射装置又は噴霧装置へ、特に油圧で霧化するノズルへ給送されて霧化される。繊維を形成するためのノズルは、複合ノズル、特に搬送空気流を基礎材料溶融物へもたらす2成分ノズルとすることができ、その場合に液状の基礎材料がノズルボディの内部又はノズルボディの外部で、液状の基礎材料を霧化してフィルタ媒体へ移送する目的のために搬送空気流と一緒に案内される。
【0032】
繊維のための基礎材料として、好ましくは熱可塑性プラスチック又はジュロ可塑性の1成分又は2成分プラスチックが適している。さらに繊維材料のために、予め定めることができるステープル長を有するいわゆるコンジュゲートファイバを使用することができる。
【0033】
本発明に係る繊維ジャケットのための特に好ましい形成方法は、いわゆる「スパンスプレイ(Spunspray)」方法であって、そこでは繊維のための固体の基礎材料、例えば熱可塑性樹脂が、好適な細粒形状から溶融物へまず変えられる。溶融物が、押出し装置によって2成分ノズルへ供給され、その2成分ノズルの中央の通路内へ溶融物が給送され得る。中央のノズル通路は、搬送空気用の環状通路によって包囲されており、その場合に、加熱することもできる搬送空気又はホットガスがノズルの共通の流出面において溶融物流へ案内される。その場合に、最初は溶融物内に混沌として存在する基礎材料の分子が、方向付けされて、繊維形状を形成し、その繊維形状がフィルタ媒体と接触した後に結晶化して収縮しながら硬化する。流体状の搬送流としての搬送空気の代りに、窒素のようなその他の作業ガス、そして又は液状の媒体も使用することができる。
【0034】
その場合に、例えば円筒形状の、縦方向に褶曲されたフィルタ折り目の形式のフィルタ媒体は、特に2成分ノズルの噴射又は噴霧領域内で回転され、その場合にその2成分ノズルはフィルタ媒体の縦方向に双方向移動し、そのようにしてプリーツをつけられたフィルタ媒体上に次第に増加する層厚を有するジャケットを形成する。このような塗布ノズルが静止していて、フィルタ媒体が回転するのと同時に縦方向に往復移動してもよい。
【0035】
冷却されてトリミングされた繊維材料は、例えば会社ロゴなどのようなイメージ又は文字標識を印刷することができる。継目なしに回りに噴射する利点の他に、付着されるべき繊維ジャケットのための材料使用、層厚、及び極性が可変に維持されて顧客要望に直接に適合される。予め定めることができる機能的な層付与もこれに寄与し、スパンスプレイ層は、その機能性を制御され、例えばそれはその極性、境界表面の活性、又は添加物の挿入に関するものである。可能な折り目安定化の他に、このようにして本発明に係るフィルタ要素は、汚れ吸収容量、貫流挙動、及び安定性(交番流疲労)に関して広い範囲内で調節される。
【0036】
特にスパンスプレイ層を、前段に接続された前置フィルタ段及び後段に接続された後置フィルタ段として使用する場合に、フィルタ媒体の貫流方向に見て媒体の前と後ろに配置され、選択された配置がいわゆる移行ブレーキとして利用され、すなわちフィルタ媒体自体の汚れ粒子がそれぞれ使用されるフィルタ媒体材料を通して後段に接続されたスパンスプレイ層を介して確実に捕捉されて支配されるので、その他の媒体循環は、フィルタのこのような内部の汚れ成分を免れ続ける。
【0037】
以下、図面を用いて本発明を詳細に説明する。図は、原理的かつ縮尺にとらわれない表示である。
【図面の簡単な説明】
【0038】
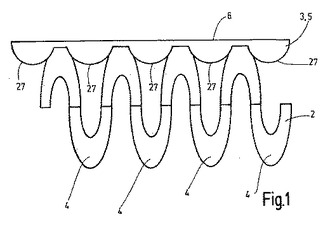
【図1】本発明に基づいて形成された、繊維材料を有するフィルタ要素を部分的かつ模式的に示す横断面図である。
【図2】本発明に基づいて形成された、繊維材料を有するフィルタ要素の横断面を示す上面図である。
【図3】フィルタ要素を形成するための本発明に係る方法を実施するための装置を模式的に示す図である。
【図4】繊維を形成してフィルタ要素のフィルタ媒体上に塗布するための2成分ノズルを模式的に示す横断面図である。
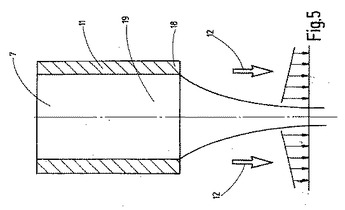
【図5】搬送空気流の影響を受けて図4の2成分ノズルから流出する繊維の基礎材料の溶融物の噴流が絞られることを模式的に示す図である。
【図6】2成分ノズルを通過する間及び通過した後の繊維のための基礎材料内の分子の配向が高まることを模式的に示す図である。
【発明を実施するための形態】
【0039】
図1には、通例のように構成されたフィルタマットからなるプリーツをつけたフィルタ媒体2が、部分的かつ模式的な横断面図で示されており、そのフィルタ媒体2は、規則的な間隔で個々の折り目4を有しており、それらの折り目は正弦波状の推移の形式で互いに接して延びている。図1に示す平坦な位置から円筒状に彎曲されたフィルタ媒体2は、図2に示す円筒状のフィルタ要素1の一部であって、そのフィルタ要素1は、液状又はガス状の流体を濾過するために用いられる。フィルタ媒体2は、多層で構成されており、通例のように、例えば不織布と繊維材料及び個別織物から形成された多数の層の積層から形成することができる。穴格子パイプ、及び穴あきのエキスパンドメタルジャケットも、特にフィルタ媒体のための内側に位置する支持パイプ2’を形成するために用いられる。好ましくは、エキスパンドメタルジャケットあるいは穴格子パイプのために、ステンレススチール又は亜鉛メッキ鋼が使用される。しかしまた、内側の支持パイプ2’を形成するためにプラスチックの解決法も可能である。さらに図2が示すように、フィルタ媒体2の折り目エッジが内周側において、支持パイプ2’の外周側に接触する。フィルタ要素は、通例のように支持パイプ及び二つの終端キャップを有して、管理可能なフィルタ装置として通常のフィルタハウジング(図示せず)内へ交換可能に挿入される。
【0040】
図1においてフィルタ媒体2の折り目4の上端縁に位置する、フィルタ媒体2の外側の折り目の背を(この場合において外側がフィルタ要素1のための未濾過流体の流入側を表す)、流入する流体媒体の流れ力による負荷が高い場合でも、その位置において安定させるために、繊維層がフィルタ媒体2の表面領域3へ付着させられている。繊維層は、図2に示すように、繊維ジャケット6として円筒形状のフィルタ媒体2の外側の回りにほぼ一定の層厚で巻き付けられている。
【0041】
繊維ジャケット6のこのような個々の繊維5を付着させるために、図3に関して模式的に示される塗布方法と、一体化された加熱装置10を有する押出し装置9から基本的に構成される装置及び2成分ノズル11(図4を参照)の形式の噴射又は噴霧装置8が用いられる。
【0042】
図示の実施例において、繊維5を形成するための好ましくは熱可塑性プラスチックとして形成された基礎材料7が使用され、その場合に回転数制御可能な電動機13によって駆動される押出し装置9から細粒が供給される。そのためにプラスチック細粒が、漏斗状の底を有するストック容器14内に貯蔵されていて、加熱又は溶融装置10によって例えば約190℃の温度で液化される。その場合に、押出し設備において一般的なスクリュー溝15内で、プラスチック溶融物は、約35バールまで圧力が増加する他に、285℃までさらに加熱されてその粘性を減少させながら、図4に詳細に示す2成分ノズル11として形成された噴射及び噴霧装置8へ達する。図示の方法プロセスは、好ましくは連続的に実施されるが、予め定められた中断をもって非連続的に実施されてもよい。
【0043】
図4は、図2の横断面図に詳細に示されているように、図3に模式的に示す円筒状のフィルタ要素1上に塗布する目的で繊維5を形成するための2成分ノズル11の縦断面を模式的に示している。
【0044】
2成分ノズル11は、原則的に、熱い搬送空気流12と基礎材料7のプラスチック溶融物を混合し、あるいは一緒に案内するために用いられる。そのために、2成分ノズル11は、円筒状の第1の外側ノズルボディ16から形成されており、その外側ノズルボディ16が搬送空気流12のための上方の供給領域又は供給開口部17を有している。第1のあるいは外側ノズルボディ16内の中央に第2の内側ノズルボディ18が配置されており、第2のノズルボディ18はその内部に液状の基礎材料7のための供給通路19を有している。基礎材料7は、押出し装置9とスクリュー溝15から内側ノズルボディ18内へ来て、約35バールの圧力と約280℃の温度で供給通路19内へ流入する。そのために、ノズルボディ18は、円錐状に尖った角度で細くなる通路ガイドを有しており、円錐状に細くなるノズル形状の供給通路19は、吹出し空気通路20の直径の数倍だけ細くなる。供給通路19は、その下方の自由端部に、円錐状の端縁を備えた流出開口部21を有しており、その場合にその端縁が第1のノズルボディ16の流出開口部23内へ突出している。それゆえに第1のノズルボディ16は、第2のノズルボディ18を径方向及び軸方向に距離をもって吹出し通路20を形成しながら全周面で包囲している。二つの隣接する流出通路21と23は、関係するノズルボディ18ないし16の縦軸線に対して同軸に配置されている。内側ノズルボディ18の流出開口部21の端縁は、外側ノズルボディ16の流出開口部23から次のように、すなわち搬送空気流12のための狭い流出横断面が生じるように、及び従って液状の基礎材料7の流出領域内における加速が生じるように隔たっている。
【0045】
2成分ノズル11を出る際に加速する搬送空気流12の作用が図5で明らかにされており、その場合にプラスチック溶融物の噴流絞りが生じ、及び特に図6に示されるように、最初は混沌として存在する基礎材料7の分子が、それぞれの繊維5が形成される際に噴霧噴流内で徐々に方向付けされる。それによって、内側の分子配置により安定化した極めて低い光学的複屈折値を有する繊維構造が生みだされる。
【0046】
図3がさらに示すように、繊維塗布のための2成分ノズル11から形成される繊維5を均一に塗布するために、予定されたフィルタ要素1のフィルタ媒体2の外側が、原理的に示される装置25内で次のように、すなわち記載の双方向矢印に示されるようにその縦軸線24を中心に回転しながら2成分ノズル11の領域内で移動することができるように組み込まれ、それによって褶曲されたフィルタ媒体2上に繊維5の均一な塗布を、そしてまた繊維5の質量分布において固有に制御される、この繊維5の塗布を行なうことができる。その場合にフィルタ要素1は、逆の矢印の方向にもその縦軸線24に対して同軸に、装置25によって回転運動に重畳して移動することができる。
【0047】
それによって、図1がさらに明らかにするように、任意のろ過精度で定められた繊維ジャケット6をプリーツのついたフィルタ媒体2上に塗布することができる。熱い状態で塗布されて繊維5を形成する基礎材料7は折り目4の間にも達し、その場合に折り目4の間の質量集中が予め定められた範囲で可能とされ得る。基礎材料7は、その加熱されて溶融物として存在する形態において粘着性の表面を有し、場合によっては及び使用されるフィルタ媒体2の材料によってはフィルタ媒体2の折り目エッジ又は折り目の背と材料結合で結合することもできる。
【0048】
さらに、基礎材料7の冷却時に、繊維5及びそれから形成される繊維ジャケット6の収縮プロセスが発生し、その収縮プロセスは、フィルタ媒体2を包囲する、特に円筒状のフィルタ媒体2を包囲する、横断面において継ぎ目のないフィルタジャケット6において、横向きの力が、縦軸線24に対してあるいはフィルタ要素1の内部空間に対して径方向に向けられることをもたらし、それによって繊維5が折り目4に少なくとも確実に力結合の様態で接触することが可能である。
【0049】
図1がさらに明らかにするように、折り目4の間への繊維5の湾入によって、スペーサ27として働く基礎材料7の集積が形成される。このようにして、高い機械的負荷をもたらすフィルタ要素1の作動条件の下でも、フィルタ媒体2の折り目4の確実な固定と保護が得られる。図示の実施例において、繊維5は折り目の縦方向への整列に対してほぼ横方向に、従ってフィルタ要素1の縦軸線24に対して横方向に方向付けされる。しかしここでは、交番する繊維塗布方向を有する繊維塗布が特に好ましいと見なされる。というのも、このような解決法はフィルタ要素全体のための高い破裂及び圧壊強度をもたらすからである。
【技術分野】
【0001】
本発明は、個々のフィルタ折り目を有する第1のフィルタ媒体と、個々の繊維から構成されたマット形状のフィルタジャケットの様態で、フィルタ折り目を少なくとも領域的に包囲する第2のフィルタ媒体とを有するフィルタ要素を形成する方法に関する。
【背景技術】
【0002】
星形に褶曲した個々のフィルタ折り目を有するフィルタ材料の形式の第1のフィルタ媒体と、支持手段の形式の第2のフィルタ媒体とを有するこの種のフィルタ要素は、特許文献1から知られている。支持手段は、少なくとも部分的に、隣接する二つのフィルタ折り目の間隔内へ、並びに/又はフィルタ折り目に対して内周側及び/若しくは外周側に延在して、流体を通すように形成されている。それぞれの支持手段は、濾過作用物質を有するか、あるいはそれ自体この濾過作用物質から構成されているので、第2のフィルタ媒体は、特殊な老化生成物又は流体を損なう他の媒体のような寿命を短縮する影響を減少させるために用いられる。
【0003】
上述した濾過作用物質は、ある種の粒子捕集剤として用いられ、例えばフィルタ折り目の位置を維持する支持手段としての発泡体のボディと結合して、有害物質がフィルタ要素の裏側へ移動することを阻止できる。支持手段は、多孔性の、特にスポンジ状の、ベース基材としての基本構造から形成されており、その場合に前記基本構造の固有の弾性に起因して、外側のフィルタ折り目が発泡体材料内へ嵌入し、支持手段の凸状に張り出す突出部が、フィルタ材料の隣接するフィルタ折り目間に存在する空間内へ嵌入する。支持手段は、いわゆる2成分繊維システムから溶融法によって構築することができる。支持手段ないし第2のフィルタ媒体は、褶曲したフィルタ材料ないし第1のフィルタ媒体とは独立に形成され、次いでその回りに配置される。支持手段は、少なくとも部分的に繊維化された、自己結合するプラスチック繊維及び/又は天然繊維からなる基材の形式で存在する。
【0004】
少なくとも一つの表面領域内で互いに連続する折り目を有するフィルタ媒体を備えたフィルタ要素を形成する方法が特許文献2に開示されている。この既知の方法において、紡いだ繊維を半ば溶融した状態でフィルタの型上に載置することによってフィルタが形成され、その場合にフィルタは、フィルタ構成部品の型を取り囲み、その型が、フィルタ部分を成形するためのフィルタ部成形面とフィルタ部成形面を囲むフレームとを囲んでいる。その場合に、ほぼ一定の厚みを有する繊維の形状の不織布材料が型部分上に載置されるので、フィルタの対応するフィルタ部分が不織布材料から、すなわち繊維と型部分の格子から形成される。フレームと型部分の格子上に載置された繊維が互いに溶融し、それによって不織布材料が得られ、折り目によって特徴づけられるフィルタ構成部品の輪郭が形成される。格子の型は、折畳みじゃばら形状又は正弦波形状を有する。フレームから張り出す繊維が、フレームの内側の方向へ折り畳まれてフレームに固定される。
【0005】
特許文献3は、2層のフィルタ媒体を有するフィルタ要素を製造する方法に関する。流体フィルタ要素は、少なくとも1μmの平均直径を有するマイクロファイバーからなる第1の層と1μm未満の平均直径を有するサブマイクロファイバーからなる第2の層とを有しており、その場合にファイバーグループの少なくとも一つが方向付けされており、かつ二つの層が互いに重なっている。製造する場合に、まず二つの層が互いに独立して形成され、特に繊維の所望の配向が与えられ、次に互いに重ねられる。流体フィルタ媒体は、同心に配置されたフィルタ層を有するパイプ円筒形状に形成され得る。第2の、特に内側の層は、星形に広げることができる。
【0006】
特許文献4は、不織布材料を形成する方法を提案しており、それにおいてナノファイバー及び/又はマイクロファイバーがポリマー溶融物あるいはポリマー溶液から静電スピン方法によって形成されて、不織布になるように堆積され、その場合に長尺の支持材料が電場を発生させるための電極として形成された少なくとも二つの噴霧装置間に配置されており、あるいはそれを通して案内され、支持材料の各側が、噴霧装置によって形成された、逆の極性を有するナノファイバー及び/又はマイクロファイバーによってコーティングされる。この方法に従って形成された不織布材料は、フィルタ材料として使用することができる。
【0007】
作動媒体として流体が適用されるシステム及び設備において、作動の信頼性は、関係する流体の本来の性質に著しい程度で依存する。従って特に高価値の設備においては、経済的な理由からも、作動中に発生する不純物を除去するために、ガス状の媒体であろうと液体であろうと、検討中の媒体に適したフィルタ装置を設けることが必要である。潤滑油、燃料及び油圧液、そしてまた工程用水及び空気流のような、関係する作動流体が、コロイド状のあるいは固体粒子として存在する不純物を含む不純物によって負荷を受ける場合に、フィルタ装置の効率に特に高い要求が課される。
【0008】
一般に、種類に応じて形成されたフィルタ要素において、種々のフィルタ材料から構成されて少なくとも表面領域内で褶曲されるか、あるいはプリーツをつけられたフィルタマットを使用することが知られており、そのフィルタマットは、フィルタ要素の内部に配置された、通路を備えた中実の支持パイプに巻き付けられており、かつ外部からの損傷に対する保護として、フィルタマットの折り目の延長方向に従う、目の細かい金網内に嵌め込まれている。フィルタマットを上述した金網と結合することは、煩雑であって、従って高価であり、さらにフィルタマットは損傷から完全には保護されない。この既知の金網は、わずかな力しか吸収できないので、例えば逆流事象において流れ方向が内部から外部へ反転するとすぐに、フィルタ要素が場合によっては膨らんで使用できなくなることがある。金網は、フィルタマットの外側の層と直接接触しているので、フィルタマットの損傷を回避するためには、抵抗力のあるフィルタ材料が選択されるが、その場合にこの抵抗力のある材料は、例えばポリエステル不織布、ガラス繊維不織布、あるいは紙不織布からなる敏感なフィルタ材料のように良好な透過及び濾過特性を提供しない。
【0009】
また、プリーツをつけられたフィルタ媒体の前段に前置フィルタ媒体を接続することも、望ましい。これは、比較的大きな目開きを有するこの種の金網を使用しながら、制限つきでしか可能ではなく、例えば金属削りくず又はその他のごみが敏感なフィルタ材料を傷つけて、フィルタ能力を大幅に損なう危険性がある。特許文献5からは、例えば接着テープの形式の固定バンドを、プリーツをつけたフィルタ媒体の回りに巻き付けて、そのようにして個々のフィルタ折り目を互いに予め定められた間隔に安定させて固定し、そのようにして濾過に必要な完全なフィルタ面積を維持することが知られている。この既知の解決法によっては前濾過はもちろん不可能である。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】独国特許出願第102005014360号明細書
【特許文献2】独国特許第60211579号明細書
【特許文献3】国際公開第2009/088647号パンフレット
【特許文献4】独国特許第10109474号明細書
【特許文献5】国際公開第01/37969号パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0011】
この従来技術に基づいて本発明の課題は、フィルタ媒体を有するフィルタ要素を形成するためのコスト的に好ましい適切な方法を提供することであり、前記フィルタ媒体は少なくとも表面領域内で互いに連続する折り目を有するとともに、簡単なやり方ですべての作動要求条件においてその位置が固定されており、及び/又は少なくとも前濾過を実現することができるものである。
【課題を解決するための手段】
【0012】
本発明によれば、この課題は請求項1の特徴を有する方法によって全般的に解決される。個々の繊維を形成するために、固体の基礎材料が溶融物に変えられ、その溶融物が少なくとも一つのノズル装置を介して流体の搬送流の付加のもとで方向付けされた繊維形状で第1のフィルタ媒体上に次のように、すなわち個々の繊維が少なくとも第1のフィルタ媒体と接触した後にフィルタジャケットを形成しながら硬化するように噴射あるいは噴霧され、及び繊維塗布中に第2のフィルタ媒体を徐々にジャケット構造にするためにそれぞれのノズル装置とプリーツをつけられた第1のフィルタ媒体とが互いに相対運動を実施し、及び/又はノズル装置が予め定めることができる噴霧又は噴射方向において第1のフィルタ媒体の外側輪郭に沿って繊維塗布を行なうことによって、第1のフィルタ媒体のフィルタ折り目を任意の作動相において安定化する繊維複合材を配置して設ける、技術的に簡単なタイプの装置が提供される。
【0013】
好ましくは、繊維はフィルタ媒体上に次のように、すなわち塗布された繊維が折り目をそれらの所定の位置に維持し、並びに/又はフィルタ媒体のための前置フィルタ段又は後置フィルタ段を形成するように塗布される。繊維は、折り目の間に少なくとも一つの繊維材料ウェブを形成しながら塗布することができ、このようにして折り目をフィルタ要素の作動中それらの所定の位置に保持することができる。
【0014】
フィルタ要素の有効なフィルタ表面を形成するフィルタ媒体の全表面にわたって繊維が好適に塗布されることによって、さらに、フィルタ媒体の貫流方向に関する有効な前置フィルタ段又は後置フィルタ段が提供される。このように形成された前置フィルタ段又は後置フィルタ段の濾過度は、個々の繊維の塗布された層厚によってほぼ任意のやり方で無段階に調節される。フィルタ媒体の表面にわたって変化する層厚さえも、本発明に従ってフィルタ媒体上に繊維を塗布することにより可能である。このようにして、特にその流入側に関して、極めて抵抗力のある構造を有するフィルタ媒体をそれぞれの顧客要望に適合させてコスト的に好ましく形成することが創出される。
【0015】
フィルタ媒体上で、及びフィルタ折り目に対して繊維を構造的に広い範囲内で自由に選択可能に方向付けすることによって、それぞれの使用目的及び流れの状態に個別に適合させて、特にフィルタ要素の流入側において、かつそこを支配する力の状態に関して最適なフィルタ要素を形成することができる。
【0016】
本発明に基づく個々の繊維の提供あるいは塗布は、材料結合及び/又は形状結合及び/又は力結合でフィルタ媒体のフィルタ折り目と接触する個々の繊維と結び付けられて、円筒形状及び長円形のフィルタ要素において、個々のフィルタ折り目、特に軸方向に方向付けされたフィルタ折り目を安定化させることに極めて適している。個々のフィルタ折り目が個々の繊維によってそれらの所定の位置に安定するように保持される限りにおいて、そのフィルタ折り目は濾過プロセス中に偶発的に互いに接触することはなく、そうでないと有効なフィルタ表面が減少してしまう。従って、本発明に従って形成されたフィルタ要素は、望まれるフィルタ能力を恒常的に維持するためにも用いられる。
【0017】
しかしまた、折り目の固定を省くこともでき、その場合には塗布された個々の繊維は、それぞれフィルタ要素の貫流方向に応じて、フィルタ折り目を有するフィルタ媒体の形式の主フィルタ層に対して相応に変化したフィルタろ過精度を有する前置フィルタ段又は後置フィルタ段を形成することができる。また、フィルタ媒体の貫流方向に見て、フィルタ折り目の前段に前置フィルタ段を設け、対向する側に個別繊維を有する後置フィルタ段を接続することも可能である。このようにして、濾過すべき媒体の貫流方向に見て、前置フィルタ段の粗い濾過から始まって、フィルタ折り目を有するフィルタ媒体による主濾過を後段に設け、その後、後置フィルタ段を介して細かい濾過が行なわれる。これに関して、個々の繊維によって全フィルタ要素の選択性が自由に選択され、その場合に個々の繊維は互いに対して、媒体通過又は流体通過に用いられて、いずれにせよ流体を透過する中間室が形成されるように配置される。
【0018】
形成方法において、この目的に適した装置であってプリーツを備えるフィルタ媒体に繊維を塗布するのに適した装置によって、フィルタ要素の縦軸線を中心にした回転運動中に繊維をフィルタ要素に塗布することは特に好ましいことが明らかにされた。これに関して、前濾過目的のためのフィルタジャケットが形成される。
【0019】
特に熱可塑性樹脂の形式の適切なフィルタ材料を選択する場合に、繊維をプラスチックの溶融あるいは液化された状態でフィルタ媒体のフィルタ折り目の自由端部へ外から塗布することが可能である。繊維材料の冷却又は硬化後に、その際に発生する収縮プロセスを、繊維をフィルタ折り目のエッジと間隙に、材料結合によってだけでなく、収縮プロセスによってもたらされる引張り力の永続する径方向に作用する力成分によっても固定するために利用することができる。円筒形状の、プリーツを有するフィルタ媒体に関して径方向に向けられた力によって、繊維又は繊維によって形成される均質なフィルタジャケットが個々のフィルタ折り目の間へある程度入り込むことが起きる。さらにこれが、フィルタ折り目間に繊維材料ウェブをもたらし、この繊維材料ウェブがフィルタ折り目のための極めて抵抗力のあるスペーサとなり、そうでない場合の従来技術において知られた、フィルタ折り目を位置決めして固定する装置に比較して、著しく改良されたやり方でフィルタ折り目をそれらの所定の位置に保持する。
【0020】
このように本発明に基づいて形成されたフィルタ要素の他の決定的な利点は、フィルタ媒体上に全面で塗布される場合に、繊維が継目なしの層あるいは継目なしのフィルタジャケットを形成することができることである。というのは、繊維は、その調節可能な繊維太さに基づいて極めて薄く、従って連続塗布の形式で多層に塗布することができるからである。これに関して、そうでなければ設けられる、部分的に従来技術において示されているような、フィルタ要素の主フィルタ段上に前置フィルタ段を結合するための付加的な結合技術を必要としない。
【0021】
さらに、それによって、繊維ジャケットの壁厚全体にわたって選択される繊維密度によってフィルタろ過精度を変化させることも可能である。その場合に好ましくは、繊維ジャケットが前置フィルタとして使用され、その場合に褶曲されたフィルタ媒体のフィルタろ過精度に基づいて高いフィルタろ過精度から外側へ向かってより低いフィルタろ過精度へ、フィルタろ過精度が選択的に変化され、それによって繊維ジャケットのそれぞれ流入側の表面において、例えば繊維ジャケットのより深い層であって、プリーツのあるフィルタ媒体に近い層におけるよりも大きい粒子が除去される。個々の繊維は、特に好ましくは円筒状のフィルタ要素の縦軸線に対して、あるいはフィルタ媒体の折り目の縦軸線に対して約20°から90°の角度で配置されており、その場合に好ましくは繊維はその縦軸線から横に、従って折り目の縦軸線に対して約90°の角度でフィルタ媒体上に付着される。特に好ましくは、巻付け法を用いて塗布された繊維において、繊維の延長方向が、繊維が例えばその配向において繊維ジャケットの層厚全体にわたって交差するように、変化される。プレスされたフィルタマットから知られているのと同様に、繊維を混沌とした配向で配置することが好ましい場合もある。
【0022】
繊維は、上で述べたように、原則的にフィルタ媒体のすべての側に塗布されるが、特にフィルタ媒体の濾過流体側及び/又は未濾過流体側に塗布される。この分野の平均的な当業者にとって驚くべきことに、本発明に基づく繊維塗布の薄い層厚においてすでに、約1mmから2mmの層厚からすでに、フィルタ媒体のフィルタ折り目の優れた固定が得られることが明らかにされた。フィルタ要素の定められた使用目的に応じて約6mmまでかそれ以上の繊維層厚をフィルタ媒体上に設けると特に有効である。
【0023】
基本的には、繊維ジャケットのフィルタろ過精度は自由に選択することができる。しかし、フィルタろ過精度を繊維ジャケットによって包囲されるフィルタ媒体におけるよりも大きく選択すると、効果的であって、それによってガス状又は液状の媒体のための粗いフィルタの様態で有意義な前置フィルタ段が得られる。
【0024】
繊維の基礎材料の材料特性に応じて、繊維を塗布する場合に、フィルタ媒体の折り目との接着結合、特に熱接着の形式の接着結合が行なわれる。後者は、特に繊維の基礎材料が液化のため、及び次に繊維を形成しながら薄膜内で扇状の広がりを形成するために、加熱されなければならない場合である。
【0025】
繊維層に対して、その機械的なフィルタ作用に加えて、例えば設定可能な電気的極性、濾過すべき物質のための化学的及び/又は物理的好みなどのような他の機能を付与することができ、前記機能は、所定の繊維材料が選択されることにより、あるいは薬学的適用の領域において抗細菌性を有することもできる適切な添加物が特に繊維の基礎材料に添加されることにより付与される。
【0026】
フィルタ媒体によって流体から固体の浮遊物質を濾過する方法は、一般的に液体ベースの流体混合物を前濾過して、フィルタ要素の作動寿命を延長するために、フィルタ補助物質又はフィルタ補助手段の使用に基づくことが多い。本発明に従って、予め定められたフィルタ媒体上に個々の繊維を塗布することは、繊維ジャケットの上側に、あるいはまた繊維を塗布する間に、フィルタ補助物資を塗布及び/又は埋め込むことに特に理想的なやり方で適している。このような内在的投入方法によって、密にパックされた汚染層又は固体の材料からなるフィルタケーキが繊維ジャケット又はフィルタ要素の表面に沈積することが阻止され、それによってフィルタ媒体の形式の主フィルタ段の有効性を損なうことが阻止される。
【0027】
このような沈積プロセスにおいて、原則的に2種類の浮遊物質、特に変形可能な浮遊物質と変形できない浮遊物質を区別することができる。フィルタ補助手段は、変形できない浮遊物質に対しては、多孔性全体とそれに伴って濾過システムの負荷容量とを増大させることによって働く。さらにフィルタ補助物質は、変形できない固体の通過を、フィルタ媒体の表面上であって、そこで前記固体が容易に孔構造へ侵入して、液体の貫流をブロックすることがあるフィルタ媒体の表面上で減速させる。さらに、フィルタ補助手段は、パックされた固体の層又はフィルタケーキの形成を妨げる。従ってフィルタ補助手段は、変形可能な浮遊粒子に比較して、変形できない浮遊粒子が沈積する場合にはそれほど効果的ではない。
【0028】
繊維ジャケット内へ、例えば微小ガラス玉、又は例えば低密度の多孔性材料のような球形に成形されないフィルタ補助物質の、段付きのフィルタベッドが、例えばケイ酸塩、酸化物、炭酸塩、シリカゲル、ポリマー、又は低いかさ密度を有するその他の多孔性物質の形式でもたらされる。他のフィルタ補助物質は、活性炭から構成されるか、あるいはイオン交換樹脂、抗酸化添加物などから形成され得る。
【0029】
フィルタ要素を形成するための本発明に係る方法の変形例においては、少なくとも以下のさらなる方法ステップが設けられる、すなわち:
繊維の基礎材料が固定の状態にあればそれを液化し、
繊維を形成するために、液状の基礎材料を、好ましくは圧力をかけて、噴射又は薄膜内に扇形に広がる噴流を形成するための噴射又は噴霧装置内へ給送し、前記噴流が厚みを減少させながら所望の繊維に分解し、次に予め位置決めされた一つ又は幾つかのフィルタ媒体上へ同時に塗布する。
【0030】
その場合に噴射方法は、油圧圧力の他には、繊維のための液状の基礎材料へ運動エネルギをさらに投入しなくても十分であり、噴霧方法においては、さらに扇形に広げて厚みを減少させるために、並びに基礎材料内の分子の配向により及び晶出により形成される繊維の移送を促進するために、液体噴流へ付加的な運動エネルギの付与が行なわれる。
【0031】
その場合に好ましい方法では、例えば細粒として存在する繊維のための基礎材料が加熱されて液化され、押出し装置によって噴射装置又は噴霧装置へ、特に油圧で霧化するノズルへ給送されて霧化される。繊維を形成するためのノズルは、複合ノズル、特に搬送空気流を基礎材料溶融物へもたらす2成分ノズルとすることができ、その場合に液状の基礎材料がノズルボディの内部又はノズルボディの外部で、液状の基礎材料を霧化してフィルタ媒体へ移送する目的のために搬送空気流と一緒に案内される。
【0032】
繊維のための基礎材料として、好ましくは熱可塑性プラスチック又はジュロ可塑性の1成分又は2成分プラスチックが適している。さらに繊維材料のために、予め定めることができるステープル長を有するいわゆるコンジュゲートファイバを使用することができる。
【0033】
本発明に係る繊維ジャケットのための特に好ましい形成方法は、いわゆる「スパンスプレイ(Spunspray)」方法であって、そこでは繊維のための固体の基礎材料、例えば熱可塑性樹脂が、好適な細粒形状から溶融物へまず変えられる。溶融物が、押出し装置によって2成分ノズルへ供給され、その2成分ノズルの中央の通路内へ溶融物が給送され得る。中央のノズル通路は、搬送空気用の環状通路によって包囲されており、その場合に、加熱することもできる搬送空気又はホットガスがノズルの共通の流出面において溶融物流へ案内される。その場合に、最初は溶融物内に混沌として存在する基礎材料の分子が、方向付けされて、繊維形状を形成し、その繊維形状がフィルタ媒体と接触した後に結晶化して収縮しながら硬化する。流体状の搬送流としての搬送空気の代りに、窒素のようなその他の作業ガス、そして又は液状の媒体も使用することができる。
【0034】
その場合に、例えば円筒形状の、縦方向に褶曲されたフィルタ折り目の形式のフィルタ媒体は、特に2成分ノズルの噴射又は噴霧領域内で回転され、その場合にその2成分ノズルはフィルタ媒体の縦方向に双方向移動し、そのようにしてプリーツをつけられたフィルタ媒体上に次第に増加する層厚を有するジャケットを形成する。このような塗布ノズルが静止していて、フィルタ媒体が回転するのと同時に縦方向に往復移動してもよい。
【0035】
冷却されてトリミングされた繊維材料は、例えば会社ロゴなどのようなイメージ又は文字標識を印刷することができる。継目なしに回りに噴射する利点の他に、付着されるべき繊維ジャケットのための材料使用、層厚、及び極性が可変に維持されて顧客要望に直接に適合される。予め定めることができる機能的な層付与もこれに寄与し、スパンスプレイ層は、その機能性を制御され、例えばそれはその極性、境界表面の活性、又は添加物の挿入に関するものである。可能な折り目安定化の他に、このようにして本発明に係るフィルタ要素は、汚れ吸収容量、貫流挙動、及び安定性(交番流疲労)に関して広い範囲内で調節される。
【0036】
特にスパンスプレイ層を、前段に接続された前置フィルタ段及び後段に接続された後置フィルタ段として使用する場合に、フィルタ媒体の貫流方向に見て媒体の前と後ろに配置され、選択された配置がいわゆる移行ブレーキとして利用され、すなわちフィルタ媒体自体の汚れ粒子がそれぞれ使用されるフィルタ媒体材料を通して後段に接続されたスパンスプレイ層を介して確実に捕捉されて支配されるので、その他の媒体循環は、フィルタのこのような内部の汚れ成分を免れ続ける。
【0037】
以下、図面を用いて本発明を詳細に説明する。図は、原理的かつ縮尺にとらわれない表示である。
【図面の簡単な説明】
【0038】
【図1】本発明に基づいて形成された、繊維材料を有するフィルタ要素を部分的かつ模式的に示す横断面図である。
【図2】本発明に基づいて形成された、繊維材料を有するフィルタ要素の横断面を示す上面図である。
【図3】フィルタ要素を形成するための本発明に係る方法を実施するための装置を模式的に示す図である。
【図4】繊維を形成してフィルタ要素のフィルタ媒体上に塗布するための2成分ノズルを模式的に示す横断面図である。
【図5】搬送空気流の影響を受けて図4の2成分ノズルから流出する繊維の基礎材料の溶融物の噴流が絞られることを模式的に示す図である。
【図6】2成分ノズルを通過する間及び通過した後の繊維のための基礎材料内の分子の配向が高まることを模式的に示す図である。
【発明を実施するための形態】
【0039】
図1には、通例のように構成されたフィルタマットからなるプリーツをつけたフィルタ媒体2が、部分的かつ模式的な横断面図で示されており、そのフィルタ媒体2は、規則的な間隔で個々の折り目4を有しており、それらの折り目は正弦波状の推移の形式で互いに接して延びている。図1に示す平坦な位置から円筒状に彎曲されたフィルタ媒体2は、図2に示す円筒状のフィルタ要素1の一部であって、そのフィルタ要素1は、液状又はガス状の流体を濾過するために用いられる。フィルタ媒体2は、多層で構成されており、通例のように、例えば不織布と繊維材料及び個別織物から形成された多数の層の積層から形成することができる。穴格子パイプ、及び穴あきのエキスパンドメタルジャケットも、特にフィルタ媒体のための内側に位置する支持パイプ2’を形成するために用いられる。好ましくは、エキスパンドメタルジャケットあるいは穴格子パイプのために、ステンレススチール又は亜鉛メッキ鋼が使用される。しかしまた、内側の支持パイプ2’を形成するためにプラスチックの解決法も可能である。さらに図2が示すように、フィルタ媒体2の折り目エッジが内周側において、支持パイプ2’の外周側に接触する。フィルタ要素は、通例のように支持パイプ及び二つの終端キャップを有して、管理可能なフィルタ装置として通常のフィルタハウジング(図示せず)内へ交換可能に挿入される。
【0040】
図1においてフィルタ媒体2の折り目4の上端縁に位置する、フィルタ媒体2の外側の折り目の背を(この場合において外側がフィルタ要素1のための未濾過流体の流入側を表す)、流入する流体媒体の流れ力による負荷が高い場合でも、その位置において安定させるために、繊維層がフィルタ媒体2の表面領域3へ付着させられている。繊維層は、図2に示すように、繊維ジャケット6として円筒形状のフィルタ媒体2の外側の回りにほぼ一定の層厚で巻き付けられている。
【0041】
繊維ジャケット6のこのような個々の繊維5を付着させるために、図3に関して模式的に示される塗布方法と、一体化された加熱装置10を有する押出し装置9から基本的に構成される装置及び2成分ノズル11(図4を参照)の形式の噴射又は噴霧装置8が用いられる。
【0042】
図示の実施例において、繊維5を形成するための好ましくは熱可塑性プラスチックとして形成された基礎材料7が使用され、その場合に回転数制御可能な電動機13によって駆動される押出し装置9から細粒が供給される。そのためにプラスチック細粒が、漏斗状の底を有するストック容器14内に貯蔵されていて、加熱又は溶融装置10によって例えば約190℃の温度で液化される。その場合に、押出し設備において一般的なスクリュー溝15内で、プラスチック溶融物は、約35バールまで圧力が増加する他に、285℃までさらに加熱されてその粘性を減少させながら、図4に詳細に示す2成分ノズル11として形成された噴射及び噴霧装置8へ達する。図示の方法プロセスは、好ましくは連続的に実施されるが、予め定められた中断をもって非連続的に実施されてもよい。
【0043】
図4は、図2の横断面図に詳細に示されているように、図3に模式的に示す円筒状のフィルタ要素1上に塗布する目的で繊維5を形成するための2成分ノズル11の縦断面を模式的に示している。
【0044】
2成分ノズル11は、原則的に、熱い搬送空気流12と基礎材料7のプラスチック溶融物を混合し、あるいは一緒に案内するために用いられる。そのために、2成分ノズル11は、円筒状の第1の外側ノズルボディ16から形成されており、その外側ノズルボディ16が搬送空気流12のための上方の供給領域又は供給開口部17を有している。第1のあるいは外側ノズルボディ16内の中央に第2の内側ノズルボディ18が配置されており、第2のノズルボディ18はその内部に液状の基礎材料7のための供給通路19を有している。基礎材料7は、押出し装置9とスクリュー溝15から内側ノズルボディ18内へ来て、約35バールの圧力と約280℃の温度で供給通路19内へ流入する。そのために、ノズルボディ18は、円錐状に尖った角度で細くなる通路ガイドを有しており、円錐状に細くなるノズル形状の供給通路19は、吹出し空気通路20の直径の数倍だけ細くなる。供給通路19は、その下方の自由端部に、円錐状の端縁を備えた流出開口部21を有しており、その場合にその端縁が第1のノズルボディ16の流出開口部23内へ突出している。それゆえに第1のノズルボディ16は、第2のノズルボディ18を径方向及び軸方向に距離をもって吹出し通路20を形成しながら全周面で包囲している。二つの隣接する流出通路21と23は、関係するノズルボディ18ないし16の縦軸線に対して同軸に配置されている。内側ノズルボディ18の流出開口部21の端縁は、外側ノズルボディ16の流出開口部23から次のように、すなわち搬送空気流12のための狭い流出横断面が生じるように、及び従って液状の基礎材料7の流出領域内における加速が生じるように隔たっている。
【0045】
2成分ノズル11を出る際に加速する搬送空気流12の作用が図5で明らかにされており、その場合にプラスチック溶融物の噴流絞りが生じ、及び特に図6に示されるように、最初は混沌として存在する基礎材料7の分子が、それぞれの繊維5が形成される際に噴霧噴流内で徐々に方向付けされる。それによって、内側の分子配置により安定化した極めて低い光学的複屈折値を有する繊維構造が生みだされる。
【0046】
図3がさらに示すように、繊維塗布のための2成分ノズル11から形成される繊維5を均一に塗布するために、予定されたフィルタ要素1のフィルタ媒体2の外側が、原理的に示される装置25内で次のように、すなわち記載の双方向矢印に示されるようにその縦軸線24を中心に回転しながら2成分ノズル11の領域内で移動することができるように組み込まれ、それによって褶曲されたフィルタ媒体2上に繊維5の均一な塗布を、そしてまた繊維5の質量分布において固有に制御される、この繊維5の塗布を行なうことができる。その場合にフィルタ要素1は、逆の矢印の方向にもその縦軸線24に対して同軸に、装置25によって回転運動に重畳して移動することができる。
【0047】
それによって、図1がさらに明らかにするように、任意のろ過精度で定められた繊維ジャケット6をプリーツのついたフィルタ媒体2上に塗布することができる。熱い状態で塗布されて繊維5を形成する基礎材料7は折り目4の間にも達し、その場合に折り目4の間の質量集中が予め定められた範囲で可能とされ得る。基礎材料7は、その加熱されて溶融物として存在する形態において粘着性の表面を有し、場合によっては及び使用されるフィルタ媒体2の材料によってはフィルタ媒体2の折り目エッジ又は折り目の背と材料結合で結合することもできる。
【0048】
さらに、基礎材料7の冷却時に、繊維5及びそれから形成される繊維ジャケット6の収縮プロセスが発生し、その収縮プロセスは、フィルタ媒体2を包囲する、特に円筒状のフィルタ媒体2を包囲する、横断面において継ぎ目のないフィルタジャケット6において、横向きの力が、縦軸線24に対してあるいはフィルタ要素1の内部空間に対して径方向に向けられることをもたらし、それによって繊維5が折り目4に少なくとも確実に力結合の様態で接触することが可能である。
【0049】
図1がさらに明らかにするように、折り目4の間への繊維5の湾入によって、スペーサ27として働く基礎材料7の集積が形成される。このようにして、高い機械的負荷をもたらすフィルタ要素1の作動条件の下でも、フィルタ媒体2の折り目4の確実な固定と保護が得られる。図示の実施例において、繊維5は折り目の縦方向への整列に対してほぼ横方向に、従ってフィルタ要素1の縦軸線24に対して横方向に方向付けされる。しかしここでは、交番する繊維塗布方向を有する繊維塗布が特に好ましいと見なされる。というのも、このような解決法はフィルタ要素全体のための高い破裂及び圧壊強度をもたらすからである。
【特許請求の範囲】
【請求項1】
個々のフィルタ折り目(4)を有する第1のフィルタ媒体(2)と、フィルタ折り目(4)を少なくとも領域的にマット状のフィルタジャケット(6)の様態で包囲する第2のフィルタ媒体とを有し、前記フィルタジャケット(6)が個々の繊維(5)から構成されるフィルタ要素(1)を形成する方法であって、
個々の繊維(5)を形成するために、固体の基礎材料が溶融物に変えられ、前記溶融物が少なくとも一つのノズル装置(8)を介して流体の搬送流の付加のもとで方向付けされた繊維形状で第1のフィルタ媒体(2)上に次のように、すなわち個々の繊維(5)が少なくとも第1のフィルタ媒体(2)と接触した後にフィルタジャケット(6)を形成しながら硬化するように、噴射又は噴霧されること、及び
繊維塗布中に第2のフィルタ媒体(6)を徐々にマット構造にするために、それぞれのノズル装置(8)とプリーツをつけられた第1のフィルタ媒体(2)とが互いに相対移動を実施すること、及び/又は
ノズル装置(8)が予め定めることができる噴霧又は噴射方向において、第1のフィルタ媒体(2)の外側輪郭に沿って繊維塗布を行なうこと、を特徴とするフィルタ要素を形成する方法。
【請求項2】
繊維(5)が次のように、すなわち塗布された繊維(5)が折り目(4)をそれらの所定の位置に保持し、並びに/又はフィルタ媒体(2)のための前置フィルタ段及び/若しくは後置フィルタ段を形成するように、第1のフィルタ媒体(2)上に塗布されることを特徴とする請求項1に記載の方法。
【請求項3】
塗布された繊維(5)が、折り目(4)の間に少なくとも一つの繊維材料ウェブを形成することを特徴とする請求項1又は2に記載の方法。
【請求項4】
繊維(5)が、フィルタジャケット(6)を形成する中で第1のフィルタ媒体(2)上に予め定められた層厚で塗布されることを特徴とする請求項1から3のいずれか一項に記載の方法。
【請求項5】
繊維(5)が、約2mmから6mmの層厚で第1のフィルタ媒体(2)上に塗布されることを特徴とする請求項4に記載の方法。
【請求項6】
前置フィルタ段又は後置フィルタ段が形成されるとき、第2のフィルタ媒体(6)を形成する繊維(5)の層のために、第1のフィルタ媒体(2)よりも低い又は高いフィルタろ過精度が選択されることを特徴とする請求項4又は5に記載の方法。
【請求項7】
好ましくは円筒状に形成されたフィルタ要素(1)が回転運動する間に、繊維(5)が第1のフィルタ媒体(2)上に塗布されることを特徴とする請求項1から6のいずれか一項に記載の方法。
【請求項8】
フィルタジャケット(6)が、第1のフィルタ媒体(2)上に塗布された後に、直径が収縮すること、及び/又は
繊維(5)によって形成されるフィルタジャケット(6)の形体の層が、継目なしに形成されることを特徴とする請求項4から7のいずれか一項に記載の方法。
【請求項9】
繊維(5)が、室温より高い温度で第1のフィルタ媒体(2)上に塗布されることを特徴とする請求項1から8のいずれか一項に記載の方法。
【請求項10】
繊維(5)の配向が、予め定められていることを特徴とする請求項1から9のいずれか一項に記載の方法。
【請求項11】
繊維(5)が、第1のフィルタ媒体(2)の折り目(4)に対して約20°から90°の横方向で塗布されることを特徴とする請求項10に記載の方法。
【請求項12】
繊維(5)が、前置フィルタ段及び/又は後置フィルタ段を形成しながら、第1のフィルタ媒体(2)の未濾過流体側及び/又は濾過流体側に塗布されることを特徴とする請求項1から11のいずれか一項に記載の方法。
【請求項13】
繊維(5)が、接着結合によって、及び/又は第1のフィルタ媒体(2)の折り目(4)へ向けられた横向きの力による、フィルタ媒体(2)のその他の繊維との形状結合及び/又は力結合で結合されることを特徴とする請求項1から12のいずれか1に記載の方法。
【請求項14】
繊維(5)の層が、ケイ酸塩、酸化物、炭酸塩、シリカゲル、ポリマー、微小ガラス玉のようなフィルタ補助物質若しくは低いかさ密度を有するその他の多孔性物質を含むこと、及び/又は繊維(5)の層が、設定可能な極性で形成されることを特徴とする請求項4から13のいずれか一項に記載の方法。
【請求項15】
少なくとも以下のさらなる方法ステップ、すなわち:
繊維(5)の基礎材料(7)の液化ステップ、
液化された基礎材料を、噴射又は噴霧装置(8)内へ給送するステップ、及び
繊維(5)を定められた厚みの層として第1のフィルタ媒体(2)上に塗布するステップ、を有する請求項1から14のいずれか一項に記載の方法。
【請求項16】
基礎材料(7)の液化と噴射又は噴霧装置(8)への給送とが、加熱装置(10)を有する押出し装置(9)によって行なわれることを特徴とする請求項15に記載の方法。
【請求項17】
噴射又は噴霧装置(8)が、2成分ノズル(11)によって形成され、前記2成分ノズルが液化された基礎材料(7)を搬送空気流(12)へ載せ、前記搬送空気流を用いて繊維(5)が形成され、個々の繊維分子が方向付けされて、繊維(5)が第1のフィルタ媒体(2)へ塗布されることを特徴とする請求項15又は16に記載の方法。
【請求項18】
第1のフィルタ媒体(2)が、繊維(5)の塗布の間、装置(25)内に取り付けられ、前記装置(25)が第1のフィルタ媒体(2)を予め定められた角速度で回転させることを特徴とする請求項7から17のいずれか一項に記載の方法。
【請求項19】
繊維(5)が、スパンスプレイ法で形成されて、第1のフィルタ媒体(2)上に塗布されることを特徴とする請求項1から18のいずれか一項に記載の方法。
【請求項20】
本方法が、繊維ジャケット(6)のトリミングとそれに続いて繊維ジャケット(6)上にイメージ又は文字標識を設けることを含むことを特徴とする請求項1から19のいずれか一項に記載の方法。
【請求項1】
個々のフィルタ折り目(4)を有する第1のフィルタ媒体(2)と、フィルタ折り目(4)を少なくとも領域的にマット状のフィルタジャケット(6)の様態で包囲する第2のフィルタ媒体とを有し、前記フィルタジャケット(6)が個々の繊維(5)から構成されるフィルタ要素(1)を形成する方法であって、
個々の繊維(5)を形成するために、固体の基礎材料が溶融物に変えられ、前記溶融物が少なくとも一つのノズル装置(8)を介して流体の搬送流の付加のもとで方向付けされた繊維形状で第1のフィルタ媒体(2)上に次のように、すなわち個々の繊維(5)が少なくとも第1のフィルタ媒体(2)と接触した後にフィルタジャケット(6)を形成しながら硬化するように、噴射又は噴霧されること、及び
繊維塗布中に第2のフィルタ媒体(6)を徐々にマット構造にするために、それぞれのノズル装置(8)とプリーツをつけられた第1のフィルタ媒体(2)とが互いに相対移動を実施すること、及び/又は
ノズル装置(8)が予め定めることができる噴霧又は噴射方向において、第1のフィルタ媒体(2)の外側輪郭に沿って繊維塗布を行なうこと、を特徴とするフィルタ要素を形成する方法。
【請求項2】
繊維(5)が次のように、すなわち塗布された繊維(5)が折り目(4)をそれらの所定の位置に保持し、並びに/又はフィルタ媒体(2)のための前置フィルタ段及び/若しくは後置フィルタ段を形成するように、第1のフィルタ媒体(2)上に塗布されることを特徴とする請求項1に記載の方法。
【請求項3】
塗布された繊維(5)が、折り目(4)の間に少なくとも一つの繊維材料ウェブを形成することを特徴とする請求項1又は2に記載の方法。
【請求項4】
繊維(5)が、フィルタジャケット(6)を形成する中で第1のフィルタ媒体(2)上に予め定められた層厚で塗布されることを特徴とする請求項1から3のいずれか一項に記載の方法。
【請求項5】
繊維(5)が、約2mmから6mmの層厚で第1のフィルタ媒体(2)上に塗布されることを特徴とする請求項4に記載の方法。
【請求項6】
前置フィルタ段又は後置フィルタ段が形成されるとき、第2のフィルタ媒体(6)を形成する繊維(5)の層のために、第1のフィルタ媒体(2)よりも低い又は高いフィルタろ過精度が選択されることを特徴とする請求項4又は5に記載の方法。
【請求項7】
好ましくは円筒状に形成されたフィルタ要素(1)が回転運動する間に、繊維(5)が第1のフィルタ媒体(2)上に塗布されることを特徴とする請求項1から6のいずれか一項に記載の方法。
【請求項8】
フィルタジャケット(6)が、第1のフィルタ媒体(2)上に塗布された後に、直径が収縮すること、及び/又は
繊維(5)によって形成されるフィルタジャケット(6)の形体の層が、継目なしに形成されることを特徴とする請求項4から7のいずれか一項に記載の方法。
【請求項9】
繊維(5)が、室温より高い温度で第1のフィルタ媒体(2)上に塗布されることを特徴とする請求項1から8のいずれか一項に記載の方法。
【請求項10】
繊維(5)の配向が、予め定められていることを特徴とする請求項1から9のいずれか一項に記載の方法。
【請求項11】
繊維(5)が、第1のフィルタ媒体(2)の折り目(4)に対して約20°から90°の横方向で塗布されることを特徴とする請求項10に記載の方法。
【請求項12】
繊維(5)が、前置フィルタ段及び/又は後置フィルタ段を形成しながら、第1のフィルタ媒体(2)の未濾過流体側及び/又は濾過流体側に塗布されることを特徴とする請求項1から11のいずれか一項に記載の方法。
【請求項13】
繊維(5)が、接着結合によって、及び/又は第1のフィルタ媒体(2)の折り目(4)へ向けられた横向きの力による、フィルタ媒体(2)のその他の繊維との形状結合及び/又は力結合で結合されることを特徴とする請求項1から12のいずれか1に記載の方法。
【請求項14】
繊維(5)の層が、ケイ酸塩、酸化物、炭酸塩、シリカゲル、ポリマー、微小ガラス玉のようなフィルタ補助物質若しくは低いかさ密度を有するその他の多孔性物質を含むこと、及び/又は繊維(5)の層が、設定可能な極性で形成されることを特徴とする請求項4から13のいずれか一項に記載の方法。
【請求項15】
少なくとも以下のさらなる方法ステップ、すなわち:
繊維(5)の基礎材料(7)の液化ステップ、
液化された基礎材料を、噴射又は噴霧装置(8)内へ給送するステップ、及び
繊維(5)を定められた厚みの層として第1のフィルタ媒体(2)上に塗布するステップ、を有する請求項1から14のいずれか一項に記載の方法。
【請求項16】
基礎材料(7)の液化と噴射又は噴霧装置(8)への給送とが、加熱装置(10)を有する押出し装置(9)によって行なわれることを特徴とする請求項15に記載の方法。
【請求項17】
噴射又は噴霧装置(8)が、2成分ノズル(11)によって形成され、前記2成分ノズルが液化された基礎材料(7)を搬送空気流(12)へ載せ、前記搬送空気流を用いて繊維(5)が形成され、個々の繊維分子が方向付けされて、繊維(5)が第1のフィルタ媒体(2)へ塗布されることを特徴とする請求項15又は16に記載の方法。
【請求項18】
第1のフィルタ媒体(2)が、繊維(5)の塗布の間、装置(25)内に取り付けられ、前記装置(25)が第1のフィルタ媒体(2)を予め定められた角速度で回転させることを特徴とする請求項7から17のいずれか一項に記載の方法。
【請求項19】
繊維(5)が、スパンスプレイ法で形成されて、第1のフィルタ媒体(2)上に塗布されることを特徴とする請求項1から18のいずれか一項に記載の方法。
【請求項20】
本方法が、繊維ジャケット(6)のトリミングとそれに続いて繊維ジャケット(6)上にイメージ又は文字標識を設けることを含むことを特徴とする請求項1から19のいずれか一項に記載の方法。
【図1】

【図2】

【図3】

【図4】

【図5】
【図6】

【図2】
【図3】
【図4】
【図5】
【図6】
【公表番号】特表2013−504409(P2013−504409A)
【公表日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願番号】特願2012−528261(P2012−528261)
【出願日】平成22年9月7日(2010.9.7)
【国際出願番号】PCT/EP2010/005474
【国際公開番号】WO2011/029568
【国際公開日】平成23年3月17日(2011.3.17)
【出願人】(511004689)ハイダック フィルターテヒニク ゲゼルシャフト ミット ベシュレンクテル ハフツング (21)
【Fターム(参考)】
【公表日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願日】平成22年9月7日(2010.9.7)
【国際出願番号】PCT/EP2010/005474
【国際公開番号】WO2011/029568
【国際公開日】平成23年3月17日(2011.3.17)
【出願人】(511004689)ハイダック フィルターテヒニク ゲゼルシャフト ミット ベシュレンクテル ハフツング (21)
【Fターム(参考)】
[ Back to top ]