
厚鋼板のサブマージアーク溶接方法
【課題】従来どおりの溶け込み深さを確保しながら、溶接入熱を効果的に低減して、溶接欠陥の少ない高品質溶接部を得ることができる厚鋼板のサブマージアーク溶接方法を提供する。
【解決手段】2電極以上の多電極サブマージアーク溶接において、第1電極としてワイヤ径が3.2mm以下のフラックス入りワイヤを用い、800A以上の電流で溶接する。
【解決手段】2電極以上の多電極サブマージアーク溶接において、第1電極としてワイヤ径が3.2mm以下のフラックス入りワイヤを用い、800A以上の電流で溶接する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、大径鋼管のシーム溶接などの用途に供して好適な厚鋼板のサブマージアーク溶接方法に関し、特に厚鋼板の溶接に際し、高能率の下で高品質の溶接部を得ようとするものである。
【背景技術】
【0002】
サブマージアーク溶接は、溶接部の品質が優れていること、ビード外観が美麗であること、そしてなによりスラグにより溶融池がシールドされるため、大入熱での溶接が可能であるという特徴を有している。
そのため、溶接線が直線で長い厚鋼板の溶接には、2電極以上のサブマージアーク溶接が一般に適用され、高品質で高能率の溶接施工が行われている。
【0003】
厚鋼板の溶接能率を高めるためには、溶け込み深さ(鋼板表面から溶接金属下端までの距離)と溶着速度の増大が必要である。
サブマージアーク溶接は、ガスシールドアーク溶接に比べて大電流を適用できるため、深い溶け込みを得ることができ、厚鋼板の溶接能率を高めるのに適している。しかしながら、大電流大入熱溶接が可能であるという利点により、溶接能率と欠陥抑制(スラグ巻き込み防止等)を重視するあまり、溶接入熱が過剰になり、溶接部特に熱影響部(HAZ部)の靭性が劣化するという問題がある。
【0004】
この点、かような問題なしに、サブマージアーク溶接の溶け込み深さおよび溶着速度をさらに高めることができれば、過剰な入熱に起因した溶接部の靭性劣化やHAZの軟化による継手強度低下などの問題を克服することが可能となる。
なお、溶接入熱を下げた場合、必然的に溶着量が減少するので、開先断面積を溶着量の減少分に合わせて減らす必要が生じる。このため、より一層の深溶け込み溶接を行わなければ、溶け込み不足を生じてしまう。
従って、上記の問題を解決するには、投入入熱の低減と溶け込み深さの増大という相反する課題を両立させる必要がある。
【0005】
例えば、特許文献1には、最後方電極より先行する少なくとも1本の先行電極ワイヤ径を最後方電極よりも細径にし、かつ先行電極の少なくとも1極に直流電源を使用することからなる小入熱多電極サブマージアーク溶接方法が提案されている。
しかしながら、この方法では、本発明で所期したほど良好な溶け込み深さおよび溶着速度は得られないという問題と、スラグ巻き込み等の欠陥が増大するという問題があった。というのは、電流密度が不足しているため、溶け込み深さの増大と共に溶着量を増大させる効果が不十分であるだけでなく、細径ワイヤ適用によって生じる溶融池の後方への強い流れを制御することができないからである。
【0006】
また、特許文献2には、電極径に応じて電流密度を高めることによって、溶け込み深さを増大させるサブマージアーク溶接方法が提案されている。
しかしながら、この方法では、電流および電流密度が不十分であるため、入熱の大幅な低減と溶け込み深さの増大を両立させることは困難であった。
【0007】
【特許文献1】特開昭52−82652号公報
【特許文献2】特開平10−109171号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
大径鋼管の溶接に際しては、高能率でかつ欠陥のない健全な溶接部を得るために、大電流大入熱でのシーム溶接が可能なサブマージアーク溶接が多用されている。しかしながら、大入熱のサブマージアーク溶接は、板厚方向だけでなく、板幅方向にも母材を溶解する。すなわち、本来、熱エネルギーの投入が不要な板幅方向の母材の溶解にも大量の熱エネルギーが消費されるため、溶接入熱が増大し、溶接金属や溶接熱影響部の靭性劣化を招いていたことは前述したとおりである。
【0009】
しかしながら、アークエネルギーをできるだけ板厚方向のみに投入することによって、必要な溶け込み深さを確保し、板幅方向の母材の溶解は抑制することができれば、過剰な溶接入熱を省略でき、入熱低減効果により溶接HAZ部 (熱影響部)の靭性向上が可能となる。
【0010】
本発明は、上記の要請に有利に応えるもので、従来どおりの溶け込み深さを確保しながら、溶接入熱を効果的に低減することにより、溶接欠陥の少ない高品質溶接部を得て、靭性や継手強度など溶接部特性の劣化を効果的に抑制することができる、厚鋼板のサブマージアーク溶接方法を提案することを目的とする。
【課題を解決するための手段】
【0011】
すなわち、本発明の要旨構成は次のとおりである。
1.2電極以上の多電極サブマージアーク溶接において、第1電極としてワイヤ径が3.2 mm以下のフラックス入りワイヤを用い、800A以上の電流で溶接することを特徴とする厚鋼板のサブマージアーク溶接方法。
【0012】
2.第1電極への給電に直流定電圧電源を用いることを特徴とする上記1に記載のサブマージアーク溶接方法。
【0013】
3.溶接ワイヤの中心で測定する各電極間の距離が鋼板表面で30mm以下、また第1電極の傾斜角度が溶接進行方向に対して−15°〜+15°で、かつ後続の電極の傾斜角度が直前の電極に対して0〜30°であることを特徴とする上記1または2に記載のサブマージアーク溶接方法。
【0014】
4.鋼板の片面に開先加工を施し、開先断面積Sが次式(1)
S≦7.6t−40.8 --- (1)
ここで、S:開先断面積(mm2)
t:板厚(mm)
を満足する条件下で溶接を実施することを特徴とする上記1〜3のいずれかに記載のサブマージアーク溶接方法。
【0015】
5.鋼板の表裏両面にそれぞれ開先加工を施し、開先断面積Sが次式(2)
S≦3.15t−14 --- (2)
ここで、S:開先断面積(mm2)
t:板厚(mm)
を満足する条件下で溶接を実施することを特徴とする上記1〜3のいずれかに記載のサブマージアーク溶接方法。
【発明の効果】
【0016】
本発明の効果を掲げると、次のとおりである。
a)適正な溶け込み深さを維持しながら溶接入熱を大幅に低減することができ、その結果、溶接金属および溶接熱影響部で優れた低温靭性を得ることができる。
b)高強度鋼管で問題になる溶接熱影響部の軟化を抑制できるので、安定な継手強度を得ることができる。
c)本発明のように、ビードの幅に対して溶け込み深さの比率が大きい溶接を行った場合に発生し易いスラグ巻き込みなどの溶接欠陥は、フラックスコアードワイヤを適用することによって大幅に抑制することができ、その結果、高品質の溶接金属を得ることが可能となる。
d)製造者側からすれば、靭性が十分でなかった例えばCが多く、Cu,Ni等の合金元素が少ない、低コスト鋼材を適用することが可能になり、製造コストの低減も可能になる。
【発明を実施するための最良の形態】
【0017】
以下、本発明を具体的に説明する。
多電極溶接において溶け込み深さへの寄与が大きいのは第1電極と第2電極であるが、特に大きいのは第1電極である。
そこで、発明者らは、この第1電極として最適の形態について検討を重ねた。
その結果、第1電極として、細径のフラックス入りワイヤ(フラックスコアードワイヤともいう)を用いることが所期した目的達成のために、極めて有効であることの知見を得た。
【0018】
すなわち、フラックス入りワイヤは、ワイヤ中に粉体の充填材を含むため、同じワイヤ径のソリッドワイヤに比べて断面積上の金属部分が少ない。そのため、実質的な電流密度が高くなる。電流密度が高くなると、アークが集中し、アークエネルギーが板厚方向に投入されるようになるため、溶け込み深さおよび溶着速度が同径のソリッドワイヤに比べて大きくなる。すなわち、細径のフラックス入りワイヤを用いることにより、深い溶け込み深さを得ることができ、さらに細径化によりワイヤ溶融速度を向上させて溶接入熱当たりの溶着量を増加させることができるので、低入熱溶接で高い溶着速度と深い溶け込み深さの両者が達成できるのである。
この点、ソリッドワイヤでは、同じ径でも金属部分の断面積が大きく、その分電流密度の低下が避けられないので、十分な効果は得られない。
【0019】
ここに、第1電極のワイヤ径は3.2mm以下とする必要がある。というのは、ワイヤ径が 3.2mm超では、十分な電流密度の向上、ひいては溶け込み深さおよび溶着速度の増大が望めないからである。なお、ワイヤ径の下限については1.8mmとするのが好ましい。というのは、ワイヤ径がこれより細くなると、ワイヤ送給速度が速くなりすぎて溶接機が対応できなくなるばかりでなく、ワイヤの抵抗発熱が大きくなりすぎ、ワイヤが溶けすぎるため、アーク長が一定にならず溶接条件が不安定になるからである。
【0020】
また、フラックスコアードワイヤを適用するメリットとして、スラグ巻き込みの発生を効果的に抑制できることが挙げられる。この理由は定かではないが、溶滴が移行に際して細粒化し、アークが安定化するためと考えられる。
この効果を得るには、フラックス入りワイヤに充填する粉体に含まれる金属酸化物成分を粉体重量の1mass%以上とすることが望ましい。また、高溶着速度を得るためには、粉体に含まれる金属成分を粉体重量の80mass%以上とすることが望ましい。
【0021】
なお、本発明では、第1電極以外の電極については、特に制限はなく、通常のソリッドワイヤを用いることができる。また、本発明のフラックスコアードワイヤを用いても何ら問題ない。
また、ワイヤ径についても特に制限はなく、従来から使用される4.0〜6.4mm程度の径のワイヤを使用することができる。
【0022】
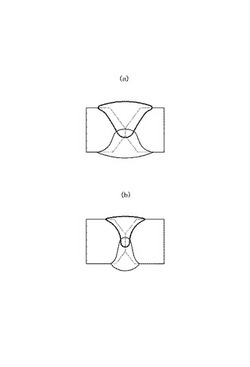
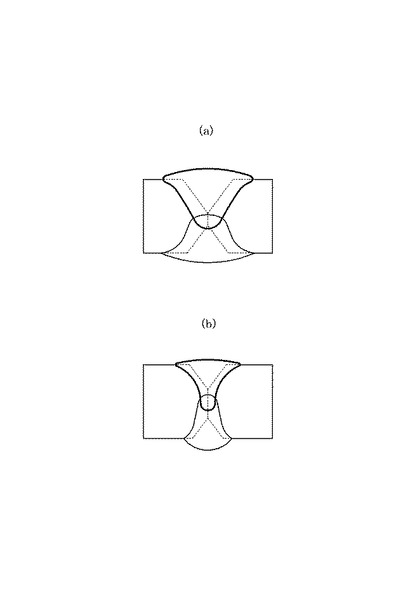
図1に、本発明に従うサブマージアーク溶接の溶け込み挙動を、従来のサブマージアーク溶接における溶け込み挙動と比較して示す。
同図(a)に示したように、従来は、大電流大入熱溶接を指向していたことから、開先断面性が大きく、かかる大開先断面性の下で高能率溶接を実施していたため、板厚方向だけでなく、板幅方向にも母材が溶解され、その結果、不要に熱エネルギーが消費されていただけでなく、溶接熱影響部の靭性劣化を余儀なくされていた。
これに対し、本発明では、同図(b)に示すように、ワイヤの径を細くして、アークを絞り、かつ深い溶け込みを得ることができるので、開先断面性を小さくしてトータル溶着量を低減することができ、その結果、低入熱の溶接が可能となり、溶接熱影響部の靭性劣化も防止することができる。
【0023】
次に、図2に、同一の溶接条件下でワイヤ径を種々に異ならせた場合における、溶接電流と溶着量との関係について調べた結果を示す。
同図に示したとおり、ワイヤ径を細くするほど、同じ溶接電流値での溶着量は増大し、この傾向は、溶接電流が800A以上で顕著になる。
従って、細径のワイヤを用い、800A以上の溶接電流で溶接すれば、開先断面積を減少させ、トータルの溶着量を低減した場合であっても、深い溶け込みを得ることができ、かつ低入熱の溶接が可能になったのである。
なお、溶接電流があまりに大きくなると、入熱量の増大が避けられず、HAZ部靱性に悪影響を及ぼすようになるので、溶接電流の上限は1400A程度とするのが好適である。
【0024】
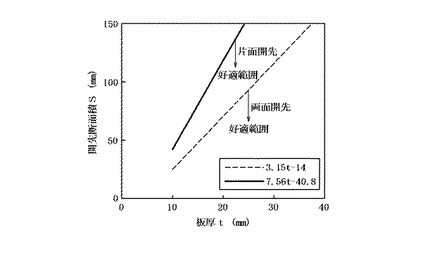
次に、図3に、鋼板の片面または表裏両面にそれぞれ、開先加工を施し、同一の条件でサブマージアーク溶接を行った場合に、適正な溶接を行うことができる板厚と開先断面積との関係について調べた結果を、整理した示す。
図中、実線が鋼板の片面のみに開先加工を施した場合、また破線が鋼板の表裏両面にそれぞれ開先加工を施した場合であり、本発明では、開先断面積を小さく保つことによって所望の効果を得ることができる。
【0025】
同図に示したとおり、鋼板の片面のみに開先加工を施した場合には、開先断面積Sが次式(1)
S≦7.6t−40.8 --- (1)
ここで、S:開先断面積(mm2)
t:板厚(mm)
の関係を満足する場合に、良好なサブマージアーク溶接を行うことができた。
また、鋼板の両面にそれぞれ開先加工を施した場合には、開先断面積Sが次式(2)
S≦3.15t−14 --- (2)
ここで、S:開先断面積(mm2)
t:板厚(mm)
の関係を満足する場合に、良好なサブマージアーク溶接を行うことができた。
このように、本発明では、開先断面積を小さく保つことによって所望の効果を得ることができる。
【0026】
本発明で対象とする厚鋼板とは、板厚が6mm以上のものを指すが、板厚が10mm以上の場合には、上述したように、鋼板の表裏両面に開先加工を施す実施形態とすることがより有利である。
【0027】
本発明において、第1電極は細径ワイヤであるため、高速で送給する必要がある。かような高速送給のためには、第1電極への給電は直流定電圧特性の電源を用いることが有利である。この直流定電圧特性電源は、垂下特性電源に比べて安定した溶接が可能となる。
【0028】
また、本発明では、溶接ワイヤの中心で測定する各電極間の距離が鋼板表面で30mm以下(好ましくは7mm以上)とすることが望ましい。
さらに、電極の傾斜角度については、溶接進行方向に対して被処理鋼板に垂直な線を0°として、第1電極の傾斜角度を−15〜+15°、後続の電極の傾斜角度は直前の電極に対して0〜30°とすることが好ましい。なお、傾斜角度に関し、−側は後退角側を、+側は前進角側を意味する。
(*5 電極間距離の好適下限値を示して下さい。)
【0029】
第1電極では、極めてエネルギ密度の高い溶接が行われるため、アーク圧力が高く、第1電極、第2電極後方の溶融金属が激しく後方に流れ、凸ビードが形成され易い。しかしながら、2極目以降の電極の配置を適正化することによって、ビード形状を適正に保ち、欠陥のない高品質なビードを得ることが可能になる。
すなわち、電極間距離を30mm以下とすることにより、溶融池の揺動が緩和させて、凸ビードが抑制され、さらに後方に配置される電極を直前の電極に対し0〜30°前進角側に傾斜させることにより、第1電極からの溶融金属の流れを緩和し、溶融池の動きを安定化させて、欠陥のない高品質なビードとすることができる。
【実施例】
【0030】
実施例1
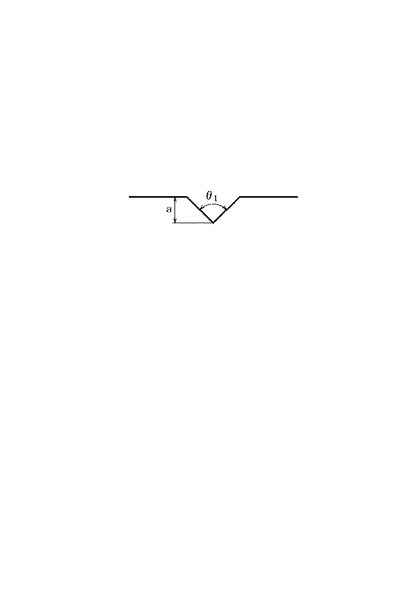
表1に示す成分組成になる鋼板に、表2に示す加工条件で図4に示すような開先加工を施したのち、表3および表4に示す溶接条件で、片面サブマージアーク溶接を実施した。
第1電極にはすべてフラックス入りワイヤを適用した。また、特にX1については、第1電極および第2電極ともフラックス入りワイヤを適用した。軟鋼による外皮と充填される粉体の重量比率は3:1であり、粉体中のフラックス成分は1.5mass%、金属成分は98mass%とした。フラックスとしては、SiO2−CaO−CaF2を主成分とする溶融型フラックスを用いた。また、第1電極以外の溶接ワイヤとしては、C:0.07mass%、Si:0.5mass%およびMo:0.5mass%を含むソリッドワイヤを用いた。
【0031】
上記したサブマージアーク溶接の際の溶接入熱を、従来法に従った場合の溶接入熱と比較して、表4に示す。
また、表4には、溶け込み深さおよび溶接部外観について調べた結果も併記する。
さらに、表4には、HAZ靱性を評価するために、溶接部のボンド部からシャルピー試験片を採取し、−30℃でのシャルピー吸収エネルギーを測定した結果も、併せて示す。
なお、ここでいう溶け込み深さとは、開先底部より溶け込み先端までの距離を指し、開先内に仮付けビードがあっても、そのビード高さは含まない。
【0032】
【表1】

【0033】
【表2】
【0034】
【表3】
【0035】
【表4】
【0036】
表4に示したとおり、本発明に従う条件下でサブマージアーク溶接を行った場合には、低入熱で、深い溶け込み深さが得られ、またHAZ靱性も良好であった。
いずれも良好な溶接を実施することができた。
【0037】
実施例2
表1に示す成分組成になる鋼板に、表2に示す開先加工を施したのち、板厚ごとに溶接条件を設定して、表5および表6示す溶接条件で内面側溶接を行ったのち、表7および表8に示す溶接条件で外面側溶接を実施した。
第1電極にはすべてフラックス入りワイヤを適用した。軟鋼による外皮と充填される粉体の重量比率は3:1であり、粉体中のフラックス成分は1.5mass%、金属成分は98mass%とした。フラックスとしては、SiO2−CaO−CaF2を主成分とする溶融型フラックスを用いた。また、第1電極以外の溶接ワイヤとしては、C:0.07mass%、Si:0.5mass%およびMo:0.5mass%を含むソリッドワイヤを用いた。
【0038】
上記したサブマージアーク溶接のうち、内面側溶接を行ったの際の溶接入熱、溶け込み深さおよび溶接部外観を表6に、また外面側溶接を行ったの際の溶接入熱、溶け込み深さおよび溶接部外観を表8に、それぞれ併記する。
【0039】
【表5】
【0040】
【表6】
【0041】
【表7】
【0042】
【表8】
【0043】
表5,6に示した内面側溶接(C1〜C5)はすべて発明例であるが、本発明に従った場合には、低入熱で、深い溶け込み深さが得られ、またHAZ靱性も良好であった。
また、表6,7に示した外面側溶接のうち、記号D1,D3,D4,D7,D8,D10が発明例であり、この場合にはいずれも、良好な溶接結果を得ることができた。すなわち、低入熱で、深い溶け込み深さが得られ、またHAZ靱性も良好であった。
これに対し、記号D2は、第3電極の電極角度が大きすぎたため、欠陥が生じると共にビード形状の乱れを生じた。
D5は、第2電極−第3電極間距離が大きすぎたため、スラグ巻き込みの欠陥を生じた。
D6は、第1電極の電流が不足したため、溶け込み不足が生じた。
D9は、第1電極のワイヤ径が太く電流密度が不足したため、溶け込み不足が生じた。
【図面の簡単な説明】
【0044】
【図1】本発明に従うサブマージアーク溶接の溶け込み挙動(b)を、従来のサブマージアーク溶接における溶け込み挙動(a)と比較して示した図である。
【図2】同一の溶接条件下でワイヤ径を種々に異ならせた場合における、溶接電流と溶着量との関係を示した図である。
【図3】鋼板の片面または表裏両面にそれぞれ、開先加工を施し、同一の条件でサブマージアーク溶接を行った場合に、適正な溶接を行うことができる板厚tと開先断面積Sとの関係を示した図である。
【図4】実施例における開先形状を示した図である。
【技術分野】
【0001】
本発明は、大径鋼管のシーム溶接などの用途に供して好適な厚鋼板のサブマージアーク溶接方法に関し、特に厚鋼板の溶接に際し、高能率の下で高品質の溶接部を得ようとするものである。
【背景技術】
【0002】
サブマージアーク溶接は、溶接部の品質が優れていること、ビード外観が美麗であること、そしてなによりスラグにより溶融池がシールドされるため、大入熱での溶接が可能であるという特徴を有している。
そのため、溶接線が直線で長い厚鋼板の溶接には、2電極以上のサブマージアーク溶接が一般に適用され、高品質で高能率の溶接施工が行われている。
【0003】
厚鋼板の溶接能率を高めるためには、溶け込み深さ(鋼板表面から溶接金属下端までの距離)と溶着速度の増大が必要である。
サブマージアーク溶接は、ガスシールドアーク溶接に比べて大電流を適用できるため、深い溶け込みを得ることができ、厚鋼板の溶接能率を高めるのに適している。しかしながら、大電流大入熱溶接が可能であるという利点により、溶接能率と欠陥抑制(スラグ巻き込み防止等)を重視するあまり、溶接入熱が過剰になり、溶接部特に熱影響部(HAZ部)の靭性が劣化するという問題がある。
【0004】
この点、かような問題なしに、サブマージアーク溶接の溶け込み深さおよび溶着速度をさらに高めることができれば、過剰な入熱に起因した溶接部の靭性劣化やHAZの軟化による継手強度低下などの問題を克服することが可能となる。
なお、溶接入熱を下げた場合、必然的に溶着量が減少するので、開先断面積を溶着量の減少分に合わせて減らす必要が生じる。このため、より一層の深溶け込み溶接を行わなければ、溶け込み不足を生じてしまう。
従って、上記の問題を解決するには、投入入熱の低減と溶け込み深さの増大という相反する課題を両立させる必要がある。
【0005】
例えば、特許文献1には、最後方電極より先行する少なくとも1本の先行電極ワイヤ径を最後方電極よりも細径にし、かつ先行電極の少なくとも1極に直流電源を使用することからなる小入熱多電極サブマージアーク溶接方法が提案されている。
しかしながら、この方法では、本発明で所期したほど良好な溶け込み深さおよび溶着速度は得られないという問題と、スラグ巻き込み等の欠陥が増大するという問題があった。というのは、電流密度が不足しているため、溶け込み深さの増大と共に溶着量を増大させる効果が不十分であるだけでなく、細径ワイヤ適用によって生じる溶融池の後方への強い流れを制御することができないからである。
【0006】
また、特許文献2には、電極径に応じて電流密度を高めることによって、溶け込み深さを増大させるサブマージアーク溶接方法が提案されている。
しかしながら、この方法では、電流および電流密度が不十分であるため、入熱の大幅な低減と溶け込み深さの増大を両立させることは困難であった。
【0007】
【特許文献1】特開昭52−82652号公報
【特許文献2】特開平10−109171号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
大径鋼管の溶接に際しては、高能率でかつ欠陥のない健全な溶接部を得るために、大電流大入熱でのシーム溶接が可能なサブマージアーク溶接が多用されている。しかしながら、大入熱のサブマージアーク溶接は、板厚方向だけでなく、板幅方向にも母材を溶解する。すなわち、本来、熱エネルギーの投入が不要な板幅方向の母材の溶解にも大量の熱エネルギーが消費されるため、溶接入熱が増大し、溶接金属や溶接熱影響部の靭性劣化を招いていたことは前述したとおりである。
【0009】
しかしながら、アークエネルギーをできるだけ板厚方向のみに投入することによって、必要な溶け込み深さを確保し、板幅方向の母材の溶解は抑制することができれば、過剰な溶接入熱を省略でき、入熱低減効果により溶接HAZ部 (熱影響部)の靭性向上が可能となる。
【0010】
本発明は、上記の要請に有利に応えるもので、従来どおりの溶け込み深さを確保しながら、溶接入熱を効果的に低減することにより、溶接欠陥の少ない高品質溶接部を得て、靭性や継手強度など溶接部特性の劣化を効果的に抑制することができる、厚鋼板のサブマージアーク溶接方法を提案することを目的とする。
【課題を解決するための手段】
【0011】
すなわち、本発明の要旨構成は次のとおりである。
1.2電極以上の多電極サブマージアーク溶接において、第1電極としてワイヤ径が3.2 mm以下のフラックス入りワイヤを用い、800A以上の電流で溶接することを特徴とする厚鋼板のサブマージアーク溶接方法。
【0012】
2.第1電極への給電に直流定電圧電源を用いることを特徴とする上記1に記載のサブマージアーク溶接方法。
【0013】
3.溶接ワイヤの中心で測定する各電極間の距離が鋼板表面で30mm以下、また第1電極の傾斜角度が溶接進行方向に対して−15°〜+15°で、かつ後続の電極の傾斜角度が直前の電極に対して0〜30°であることを特徴とする上記1または2に記載のサブマージアーク溶接方法。
【0014】
4.鋼板の片面に開先加工を施し、開先断面積Sが次式(1)
S≦7.6t−40.8 --- (1)
ここで、S:開先断面積(mm2)
t:板厚(mm)
を満足する条件下で溶接を実施することを特徴とする上記1〜3のいずれかに記載のサブマージアーク溶接方法。
【0015】
5.鋼板の表裏両面にそれぞれ開先加工を施し、開先断面積Sが次式(2)
S≦3.15t−14 --- (2)
ここで、S:開先断面積(mm2)
t:板厚(mm)
を満足する条件下で溶接を実施することを特徴とする上記1〜3のいずれかに記載のサブマージアーク溶接方法。
【発明の効果】
【0016】
本発明の効果を掲げると、次のとおりである。
a)適正な溶け込み深さを維持しながら溶接入熱を大幅に低減することができ、その結果、溶接金属および溶接熱影響部で優れた低温靭性を得ることができる。
b)高強度鋼管で問題になる溶接熱影響部の軟化を抑制できるので、安定な継手強度を得ることができる。
c)本発明のように、ビードの幅に対して溶け込み深さの比率が大きい溶接を行った場合に発生し易いスラグ巻き込みなどの溶接欠陥は、フラックスコアードワイヤを適用することによって大幅に抑制することができ、その結果、高品質の溶接金属を得ることが可能となる。
d)製造者側からすれば、靭性が十分でなかった例えばCが多く、Cu,Ni等の合金元素が少ない、低コスト鋼材を適用することが可能になり、製造コストの低減も可能になる。
【発明を実施するための最良の形態】
【0017】
以下、本発明を具体的に説明する。
多電極溶接において溶け込み深さへの寄与が大きいのは第1電極と第2電極であるが、特に大きいのは第1電極である。
そこで、発明者らは、この第1電極として最適の形態について検討を重ねた。
その結果、第1電極として、細径のフラックス入りワイヤ(フラックスコアードワイヤともいう)を用いることが所期した目的達成のために、極めて有効であることの知見を得た。
【0018】
すなわち、フラックス入りワイヤは、ワイヤ中に粉体の充填材を含むため、同じワイヤ径のソリッドワイヤに比べて断面積上の金属部分が少ない。そのため、実質的な電流密度が高くなる。電流密度が高くなると、アークが集中し、アークエネルギーが板厚方向に投入されるようになるため、溶け込み深さおよび溶着速度が同径のソリッドワイヤに比べて大きくなる。すなわち、細径のフラックス入りワイヤを用いることにより、深い溶け込み深さを得ることができ、さらに細径化によりワイヤ溶融速度を向上させて溶接入熱当たりの溶着量を増加させることができるので、低入熱溶接で高い溶着速度と深い溶け込み深さの両者が達成できるのである。
この点、ソリッドワイヤでは、同じ径でも金属部分の断面積が大きく、その分電流密度の低下が避けられないので、十分な効果は得られない。
【0019】
ここに、第1電極のワイヤ径は3.2mm以下とする必要がある。というのは、ワイヤ径が 3.2mm超では、十分な電流密度の向上、ひいては溶け込み深さおよび溶着速度の増大が望めないからである。なお、ワイヤ径の下限については1.8mmとするのが好ましい。というのは、ワイヤ径がこれより細くなると、ワイヤ送給速度が速くなりすぎて溶接機が対応できなくなるばかりでなく、ワイヤの抵抗発熱が大きくなりすぎ、ワイヤが溶けすぎるため、アーク長が一定にならず溶接条件が不安定になるからである。
【0020】
また、フラックスコアードワイヤを適用するメリットとして、スラグ巻き込みの発生を効果的に抑制できることが挙げられる。この理由は定かではないが、溶滴が移行に際して細粒化し、アークが安定化するためと考えられる。
この効果を得るには、フラックス入りワイヤに充填する粉体に含まれる金属酸化物成分を粉体重量の1mass%以上とすることが望ましい。また、高溶着速度を得るためには、粉体に含まれる金属成分を粉体重量の80mass%以上とすることが望ましい。
【0021】
なお、本発明では、第1電極以外の電極については、特に制限はなく、通常のソリッドワイヤを用いることができる。また、本発明のフラックスコアードワイヤを用いても何ら問題ない。
また、ワイヤ径についても特に制限はなく、従来から使用される4.0〜6.4mm程度の径のワイヤを使用することができる。
【0022】
図1に、本発明に従うサブマージアーク溶接の溶け込み挙動を、従来のサブマージアーク溶接における溶け込み挙動と比較して示す。
同図(a)に示したように、従来は、大電流大入熱溶接を指向していたことから、開先断面性が大きく、かかる大開先断面性の下で高能率溶接を実施していたため、板厚方向だけでなく、板幅方向にも母材が溶解され、その結果、不要に熱エネルギーが消費されていただけでなく、溶接熱影響部の靭性劣化を余儀なくされていた。
これに対し、本発明では、同図(b)に示すように、ワイヤの径を細くして、アークを絞り、かつ深い溶け込みを得ることができるので、開先断面性を小さくしてトータル溶着量を低減することができ、その結果、低入熱の溶接が可能となり、溶接熱影響部の靭性劣化も防止することができる。
【0023】
次に、図2に、同一の溶接条件下でワイヤ径を種々に異ならせた場合における、溶接電流と溶着量との関係について調べた結果を示す。
同図に示したとおり、ワイヤ径を細くするほど、同じ溶接電流値での溶着量は増大し、この傾向は、溶接電流が800A以上で顕著になる。
従って、細径のワイヤを用い、800A以上の溶接電流で溶接すれば、開先断面積を減少させ、トータルの溶着量を低減した場合であっても、深い溶け込みを得ることができ、かつ低入熱の溶接が可能になったのである。
なお、溶接電流があまりに大きくなると、入熱量の増大が避けられず、HAZ部靱性に悪影響を及ぼすようになるので、溶接電流の上限は1400A程度とするのが好適である。
【0024】
次に、図3に、鋼板の片面または表裏両面にそれぞれ、開先加工を施し、同一の条件でサブマージアーク溶接を行った場合に、適正な溶接を行うことができる板厚と開先断面積との関係について調べた結果を、整理した示す。
図中、実線が鋼板の片面のみに開先加工を施した場合、また破線が鋼板の表裏両面にそれぞれ開先加工を施した場合であり、本発明では、開先断面積を小さく保つことによって所望の効果を得ることができる。
【0025】
同図に示したとおり、鋼板の片面のみに開先加工を施した場合には、開先断面積Sが次式(1)
S≦7.6t−40.8 --- (1)
ここで、S:開先断面積(mm2)
t:板厚(mm)
の関係を満足する場合に、良好なサブマージアーク溶接を行うことができた。
また、鋼板の両面にそれぞれ開先加工を施した場合には、開先断面積Sが次式(2)
S≦3.15t−14 --- (2)
ここで、S:開先断面積(mm2)
t:板厚(mm)
の関係を満足する場合に、良好なサブマージアーク溶接を行うことができた。
このように、本発明では、開先断面積を小さく保つことによって所望の効果を得ることができる。
【0026】
本発明で対象とする厚鋼板とは、板厚が6mm以上のものを指すが、板厚が10mm以上の場合には、上述したように、鋼板の表裏両面に開先加工を施す実施形態とすることがより有利である。
【0027】
本発明において、第1電極は細径ワイヤであるため、高速で送給する必要がある。かような高速送給のためには、第1電極への給電は直流定電圧特性の電源を用いることが有利である。この直流定電圧特性電源は、垂下特性電源に比べて安定した溶接が可能となる。
【0028】
また、本発明では、溶接ワイヤの中心で測定する各電極間の距離が鋼板表面で30mm以下(好ましくは7mm以上)とすることが望ましい。
さらに、電極の傾斜角度については、溶接進行方向に対して被処理鋼板に垂直な線を0°として、第1電極の傾斜角度を−15〜+15°、後続の電極の傾斜角度は直前の電極に対して0〜30°とすることが好ましい。なお、傾斜角度に関し、−側は後退角側を、+側は前進角側を意味する。
(*5 電極間距離の好適下限値を示して下さい。)
【0029】
第1電極では、極めてエネルギ密度の高い溶接が行われるため、アーク圧力が高く、第1電極、第2電極後方の溶融金属が激しく後方に流れ、凸ビードが形成され易い。しかしながら、2極目以降の電極の配置を適正化することによって、ビード形状を適正に保ち、欠陥のない高品質なビードを得ることが可能になる。
すなわち、電極間距離を30mm以下とすることにより、溶融池の揺動が緩和させて、凸ビードが抑制され、さらに後方に配置される電極を直前の電極に対し0〜30°前進角側に傾斜させることにより、第1電極からの溶融金属の流れを緩和し、溶融池の動きを安定化させて、欠陥のない高品質なビードとすることができる。
【実施例】
【0030】
実施例1
表1に示す成分組成になる鋼板に、表2に示す加工条件で図4に示すような開先加工を施したのち、表3および表4に示す溶接条件で、片面サブマージアーク溶接を実施した。
第1電極にはすべてフラックス入りワイヤを適用した。また、特にX1については、第1電極および第2電極ともフラックス入りワイヤを適用した。軟鋼による外皮と充填される粉体の重量比率は3:1であり、粉体中のフラックス成分は1.5mass%、金属成分は98mass%とした。フラックスとしては、SiO2−CaO−CaF2を主成分とする溶融型フラックスを用いた。また、第1電極以外の溶接ワイヤとしては、C:0.07mass%、Si:0.5mass%およびMo:0.5mass%を含むソリッドワイヤを用いた。
【0031】
上記したサブマージアーク溶接の際の溶接入熱を、従来法に従った場合の溶接入熱と比較して、表4に示す。
また、表4には、溶け込み深さおよび溶接部外観について調べた結果も併記する。
さらに、表4には、HAZ靱性を評価するために、溶接部のボンド部からシャルピー試験片を採取し、−30℃でのシャルピー吸収エネルギーを測定した結果も、併せて示す。
なお、ここでいう溶け込み深さとは、開先底部より溶け込み先端までの距離を指し、開先内に仮付けビードがあっても、そのビード高さは含まない。
【0032】
【表1】
【0033】
【表2】
【0034】
【表3】
【0035】
【表4】
【0036】
表4に示したとおり、本発明に従う条件下でサブマージアーク溶接を行った場合には、低入熱で、深い溶け込み深さが得られ、またHAZ靱性も良好であった。
いずれも良好な溶接を実施することができた。
【0037】
実施例2
表1に示す成分組成になる鋼板に、表2に示す開先加工を施したのち、板厚ごとに溶接条件を設定して、表5および表6示す溶接条件で内面側溶接を行ったのち、表7および表8に示す溶接条件で外面側溶接を実施した。
第1電極にはすべてフラックス入りワイヤを適用した。軟鋼による外皮と充填される粉体の重量比率は3:1であり、粉体中のフラックス成分は1.5mass%、金属成分は98mass%とした。フラックスとしては、SiO2−CaO−CaF2を主成分とする溶融型フラックスを用いた。また、第1電極以外の溶接ワイヤとしては、C:0.07mass%、Si:0.5mass%およびMo:0.5mass%を含むソリッドワイヤを用いた。
【0038】
上記したサブマージアーク溶接のうち、内面側溶接を行ったの際の溶接入熱、溶け込み深さおよび溶接部外観を表6に、また外面側溶接を行ったの際の溶接入熱、溶け込み深さおよび溶接部外観を表8に、それぞれ併記する。
【0039】
【表5】
【0040】
【表6】
【0041】
【表7】
【0042】
【表8】
【0043】
表5,6に示した内面側溶接(C1〜C5)はすべて発明例であるが、本発明に従った場合には、低入熱で、深い溶け込み深さが得られ、またHAZ靱性も良好であった。
また、表6,7に示した外面側溶接のうち、記号D1,D3,D4,D7,D8,D10が発明例であり、この場合にはいずれも、良好な溶接結果を得ることができた。すなわち、低入熱で、深い溶け込み深さが得られ、またHAZ靱性も良好であった。
これに対し、記号D2は、第3電極の電極角度が大きすぎたため、欠陥が生じると共にビード形状の乱れを生じた。
D5は、第2電極−第3電極間距離が大きすぎたため、スラグ巻き込みの欠陥を生じた。
D6は、第1電極の電流が不足したため、溶け込み不足が生じた。
D9は、第1電極のワイヤ径が太く電流密度が不足したため、溶け込み不足が生じた。
【図面の簡単な説明】
【0044】
【図1】本発明に従うサブマージアーク溶接の溶け込み挙動(b)を、従来のサブマージアーク溶接における溶け込み挙動(a)と比較して示した図である。
【図2】同一の溶接条件下でワイヤ径を種々に異ならせた場合における、溶接電流と溶着量との関係を示した図である。
【図3】鋼板の片面または表裏両面にそれぞれ、開先加工を施し、同一の条件でサブマージアーク溶接を行った場合に、適正な溶接を行うことができる板厚tと開先断面積Sとの関係を示した図である。
【図4】実施例における開先形状を示した図である。
【特許請求の範囲】
【請求項1】
2電極以上の多電極サブマージアーク溶接において、第1電極としてワイヤ径が3.2mm以下のフラックス入りワイヤを用い、800A以上の電流で溶接することを特徴とする厚鋼板のサブマージアーク溶接方法。
【請求項2】
第1電極への給電に直流定電圧電源を用いることを特徴とする請求項1に記載のサブマージアーク溶接方法。
【請求項3】
溶接ワイヤの中心で測定する各電極間の距離が鋼板表面で30mm以下、また第1電極の傾斜角度が溶接進行方向に対して−15°〜+15°で、かつ後続の電極の傾斜角度が直前の電極に対して0〜30°であることを特徴とする請求項1または2に記載のサブマージアーク溶接方法。
【請求項4】
鋼板の片面に開先加工を施し、開先断面積Sが次式(1)
S≦7.6t−40.8 --- (1)
ここで、S:開先断面積(mm2)
t:板厚(mm)
を満足する条件下で溶接を実施することを特徴とする請求項1〜3のいずれかに記載のサブマージアーク溶接方法。
【請求項5】
鋼板の表裏両面にそれぞれ開先加工を施し、開先断面積Sが次式(2)
S≦3.15t−14 --- (2)
ここで、S:開先断面積(mm2)
t:板厚(mm)
を満足する条件下で溶接を実施することを特徴とする請求項1〜3のいずれかに記載のサブマージアーク溶接方法。
【請求項1】
2電極以上の多電極サブマージアーク溶接において、第1電極としてワイヤ径が3.2mm以下のフラックス入りワイヤを用い、800A以上の電流で溶接することを特徴とする厚鋼板のサブマージアーク溶接方法。
【請求項2】
第1電極への給電に直流定電圧電源を用いることを特徴とする請求項1に記載のサブマージアーク溶接方法。
【請求項3】
溶接ワイヤの中心で測定する各電極間の距離が鋼板表面で30mm以下、また第1電極の傾斜角度が溶接進行方向に対して−15°〜+15°で、かつ後続の電極の傾斜角度が直前の電極に対して0〜30°であることを特徴とする請求項1または2に記載のサブマージアーク溶接方法。
【請求項4】
鋼板の片面に開先加工を施し、開先断面積Sが次式(1)
S≦7.6t−40.8 --- (1)
ここで、S:開先断面積(mm2)
t:板厚(mm)
を満足する条件下で溶接を実施することを特徴とする請求項1〜3のいずれかに記載のサブマージアーク溶接方法。
【請求項5】
鋼板の表裏両面にそれぞれ開先加工を施し、開先断面積Sが次式(2)
S≦3.15t−14 --- (2)
ここで、S:開先断面積(mm2)
t:板厚(mm)
を満足する条件下で溶接を実施することを特徴とする請求項1〜3のいずれかに記載のサブマージアーク溶接方法。
【図1】

【図2】

【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2007−260692(P2007−260692A)
【公開日】平成19年10月11日(2007.10.11)
【国際特許分類】
【出願番号】特願2006−85547(P2006−85547)
【出願日】平成18年3月27日(2006.3.27)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成19年10月11日(2007.10.11)
【国際特許分類】
【出願日】平成18年3月27日(2006.3.27)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]