
布類展張搬送機
【課題】布団包布のような布類を展張機で展張させた後にプレス機に投入する際には、プレス機を20m/分程度の低速で運転するが、その場合、前後の各布類がかなりの間隔をもってプレス機側に投入されるので、プレス機での処理能力が低かった。
【解決手段】大面積の布類を左右及び上下に展張させた後、その展張布類を搬送装置5によりプレス機7に搬送するようにした布類展張搬送機において、搬送装置5は搬出コンベア52の終端部にプレス機への投入コンベア53を連続させたものを使用し、搬出コンベア52の終端部に該搬出コンベア終端部に布類の検出器54を設け、コントローラ8により、検出器54が布類非検出状態では搬出コンベア52が投入コンベア53より高速で駆動するように制御していることにより、前後の各布類の間隔を詰めた状態でプレス機に投入し得るようにしている。
【解決手段】大面積の布類を左右及び上下に展張させた後、その展張布類を搬送装置5によりプレス機7に搬送するようにした布類展張搬送機において、搬送装置5は搬出コンベア52の終端部にプレス機への投入コンベア53を連続させたものを使用し、搬出コンベア52の終端部に該搬出コンベア終端部に布類の検出器54を設け、コントローラ8により、検出器54が布類非検出状態では搬出コンベア52が投入コンベア53より高速で駆動するように制御していることにより、前後の各布類の間隔を詰めた状態でプレス機に投入し得るようにしている。
【発明の詳細な説明】
【技術分野】
【0001】
本願発明は、シーツや布団包布のような大面積の布類を吊上げ状態で展張させ、その展張吊上げ状態の布類を次工程のプレス機側に搬送させるための布類展張搬送機に関するものである。
【背景技術】
【0002】
ランドリー工場においては、シーツや布団包布のような大面積布類を大量に処理しているが、その処理工程は、洗濯機による洗濯と、脱水機による脱水と、乾燥機による乾燥と、展張機による展張と、プレス機(アイロン機)によるプレスと、折畳み機による折畳み、とが順次行われる。
【0003】
ところで、シーツや布団包布のような大面積の布類を展張させてプレス機側に搬送させるようにした布類展張搬送機として、従来から図10及び図11に示すものがある。尚、この種の布類展張搬送機として、例えば特開2001−159067号公報(特許文献1)に示されるものがある。
【0004】
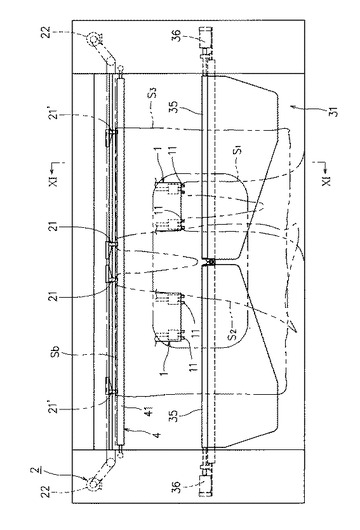
図10及び図11に示す従来の布類展張搬送機は、大面積の布類S1の一辺の両端角部を掴持して所定高位置まで移送する投入装置1と、投入装置1によって高位置まで移送された布類S2の両端角部を受取って左右方向に展張(横展張)させる左右展張装置2と、左右展張装置2のほぼ直下方に設置されていて左右展張装置2で横展張された布類S3の下方部を吸引して下方に展張(下展張)させる吸引装置3と、左右展張装置2及び吸引装置3で展張された布類S4を受渡す受渡し装置4と、受渡し装置4から布類S4を受取ってプレス機7側に搬送する搬送装置5とを備えている。
【0005】
この従来の布類展張搬送機では、図10に示すように投入装置1を左右に2基設置していて、それぞれの投入装置1から布類を投入し得るようになっている。この各投入装置1は、人の肩幅程度の間隔をもって左右一対の投入チャック11,11を有している。この各投入チャック11,11は、布類S1の一辺の両端角部をそれぞれ掴持する。そして、該各投入チャック11は、布類の両端角部を掴持した状態で、昇降装置(ロッドレスシリンダ)12により上方に移動せしめられる。
【0006】
左右展張装置2は、各投入チャック11,11で掴持されている布類両端角部を受取る左右一対の受取チャック21,21を有している。この各受取チャック21,21は、布類の両端角部を掴持した状態で、それぞれ左右動装置(サーボモータ)22,22により相互に離間・近接方向に作動せしめられる。そして、各受取チャック21,21を図10に符号21′,21′で示す位置(布類S3の上辺部が緊張する位置)まで離間させることにより、該布類上辺部を布類展張搬送機の中央部においてきれいに展張させ得るようになっている。
【0007】
吸引装置3は、縦向きの吸引ボックス31内の空気をバキュームファン33で下方に吸引するようになっている。吸引ボックス31の吸気口32の近傍には、モータ36,36(図10)よって回転せしめられる送込みローラ35,35が設けられている。この送込みローラ35,35は、同高さの定位置において左右2本使用されている。又、バキュームファン33からの吸気は、切換ダンパー38を切換えることで、吸引ボックス31側と後述の吸着コンベア51側の吸引通路34側とに切換えられるようになっている。
【0008】
吸引ボックス31の吸気口32付近には、該吸引ボックス31内に布類があるか否かを検出する検出器(ボックス内検出器という)37が設けられている。このボックス内検出器37は、布類検出状態でONになり、布類非検出状態でOFFになる。そして、このボックス内検出器37からのOFF信号は、後述するように切換ダンパー38を切換作動させる条件となるものである。
【0009】
搬送装置5は、左右展張装置2から受渡し装置4を介して展張状態の布類S3を受取る吸着コンベア51と、それに連続する搬出コンベア52を有している。吸着コンベア51と搬出コンベア52とは、単一のモータ57で駆動される。吸着コンベア51は、多数の穴空きコンベアであり、上記バキュームファン33で吸引通路34が吸気されたときに該吸着コンベア51上に布類を吸着し得るようになっている。搬出コンベア52の終端部は、直接プレス機7側に連続している。
【0010】
図10及び図11の布類展張搬送機は、次のように機能する。まず、洗濯・乾燥済みの大面積布類から、その一辺の両端角部を捜し出してそれぞれ投入装置1の各投入チャック11,11に掴持させる(符号S1の状態)。そして、スタートボタンを押すと、各投入チャック11,11が布類両端角部を掴持したまま上動して、その布類両端角部を左右展張装置2の各受取チャック21,21に受渡し(S2の状態)、次に該各受取チャック21,21が左右外側に移動して、布類S2の上辺部を横展張させる(S3の状態)。続いて、送込みローラ35が送込み方向に高速回転(右回転)するとともに、切換ダンパー38が鎖線図示(符号38′)側に切換えられて吸引ボックス31内の空気が吸引され、布類の下端側がS4のように吸引ボックス31内に吸い込まれる。このとき、この布類S4には、バキュームファン33の吸引作用により下方へのテンションがかけられて(下展張される)、該布類が方形状に展張される。その後、切換ダンパー38が実線図示側に切換えられ、各受取チャック21,21が開放(このとき図示しないブロワで布類上辺部を吸着ボックス41側に吹き付ける)して布類S4の上辺部が吸着ボックス41の先端側上面に吸着・保持され、該吸着ボックス41が鎖線図示(符号41′)するように後退し、そのとき布類上辺部が吸着コンベア51上に移乗され(布類S5の状態)、布類が展張状態のままで吸着コンベア51及び搬出コンベア52を経てプレス機7側に供給される。
【0011】
この布類展張搬送機で処理される布類としては、1枚物のシーツや2枚重ね部分がある布団包布があるが、布類の種類(シーツと布団包布)によってプレス機7での乾燥時間(通過時間)が異なる。具体的には、シーツの場合は乾燥時間が短くてよいのでプレス機7のドラム71の周速度を40m/分(高速)で運転し、布団包布の場合は乾燥時間が長くかかるのでプレス機7のドラム71の周速度を20m/分(低速)で運転している。尚、プレス機7のドラム71は駆動スピード可変のモータ72で回転駆動され、処理される布類の種類によって該モータ72の駆動スピードを調整している。
【0012】
そして、図10及び図11に示す従来例の布類展張搬送機では、搬送装置5の走行スピード(モータ57の駆動スピード)をプレス機7のドラム71の駆動スピード(周速度)と常時等速で運転している。
【0013】
ところで、この種の布類展張搬送機では、シーツを処理する場合は、搬送装置5の走行スピード(モータ57の駆動スピード)をプレス機7側の駆動スピード(40m/分)と等速に設定するので、該展張機での布類処理スピードはかなり高速で行われるが、布団包布を処理する場合は、搬送装置5の走行スピードをプレス機7の駆動スピードと同じ低速(20m/分)に設定する必要がある。尚、図11の使用例は、搬送装置5の走行スピードとプレス機7の駆動スピードを共に20m/分に設定した場合を示している。
【0014】
他方、処理すべき布類が布団包布(2枚重ね部分がある)の場合は、頑固な皺がある場合が多く、吸引ボックス31による1回の吸引(下展張)では十分に皺取りができないことが多い。そして、布団包布を処理する場合は、布類上辺部を両受取チャック21,21で掴持した状態で吸引ボックス31による1回目の吸引(下展張)を行い、布類上辺部を吸着コンベア51上に移乗(吸着)させた状態で吸引ボックス31による2回目の吸引(下展張)を行を行うことがある。
【0015】
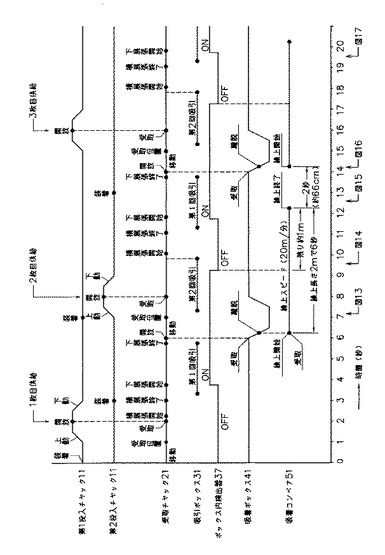
このように、展張布類の下部側を2回に分けて吸引する場合の作業手順を、図12〜図17を参照して説明すると、図12には、第1と第2の各投入チャック11,11、受取チャック21、吸引ボックス31、ボックス内検出器37、吸着ボックス41、吸着コンベア51、等の各装置部分の作動順序を示している。尚、これらの装置の作動は、図示しないコントローラによって制御されている。
【0016】
図12において時間0秒の時点は、運転開始時点で、いずれかの投入チャック(第1投入チャック)11に布類両端部を掴持させた後(図10のS1の状態)、当該投入チャック11部分のスタートボタンを押したときである。尚、2つの投入装置1,1にはそれぞれ作業員が配置されていて、2箇所から布類を投入し得るようになっている。そして、各投入装置1,1では、投入チャック11に布類の両端部を掴持させた後、スタートボタンを押すが、受取チャック21による受取りが間に合わないときはそのまま(符号S1の状態で)待機している。
【0017】
投入チャック11に布類両端部を掴持させてスタートボタンを押すと、各受取チャック21が当該投入チャック11に対応する位置に移動し(図12の受取位置)→投入チャック11が布類両端部を掴持したまま上動し→該布類両端部を各受取チャック21で受取り→各受取チャック21が横展張を開始し、その1秒弱後に各受取チャック21が横展張終了する。尚、この時点は、図12のスタート時から3秒経過時点である。
【0018】
次に、受取チャック21の横展張終了信号とボックス内検出器37のOFF信号とで切換ダンパーが符号38′(図11)側に切換えられて吸引ボックス31内が吸気され(第1回吸引)→受取チャック21で横展張されていた布類S3の下部側が吸引ボックス31内に吸引される(符号S4の状態)。吸引ボックス31内の吸気時間は図12の例示では2.5秒に設定している。尚、下展張された布類S4の吊下げ長さは、布類の縦横で差があるが、この例示では布類の上下長さが2mとしている。
【0019】
吸引ボックス31内の第1回吸引が終了する(図12の6秒経過時点)と、受取チャック21が開放し→布類上辺部を吸着ボックス41上面に受取り→該吸着ボックス41が後退する途中で布類上辺部が離脱して該布類上辺部を吸着コンベア51の始端部上に受取り→吸着コンベア51が走行していることによって展張布類S5が繰上げられていく(繰上スピードは20m/分)。そして、布類の繰上開始から約1秒後には、図13に示すように布類S5の前部が吸着コンベア51上に所定長さ(40〜50cm)だけ載置され、その時点(図12の約7.5秒経過時点)で吸引ボックス31の第2回吸引が開始されて、展張布類S5の下部側が繰上げられながら再度下展張される。尚、吸引ボックス31による第2回吸引も2.5秒間行われる。
【0020】
ところで、受取チャック21は、開放後(布類受渡し後)にスタートボタンが押されている次の受取位置まで移動し、そこで投入チャック11から次の布類を受取って横展張する前の状態(閉状態)で待機している(図12の2枚目供給)。尚、吸引ボックス31内が吸引されている間に受取チャック21が横展張する(大きな負圧を受ける)と、その横展張布類S3の下部側が吸引ボックス31内に吸引されて、該吸引ボックス31内を繰上中の先行側布類S5に接触するので、吸引ボックス31内が吸引中には受取チャック21を横展張させることができない。
【0021】
そして、図14に示すように、繰上中の展張布類S5の下端部S5bが吸引ボックス31の吸気口32から脱出した時点で吸引ボックス31が第2回吸引を終えるが、その第2回吸引終了後に受取チャック21の横展張が開始し、その約1秒弱後に横展張が終了する(図12の11秒強経過時点)。尚、繰上中の展張布類S5の下端部S5bが吸引ボックス31の吸気口32から脱出すると、ボックス内検出器37がOFFになる。
【0022】
続いて、受取チャック21の横展張終了信号とボックス内検出器37のOFF信号とにより、切換ダンパーが符号38′側に切換えられて次の布類に対する第1回吸引が開始される(下展張開始)。尚、この時点では、先行側の展張布類の下端部S5bはかなり上方まで繰上げられていて、吸引ボックス31内に吸引される次の布類S3が先行側布類S5に接触することはない。
【0023】
先の展張布類S5は、繰上開始から6秒後に繰上が終了し(図12の12秒強経過時点)、その後も図15に示すように連続して後送されている。他方、後行側の布類は、下展張開始から約2秒後に第1回吸引が終了し(下展張終了)、その直後に受取チャック21が開放されて布類上辺部が吸着ボックス41を介して吸着コンベア51の始端部上に受取られる(図16の状態、図12の14秒経過時点)が、先行側布類の後端部S5bが繰上終了した時点から後行側布類の先端部S5a(図16)が繰上開始されるまでに2秒間を要し、図16に示すように先行側布類の後端部S5bと後行側布類の先端部S5aとの間に長さL(約66cm、搬送時間にして2秒)の間隔が生じる。
【0024】
そして、先行側布類と後行側布類とは、上記長さ間隔Lをもったままで図17に示すように順次プレス機7側に搬送される。
【0025】
【特許文献1】特開2001−159067号公報(図1、図2)
【発明の開示】
【発明が解決しようとする課題】
【0026】
ところが、上記したように布類(布団包布)を吸引ボックス31内で2回吸引するようにしとた従来の布類展張搬送機では、搬送装置5上において先行側布類の後端部S5bと後行側布類の先端部S5aとの間にかなりの長さL(約66cmで2秒差)の間隔が生じるので、プレス機7において1枚当たりの処理時間が長くなる。即ち、展張機側において、吸着コンベア51による布類繰上スピードが20m/分(低速)であるので、該吸着コンベア51による布類の繰上開始から繰上終了までに6秒(繰上長さが2mの場合)かかり、且つその先行側布類の繰上終了時点から次の布類の繰上開始までに2秒の間隔を要するので、プレス機での1枚の布類当たり該布類の実質通過時間(2mで6秒)+間隔経過時間(約66cmで2秒)の合計8秒かかることになり、プレス機7での時間当たりの処理枚数が少なくなるという問題があった。尚、展張機側での布類展張能力には十分な時間的余裕があるが、従来の布類展張搬送機では、搬送装置5の搬出スピードをプレス機7の駆動スピード(20m/分)に合わせている関係で、早急な搬出ができないのが現状である。
【0027】
そこで、本願発明は、プレス機が低速(20m/分)で運転される場合であっても、該プレス機に対して前後の布類の間隔を詰めた状態で供給することにより、プレス機での時間当たりの処理枚数を多くし得るようにした布類展張搬送機を提供することを目的としている。
【課題を解決するための手段】
【0028】
本願発明は、上記課題を解決するための手段として次の構成を有している。尚、本願発明は、洗濯・乾燥後のシーツや布団包布のような大面積布類をきれいに展張させるための布類展張搬送機を対象にしているが、特に布団包布のようにプレス機を低速度(例えば20m/分)で運転しなければならないものに適したものである。
【0029】
[本願請求項1の発明]
本願請求項1の発明の布類展張搬送機は、シーツや布団包布のような大面積の布類の一辺の両端角部をそれぞれ掴持した状態で所定高位置まで吊上げ、その布類の各掴持部分を左右に離間させて布類を吊上げ状態で横展張させ、その横展張布類の下部側を下方に吸引して該布類を下展張させた後、その展張布類を搬送装置により次工程のプレス機に搬送するようにしたものである。尚、本願請求項1の布類展張搬送機の基本構成は、上記した従来例(図10及び図11)の布類展張搬送機と同構造のものを採用できる。
【0030】
そして、本願請求項1の布類展張搬送機では、上記従来例の布類展張搬送機に無い構成として、次の構成を有している。
【0031】
まず、前記搬送装置として、布類展張機から展張布類を搬出する搬出コンベアの終端部にプレス機への投入コンベアを連続させたものを使用している。尚、搬出コンベア上を搬送されてくる布類は、該搬出コンベア終端部から投入コンベアの始端部に乗り継いで搬送される。
【0032】
搬出コンベアと投入コンベアとは、搬出コンベア駆動用モータと投入コンベア駆動用モータとでそれぞれ個別に駆動している。
【0033】
この請求項1では、投入コンベアは、プレス機のドラムの周速度(低速では20m/分)と等速で駆動させる一方、搬出コンベア駆動用モータは駆動スピードが可変のものを使用している。
【0034】
又、搬出コンベアの終端部には、該搬出コンベア終端部に布類があるか否かを検出する搬出コンベア側検出器を設けている。
【0035】
そして、この請求項1の布類展張搬送機では、コントローラにより、搬出コンベア駆動用モータの駆動スピードを、搬出コンベア側検出器が布類検出状態(ON状態)では搬出コンベアが投入コンベアと等速(20m/分)で駆動し、搬出コンベア側検出器が布類非検出状態(OFF状態)では搬出コンベアが投入コンベアより高速(例えば50m/分)で駆動するように制御している。
【0036】
本願請求項1の布類展張搬送機は、シーツのような1枚物の布類や布団包布のような2枚重ね部分を有した布類を展張させるのに共用されるが、シーツの場合はプレス機での乾燥時間が短いので該プレス機のドラムの駆動スピードを40m/分程度の高速で運転し、布団包布の場合はプレス機での乾燥時間が長くなるので該プレス機のドラムの駆動スピードを20m/分程度の低速で運転する。又、布団包布の場合は、皺が取りにくいので吸引ボックスによる吸引(下展張)を2回に分けて行うことがある。
【0037】
そこで、この請求項1の布類展張搬送機では、プレス機のドラムの駆動スピードを20m/分の低速で運転する場合に、プレス機側に連続する投入コンベアの駆動スピードをドラムの駆動スピードと同じ(20m/分)に設定して行われるが、搬出コンベアの終端部に布類がないとき(搬出コンベア側検出器がOFF)には該搬出コンベアの駆動スピードを高速(例えば50m/分)にして該搬出コンベア上の布類を速く搬送し、該布類の前端部が搬出コンベア終端部に達した時点(搬出コンベア側検出器がON)で該搬出コンベアの駆動スピードを投入コンベアと同じ低速(20m/分)に切換えるようになっている。
【0038】
即ち、1枚の布類の終端部が搬出コンベア終端部を通過した時点(該布類終端部が投入コンベア始端部上に移乗される)で、搬出コンベアを高速駆動(50m/分)することにより、該搬出コンベア上を搬送される後続の布類の搬送スピードを速くし、それによって投入コンベア側に移乗された先行側布類と搬出コンベア上にある後行側布類との間隔を詰めることができる(高速切換前の間隔の1/3程度まで詰めることができる)。尚、後行側布類の前端部が搬出コンベア終端部に達すると直ちに搬出コンベアの駆動スピードが低速(20m/分)になり、前後の各布類の間隔を詰めた状態で各布類が低速のまま順次プレス機に投入される(プレス機への布類投入が正常に行える)。
【0039】
従って、この請求項1の布類展張搬送機では、搬出コンベア上において後行側布類を投入コンベア上の先行側布類に対して間隔を詰めた分、プレス機での処理能力が向上する(布類1枚当たりの処理時間が短縮される)。
【0040】
[本願請求項2の発明]
本願請求項2の発明の布類展張搬送機も、上記請求項1の布類展張搬送機と同様に、シーツや布団包布のような大面積の布類の一辺の両端角部をそれぞれ掴持した状態で所定高位置まで吊上げ、その布類の各掴持部分を左右に離間させて布類を吊上げ状態で横展張させ、その横展張布類の下部側を下方に吸引して該布類を下展張させた後、その展張布類を搬送装置により次工程のプレス機に搬送するようにしたものである。
【0041】
そして、この請求項2の布類展張搬送機では、搬送装置として布類展張機から展張布類を搬出する搬出コンベアの終端部にプレス機への投入コンベアを連続させたものを使用し、搬出コンベアと投入コンベアとは、それぞれ駆動スピードが可変の搬出コンベア駆動用モータと投入コンベア駆動用モータとで個別に駆動するようにしている。
【0042】
又、搬出コンベアの終端部には該搬出コンベア終端部に布類があるか否かを検出する搬出コンベア側検出器を設ける一方、投入コンベアの終端部には該投入コンベア終端部に布類があるか否かを検出する投入コンベア側検出器を設けている。
【0043】
そして、この請求項2の布類展張搬送機では、コントローラにより、搬出コンベア駆動用モータと投入コンベア駆動用モータの各駆動スピードを次のように制御するようにしている。
【0044】
まず、投入コンベア側検出器が布類非検出状態(OFF状態)では、搬出コンベアと投入コンベアとを等速で且つプレス機のドラムの周速度(20m/分)より高速(それぞれ50m/分)で駆動する。又、投入コンベア側検出器と搬出コンベア側検出器とが共に布類検出状態(ON状態)では、搬出コンベアと投入コンベアとをそれぞれプレス機ドラムの周速度(20m/分)と等速で駆動する。さらに、搬出コンベア側検出器が布類非検出状態(OFF状態)で投入コンベア側検出器が布類検出状態(ON状態)では、投入コンベアがプレス機ドラムの周速度(20m/分)と等速で搬出コンベアがドラムの周速度より高速(50m/分)で駆動する。
【0045】
この請求項2の布類展張搬送機では、搬出コンベア終端部に布類がなく(搬出コンベア側検出器がOFF)且つ投入コンベア終端部に布類がある(投入コンベア側検出器がON)ときには、上記請求項1の布類展張搬送機と同様に、投入コンベアが低速(20m/分)で搬出コンベアを高速駆動(50m/分)させる。この場合は、請求項1と同様に搬出コンベア上の後行側布類を投入コンベア上の先行側布類に対して間隔を詰めることができる。
【0046】
又、投入コンベア終端部に布類がない(投入コンベア側検出器がOFF)ときには、搬出コンベアと投入コンベアとを等速で且つ高速駆動(それぞれ50m/分)させる。この場合は、搬出コンベア上の布類を投入コンベア終端部まで高速搬送させることができるので、プレス機での布類待ち時間を短縮できる。
【0047】
尚、搬出コンベア終端部と投入コンベア終端部にそれぞれ布類がある場合には、搬出コンベアと投入コンベアとを共にプレス機ドラムの周速度(20m/分)と同じ低速駆動させるので、搬出コンベア終端部から投入コンベアへの布類乗り継ぎ、及びプレス機への布類投入がそれぞれ正常に行える。
【発明の効果】
【0048】
[本願請求項1の発明の効果]
本願請求項1の布類展張搬送機では、搬出コンベア終端部に布類がないときには、該搬出コンベアの駆動スピードを投入コンベアの駆動スピード(プレス機ドラムの周速度と同じ低速の20m/分)より高速(50m/分)にすることにより、搬出コンベア上の布類を速く搬送でき、搬出コンベア上において後行側布類を投入コンベア上の先行側布類に対して間隔を詰めることができる。従って、前後各布類の間隔を詰めた分、プレス機において布類1枚当たりの処理時間を短縮でき、プレス機での処理能力を高めることができる(時間当たりの処理枚数を多くできる)という効果がある。
【0049】
尚、上記のように、搬出コンベアを高速駆動させて布類を高速搬送させるものでも、該布類の先端部が搬出コンベア終端部に達した時点で該搬出コンベアの駆動スピードが低速に切換わるので、搬出コンベア終端部から低速駆動されている投入コンベアへの乗り継ぎが正常に行われる。
【0050】
[本願請求項2の発明の効果]
本願請求項2の布類展張搬送機では、搬出コンベア終端部に布類がなく且つ投入コンベア終端部に布類があるときには、投入コンベアが低速(20m/分)で搬出コンベアを高速駆動(50m/分)させるので、搬出コンベア上の後行側布類を投入コンベア上の先行側布類に対して間隔を詰めることができる。従って、上記請求項1の布類展張搬送機と同様に、前後各布類の間隔を詰めた分、プレス機において布類1枚当たりの処理時間を短縮でき、プレス機での処理能力を高めることができるという効果がある。
【0051】
又、この請求項2の布類展張搬送機では、投入コンベア終端部に布類がない(投入コンベア側検出器がOFF)ときには、搬出コンベアと投入コンベアとを等速で且つ高速駆動(それぞれ50m/分)させるので、搬出コンベア上の布類を投入コンベア終端部まで高速搬送させることができる。従って、プレス機での布類待ち時間を短縮でき、該プレス機での処理能力を一層高めることができるという効果がある。
【0052】
尚、この請求項2の布類展張搬送機でも、搬出コンベア終端部と投入コンベア終端部にそれぞれ布類がある場合には、搬出コンベアと投入コンベアとを共にプレス機ドラムの周速度(20m/分)と同じ低速駆動させるので、搬出コンベア終端部から投入コンベアへの布類乗り継ぎ、及びプレス機への布類投入がそれぞれ正常に行える。
【実施例】
【0053】
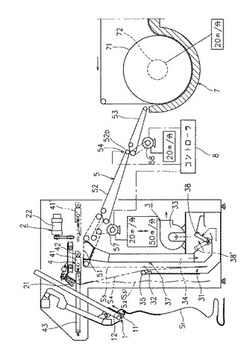
以下、図1〜図9を参照して本願実施例を説明すると、図1〜図6には本願請求項1に対応する第1実施例の布類展張搬送機が示され、図7〜図9には本願請求項2に対応する第2実施例の布類展張搬送機が示されている。尚、この各実施例の布類展張搬送機は、シーツや布団包布のような大面積の布類をきれいに展張させてプレス機側に搬送するものである。
【0054】
図1〜図3に示す第1実施例の布類展張搬送機の基本構成は、従来例(図10〜図11)の布類展張搬送機とかなりの部分が同じであり、この第1実施例の布類展張搬送機については、上記従来例のものとかなりの部分で重複説明になるが、次のような構成を有している。
【0055】
即ち、図1〜図3の布類展張搬送機は、大面積の布類S1の一辺の両端角部を掴持して所定高位置まで移送する投入装置1と、投入装置1によって高位置まで移送された布類S2の両端角部を受取って左右方向に展張(横展張)させる左右展張装置2と、左右展張装置2のほぼ直下方に設置されていて左右展張装置2で横展張された布類S3の下方部を吸引して下方に展張(下展張)させる吸引装置3と、左右展張装置2及び吸引装置3で展張された布類S4を受渡す受渡し装置4と、受渡し装置4から布類S4を受取ってプレス機7側に搬送する搬送装置5とを備えている。
【0056】
この第1実施例の布類展張搬送機でも、投入装置1を左右に2基設置している。この投入装置1は1基だけのもの、あるいは4基程度を左右方向に並設したものでもよい。この各投入装置1は、人の肩幅程度の間隔をもって左右一対の投入チャック11,11を有している。この各投入チャック11,11は、布類S1の一辺の両端角部をそれぞれ掴持する。そして、該各投入チャック11は、布類の両端角部を掴持した状態で、昇降装置(ロッドレスシリンダ)12により上方に移動せしめられる。
【0057】
左右展張装置2は、各投入チャック11,11で掴持されている布類両端角部を受取る左右一対の受取チャック21,21を有している。この各受取チャック21,21は、布類の両端角部を掴持した状態で、それぞれ左右動装置(サーボモータ)22,22により相互に離間・近接方向に作動せしめられる。そして、各受取チャック21,21を図1に符号21′,21′で示す位置(布類S3の上辺部が緊張する位置)まで離間させることにより、該布類上辺部を布類展張搬送機の中央部においてきれいに展張させ得るようになっている。
【0058】
吸引装置3は、縦向きの吸引ボックス31内の空気をバキュームファン33で下方に吸引するようになっている。吸引ボックス31の吸気口32の近傍には、モータ36,36(図1)よって回転せしめられる送込みローラ35,35が設けられている。この送込みローラ35,35は、同高さの定位置において左右2本使用されている。又、バキュームファン33からの吸気は、切換ダンパー38を切換えることで、吸引ボックス31側と後述の吸着コンベア51側の吸引通路34側とに切換えられるようになっている。
【0059】
吸引ボックス31の吸気口32付近には、該吸引ボックス31内に布類があるか否かを検出する検出器(ボックス内検出器という)37が設けられている。このボックス内検出器37は、布類検出状態でONになり、布類非検出状態でOFFになる。そして、このボックス内検出器37からのOFF信号は、切換ダンパー38を切換作動させる条件となるものである。
【0060】
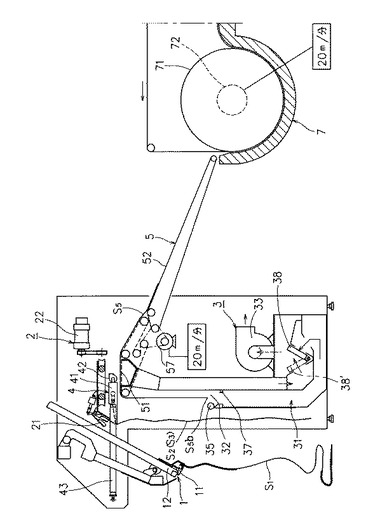
搬送装置5は、従来例(図11)のものと異なり、この第1実施例で使用されている搬送装置5は、左右展張装置2から受渡し装置4を介して展張状態の布類S3を受取る吸着コンベア51と、それに連続する搬出コンベア52と、該搬出コンベア52の終端部に連続する投入コンベア53とを有している。
【0061】
吸着コンベア51は、多数の穴空きコンベアであり、上記バキュームファン33で吸引通路34が吸気されたときに該吸着コンベア51上に布類を吸着し得るようになっている。尚、他の実施例では、吸着コンベア51と搬出コンベア52とを単一のコンベアで構成することができるが、その場合は搬出コンベア52部分も多数の穴空きコンベアとなる。
【0062】
投入コンベア53は、搬出コンベア52の終端部52bとプレス機7の入口との間に介設されたものである。
【0063】
吸着コンベア51と搬出コンベア52とは単一のモータ(搬出コンベア駆動用モータ)57で駆動され、投入コンベア53はそれとは別のモータ(投入コンベア駆動用モータ)で駆動される。尚、以下の説明では、吸着コンベア51と搬出コンベア52とを総称して単に搬出コンベアということがある。
【0064】
搬出コンベア駆動用モータ57及び投入コンベア駆動用モータ58は、それぞれ駆動スピードが可変のものを使用している。
【0065】
搬出コンベア52の終端部52bには、図2及び図3に示すように、該搬出コンベア終端部52bに布類S5があるか否かを検出する検出器(搬出コンベア側検出器という)54を設けている。この搬出コンベア側検出器54からのON・OFF信号は、コントローラ8に入力されて、後述する機能を果たす。
【0066】
プレス機7は、そのドラム71をモータ72で駆動するものが採用されている。このドラム用モータ72は、駆動スピードが可変のものであり、処理すべき布類がシーツの場合はドラム71の周速度を40m/分程度の高速で駆動し、処理すべき布類が布団包布の場合はドラム71の周速度を20m/分程度の低速で駆動する。
【0067】
ところで、処理すべき布類がシーツの場合は、プレス機ドラム71の周速度を高速(40m/分)にし、搬送装置5の各コンベア(吸着コンベア51、搬出コンベア52、投入コンベア53)の駆動スピードもそれぞれプレス機ドラム71の周速度と同じ高速(40m/分)の一定速度にすることで布類を高速処理でき、特に搬送装置5の各コンベア速度を変更する必要はない。他方、処理すべき布類が布団包布の場合には、プレス機ドラム71の周速度を低速(20m/分)にするが、この場合は上記発明が解決しようとする課題の項で述べたように布類の処理能力が低下する。
【0068】
又、布類が布団包布の場合は、吸引ボックス31による1回の吸引(下展張)では皺が十分に取れないことがあるので、1枚の布団包布について2回に分けて吸引(下展張)を行うが、その場合には、上記発明が解決しようとする課題の項で述べたように、先行側布類の終端部と後行側布類の先端部との間にかなりの間隔(2秒で約66cm)ができるという問題がある。
【0069】
そこで、この第1実施例では、プレス機7を上記した低速運転(20m/分)する場合に、次のように制御する。尚、この第1実施例では、プレス機7の駆動スピードが低速(20m/分)の場合は投入コンベア53のモータ58の駆動スピードも同じ低速(20m/分)に設定されるが、搬出コンベア52(吸着コンベア51も含む。以下同じ)のモータ(搬出コンベア駆動用モータ)57の駆動スピードは以下の条件で可変とされる。
【0070】
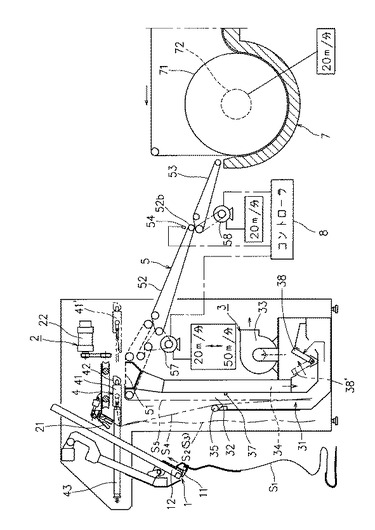
まず、搬出コンベア終端部52bに布類があるときは、搬出コンベア側検出器54がONになり、そのON信号がコントローラ8に入力されて該コントローラ8により、搬出コンベア駆動用モータ57の駆動スピード(搬出コンベア52の走行スピード)を投入コンベア53と同じ低速(20m/分)にする。尚、搬出コンベア側検出器54は、図3に示すように、布類S5の先端部S5aが搬出コンベア終端部52bに達した時点でONになり、該布類S5の終端部S5bが搬出コンベア終端部52bを通過した時点でOFFになる。
【0071】
他方、搬出コンベア終端部52bに布類がないときは、搬出コンベア側検出器54がOFFになり、そのOFF信号がコントローラ8に入力されて該コントローラ8により、搬出コンベア駆動用モータ57の駆動スピード(搬出コンベア52の走行スピード)を高速(50m/分)にする。尚、搬出コンベア52上を搬送される布類S5の先端部S5aが搬出コンベア終端部52bに達した時点で搬出コンベア側検出器54がONになる。
【0072】
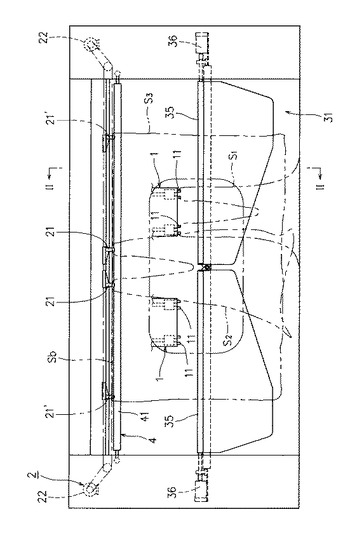
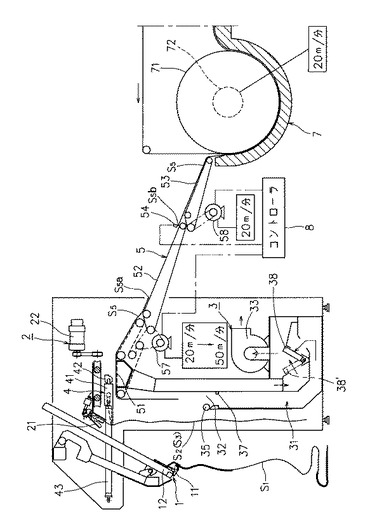
この第1実施例のように布類搬送制御を行うものでは、図2、図4〜図6に示すように機能する。まず、搬出コンベア終端部52bに布類S5がない状態(図2の状態)では、搬出コンベア52が高速駆動(50m/分)されていて、図2に符号S5で示すように展張布類の先端部が吸着コンベア51の始端部上に移乗された時点から、該展張布類S5が高速繰上される。従って、展張布類S5の繰上時間が短くなって、次の布類の吸引ボックス31への吸引開始時期を早めることができる。又、繰上られた展張布類S5が吸着コンベア51及び搬出コンベア52上を高速搬送されることにより、該展張布類S5の先端部S5aが搬出コンベア終端部52bに達するまでの時間が短縮される。
【0073】
そして、図4に示すように、展張布類S5の先端部S5aが搬出コンベア終端部に達した時点で搬出コンベア側検出器54がONになり、コントローラからの信号で搬出コンベア駆動用モータ57が低速駆動(20m/分)に切換られて、搬出コンベア52の走行スピードが投入コンベア53と同じ低速になる。従って、搬出コンベア終端部から投入コンベア53への布類乗り継ぎが正常に行われる。
【0074】
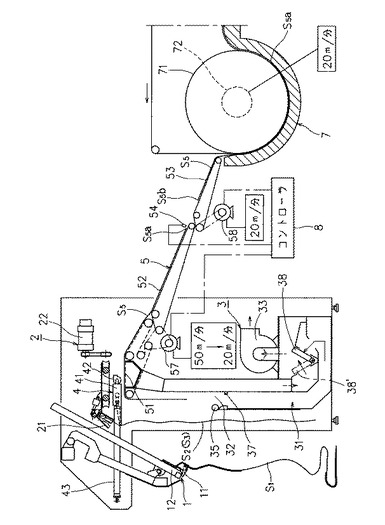
又、布類先端部S5aが搬出コンベア終端部に達した時点では、図4に示すように、受取チャック21で吊持されている次の布類S3が吸引ボックス31内に吸引される準備をしており、所定タイミングで符号S4で示すように吸引ボックス31内に吸引される。尚、吸引ボックス31内の吸引は、従来例(図12)の場合と同様に、布類S3を受取チャック21で横展張させ状態と、布類S5を吸着コンベア51で繰上る途中との2回行われる。
【0075】
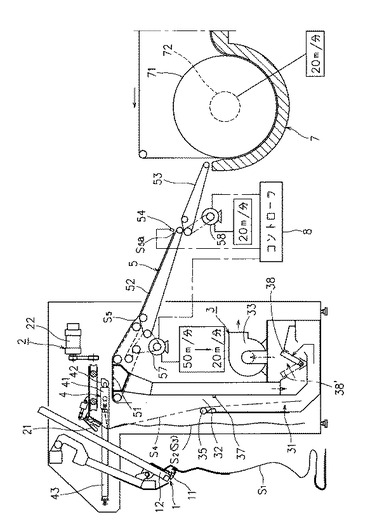
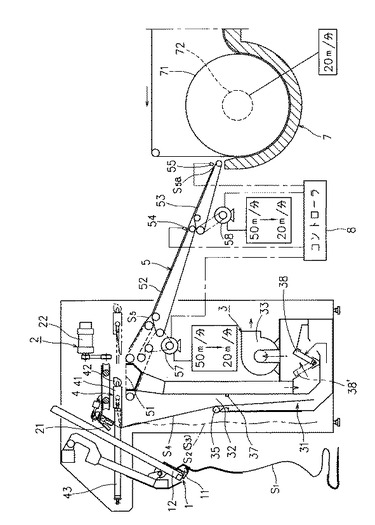
搬出コンベア52上の布団包布S5は、低速状態で投入コンベア53上に乗り継いでいくが、その間に次の布類の先端部が吸着コンベア51の始端部上に移乗される。そのとき、先行側布類S5の終端部S5bと後行側布類S5の先端部S5aとは、かなりの間隔(例えば66cm間隔)をもっている。そして、前後の各布類が低速状態のまま後送されて、図5に示すように先行側布類S5の終端部S5bが搬出コンベア終端部52bを通過した時点で搬出コンベア側検出器54がOFFになり、直ちに搬出コンベア52が高速駆動(50m/分)される。尚、このとき先行側布類S5の先端側は、既にプレス機7側に投入されている。
【0076】
搬出コンベア52が高速側に切換わると、投入コンベア53と搬出コンベア52の速度差により搬出コンベア52上の後行側布類S5の搬送速度が速くなって、図6に示すように先行側布類の終端部S5bと後行側布類の先端部S5aとの間隔が詰まっていく。そして、該後行側布類の先端部S5aが搬出コンベア側検出器54で検出された時点で搬出コンベア52が低速駆動に切換えられる。この時点では、先行側布類の終端部S5bと後行側布類の先端部S5aとの間隔が元の間隔(図5)の約1/3程度(例えば22cm間隔)まで詰まっている。
【0077】
そして、前後の各布類S5,S5は、プレス機7の駆動スピードで順次該プレス機7側に投入されていき、そこで乾燥・プレスされる。尚、この布類展張搬送機では、布類が順次展張・搬送されて、上記同様に前後の布類間の間隔が詰められた状態でプレス機7側に投入される。
【0078】
このように、この第1実施例の布類展張搬送機では、前後の布類の間隔を詰めた状態で順次プレス機7側に投入できるので、その間隔を詰めた分、プレス機7での処理能力が高くなる(時間当たりの処理枚数が多くなる)。
【0079】
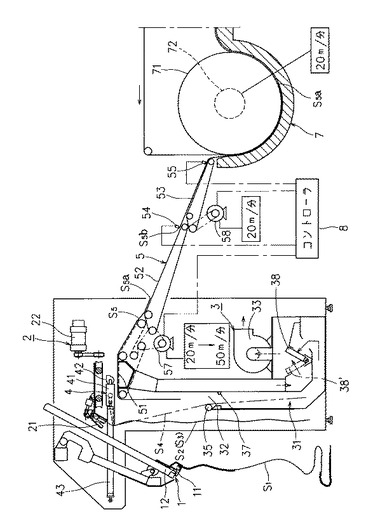
図7〜図9に示す第2実施例の布類展張搬送機では、上記第1実施例のものに、投入コンベア53の終端部にも検出器(投入コンベア側検出器)55を設けている。
【0080】
そして、この第2実施例の布類展張搬送機では、コントローラ8により、搬出コンベア駆動用モータ57と投入コンベア駆動用モータ58の各駆動スピードを次のように制御するようにしている。
【0081】
まず、投入コンベア側検出器55が布類非検出状態(OFF状態)では、搬出コンベア52(吸着コンベア51も含む。以下同じ)と投入コンベア53とを等速で且つプレス機7のドラム71の周速度(20m/分)より高速(それぞれ50m/分)で駆動する。又、投入コンベア側検出器55と搬出コンベア側検出器54とが共に布類検出状態(ON状態)では、搬出コンベア52と投入コンベア53とをそれぞれプレス機ドラム71の周速度(20m/分)と等速で駆動する。さらに、搬出コンベア側検出器54が布類非検出状態(OFF状態)で投入コンベア側検出器55が布類検出状態(ON状態)では、投入コンベア53がプレス機ドラム71の周速度(20m/分)と等速で搬出コンベア52がドラム71の周速度より高速(50m/分)で駆動する。
【0082】
この第2実施例の布類展張搬送機では、投入コンベア53の終端部に布類がないとき(投入コンベア側検出器55がOFF)には、搬出コンベア52と投入コンベア53とが共に高速駆動(50m/分)されていて、吸着コンベア51上に移乗された布類S5が高速で一気に投入コンベア53の終端部まで搬送される。そして、図7に示すように、布類S5の先端部S5aが投入コンベア53の終端部まで達すると、投入コンベア側検出器55がONになり、そのON信号を受けてコントローラ8により搬出コンベア52及び投入コンベア53を共に低速駆動(20m/分)に切換える。
【0083】
又、図8に示すように、投入コンベア側検出器55がONで搬出コンベア側検出器54がOFFになると、上記第1実施例と同様に、投入コンベア53が低速(20m/分)で搬出コンベア52を高速駆動(50m/分)させる。この場合は、搬出コンベア52上の後行側布類S5を投入コンベア53上の先行側布類S5に対して間隔を詰めることができる(図9参照)。
【0084】
そして、図9に示すように、後行側布類S5の先端部S5aが搬出コンベア終端部に達した時点(搬出コンベア側検出器54がONになる)で、搬出コンベア52が投入コンベア53と同じ低速駆動(20m/分)に切換わり、前後の各布類S5,S5の間隔を詰めた状態で各布類を順次プレス機7側に投入するようになる。
【0085】
このように、第2実施例の布類展張搬送機では、投入コンベア53の終端部に布類S5がないときには、搬出コンベア52と投入コンベア53とを等速で且つ高速駆動(それぞれ50m/分)させるので、搬出コンベア52上の布類S5を投入コンベア53の終端部まで高速搬送させることができる。従って、上記第1実施例の機能に加えて、プレス機7での布類待ち時間を短縮でき、該プレス機7での処理能力を一層高めることができる。
【図面の簡単な説明】
【0086】
【図1】本願第1実施例が適用された布類展張搬送機の正面図である。
【図2】図1(第1実施例の布類展張搬送機)のII−II矢視図である。
【図3】図2の搬送装置及びプレス機部分の平面図である。
【図4】図2からの状態変化図である。
【図5】図4からの状態変化図である。
【図6】図5からの状態変化図である。
【図7】本願第2実施例の布類展張搬送機の図2相当図(図1のII−II矢視相当図)である。
【図8】図7からの状態変化図である。
【図9】図8からの状態変化図である。
【図10】従来例として適用した布類展張搬送機の正面図である。
【図11】図10(従来例の布類展張搬送機)のXI−XI矢視図である。
【図12】図11(従来例の布類展張搬送機)の作動説明図である。
【図13】図11からの状態変化図である。
【図14】図13からの状態変化図である。
【図15】図14からの状態変化図である。
【図16】図15からの状態変化図である。
【図17】図16からの状態変化図である。
【符号の説明】
【0087】
1は投入装置、2は左右展張装置、3は吸引装置、4は受渡し装置、5は搬送装置、7はプレス機、8はコントローラ、11は投入チャック、21は受取チャック、22は左右動装置、31は吸引ボックス、32は上部開口(吸気口)、33はバキュームファン、Sは布類である。
【技術分野】
【0001】
本願発明は、シーツや布団包布のような大面積の布類を吊上げ状態で展張させ、その展張吊上げ状態の布類を次工程のプレス機側に搬送させるための布類展張搬送機に関するものである。
【背景技術】
【0002】
ランドリー工場においては、シーツや布団包布のような大面積布類を大量に処理しているが、その処理工程は、洗濯機による洗濯と、脱水機による脱水と、乾燥機による乾燥と、展張機による展張と、プレス機(アイロン機)によるプレスと、折畳み機による折畳み、とが順次行われる。
【0003】
ところで、シーツや布団包布のような大面積の布類を展張させてプレス機側に搬送させるようにした布類展張搬送機として、従来から図10及び図11に示すものがある。尚、この種の布類展張搬送機として、例えば特開2001−159067号公報(特許文献1)に示されるものがある。
【0004】
図10及び図11に示す従来の布類展張搬送機は、大面積の布類S1の一辺の両端角部を掴持して所定高位置まで移送する投入装置1と、投入装置1によって高位置まで移送された布類S2の両端角部を受取って左右方向に展張(横展張)させる左右展張装置2と、左右展張装置2のほぼ直下方に設置されていて左右展張装置2で横展張された布類S3の下方部を吸引して下方に展張(下展張)させる吸引装置3と、左右展張装置2及び吸引装置3で展張された布類S4を受渡す受渡し装置4と、受渡し装置4から布類S4を受取ってプレス機7側に搬送する搬送装置5とを備えている。
【0005】
この従来の布類展張搬送機では、図10に示すように投入装置1を左右に2基設置していて、それぞれの投入装置1から布類を投入し得るようになっている。この各投入装置1は、人の肩幅程度の間隔をもって左右一対の投入チャック11,11を有している。この各投入チャック11,11は、布類S1の一辺の両端角部をそれぞれ掴持する。そして、該各投入チャック11は、布類の両端角部を掴持した状態で、昇降装置(ロッドレスシリンダ)12により上方に移動せしめられる。
【0006】
左右展張装置2は、各投入チャック11,11で掴持されている布類両端角部を受取る左右一対の受取チャック21,21を有している。この各受取チャック21,21は、布類の両端角部を掴持した状態で、それぞれ左右動装置(サーボモータ)22,22により相互に離間・近接方向に作動せしめられる。そして、各受取チャック21,21を図10に符号21′,21′で示す位置(布類S3の上辺部が緊張する位置)まで離間させることにより、該布類上辺部を布類展張搬送機の中央部においてきれいに展張させ得るようになっている。
【0007】
吸引装置3は、縦向きの吸引ボックス31内の空気をバキュームファン33で下方に吸引するようになっている。吸引ボックス31の吸気口32の近傍には、モータ36,36(図10)よって回転せしめられる送込みローラ35,35が設けられている。この送込みローラ35,35は、同高さの定位置において左右2本使用されている。又、バキュームファン33からの吸気は、切換ダンパー38を切換えることで、吸引ボックス31側と後述の吸着コンベア51側の吸引通路34側とに切換えられるようになっている。
【0008】
吸引ボックス31の吸気口32付近には、該吸引ボックス31内に布類があるか否かを検出する検出器(ボックス内検出器という)37が設けられている。このボックス内検出器37は、布類検出状態でONになり、布類非検出状態でOFFになる。そして、このボックス内検出器37からのOFF信号は、後述するように切換ダンパー38を切換作動させる条件となるものである。
【0009】
搬送装置5は、左右展張装置2から受渡し装置4を介して展張状態の布類S3を受取る吸着コンベア51と、それに連続する搬出コンベア52を有している。吸着コンベア51と搬出コンベア52とは、単一のモータ57で駆動される。吸着コンベア51は、多数の穴空きコンベアであり、上記バキュームファン33で吸引通路34が吸気されたときに該吸着コンベア51上に布類を吸着し得るようになっている。搬出コンベア52の終端部は、直接プレス機7側に連続している。
【0010】
図10及び図11の布類展張搬送機は、次のように機能する。まず、洗濯・乾燥済みの大面積布類から、その一辺の両端角部を捜し出してそれぞれ投入装置1の各投入チャック11,11に掴持させる(符号S1の状態)。そして、スタートボタンを押すと、各投入チャック11,11が布類両端角部を掴持したまま上動して、その布類両端角部を左右展張装置2の各受取チャック21,21に受渡し(S2の状態)、次に該各受取チャック21,21が左右外側に移動して、布類S2の上辺部を横展張させる(S3の状態)。続いて、送込みローラ35が送込み方向に高速回転(右回転)するとともに、切換ダンパー38が鎖線図示(符号38′)側に切換えられて吸引ボックス31内の空気が吸引され、布類の下端側がS4のように吸引ボックス31内に吸い込まれる。このとき、この布類S4には、バキュームファン33の吸引作用により下方へのテンションがかけられて(下展張される)、該布類が方形状に展張される。その後、切換ダンパー38が実線図示側に切換えられ、各受取チャック21,21が開放(このとき図示しないブロワで布類上辺部を吸着ボックス41側に吹き付ける)して布類S4の上辺部が吸着ボックス41の先端側上面に吸着・保持され、該吸着ボックス41が鎖線図示(符号41′)するように後退し、そのとき布類上辺部が吸着コンベア51上に移乗され(布類S5の状態)、布類が展張状態のままで吸着コンベア51及び搬出コンベア52を経てプレス機7側に供給される。
【0011】
この布類展張搬送機で処理される布類としては、1枚物のシーツや2枚重ね部分がある布団包布があるが、布類の種類(シーツと布団包布)によってプレス機7での乾燥時間(通過時間)が異なる。具体的には、シーツの場合は乾燥時間が短くてよいのでプレス機7のドラム71の周速度を40m/分(高速)で運転し、布団包布の場合は乾燥時間が長くかかるのでプレス機7のドラム71の周速度を20m/分(低速)で運転している。尚、プレス機7のドラム71は駆動スピード可変のモータ72で回転駆動され、処理される布類の種類によって該モータ72の駆動スピードを調整している。
【0012】
そして、図10及び図11に示す従来例の布類展張搬送機では、搬送装置5の走行スピード(モータ57の駆動スピード)をプレス機7のドラム71の駆動スピード(周速度)と常時等速で運転している。
【0013】
ところで、この種の布類展張搬送機では、シーツを処理する場合は、搬送装置5の走行スピード(モータ57の駆動スピード)をプレス機7側の駆動スピード(40m/分)と等速に設定するので、該展張機での布類処理スピードはかなり高速で行われるが、布団包布を処理する場合は、搬送装置5の走行スピードをプレス機7の駆動スピードと同じ低速(20m/分)に設定する必要がある。尚、図11の使用例は、搬送装置5の走行スピードとプレス機7の駆動スピードを共に20m/分に設定した場合を示している。
【0014】
他方、処理すべき布類が布団包布(2枚重ね部分がある)の場合は、頑固な皺がある場合が多く、吸引ボックス31による1回の吸引(下展張)では十分に皺取りができないことが多い。そして、布団包布を処理する場合は、布類上辺部を両受取チャック21,21で掴持した状態で吸引ボックス31による1回目の吸引(下展張)を行い、布類上辺部を吸着コンベア51上に移乗(吸着)させた状態で吸引ボックス31による2回目の吸引(下展張)を行を行うことがある。
【0015】
このように、展張布類の下部側を2回に分けて吸引する場合の作業手順を、図12〜図17を参照して説明すると、図12には、第1と第2の各投入チャック11,11、受取チャック21、吸引ボックス31、ボックス内検出器37、吸着ボックス41、吸着コンベア51、等の各装置部分の作動順序を示している。尚、これらの装置の作動は、図示しないコントローラによって制御されている。
【0016】
図12において時間0秒の時点は、運転開始時点で、いずれかの投入チャック(第1投入チャック)11に布類両端部を掴持させた後(図10のS1の状態)、当該投入チャック11部分のスタートボタンを押したときである。尚、2つの投入装置1,1にはそれぞれ作業員が配置されていて、2箇所から布類を投入し得るようになっている。そして、各投入装置1,1では、投入チャック11に布類の両端部を掴持させた後、スタートボタンを押すが、受取チャック21による受取りが間に合わないときはそのまま(符号S1の状態で)待機している。
【0017】
投入チャック11に布類両端部を掴持させてスタートボタンを押すと、各受取チャック21が当該投入チャック11に対応する位置に移動し(図12の受取位置)→投入チャック11が布類両端部を掴持したまま上動し→該布類両端部を各受取チャック21で受取り→各受取チャック21が横展張を開始し、その1秒弱後に各受取チャック21が横展張終了する。尚、この時点は、図12のスタート時から3秒経過時点である。
【0018】
次に、受取チャック21の横展張終了信号とボックス内検出器37のOFF信号とで切換ダンパーが符号38′(図11)側に切換えられて吸引ボックス31内が吸気され(第1回吸引)→受取チャック21で横展張されていた布類S3の下部側が吸引ボックス31内に吸引される(符号S4の状態)。吸引ボックス31内の吸気時間は図12の例示では2.5秒に設定している。尚、下展張された布類S4の吊下げ長さは、布類の縦横で差があるが、この例示では布類の上下長さが2mとしている。
【0019】
吸引ボックス31内の第1回吸引が終了する(図12の6秒経過時点)と、受取チャック21が開放し→布類上辺部を吸着ボックス41上面に受取り→該吸着ボックス41が後退する途中で布類上辺部が離脱して該布類上辺部を吸着コンベア51の始端部上に受取り→吸着コンベア51が走行していることによって展張布類S5が繰上げられていく(繰上スピードは20m/分)。そして、布類の繰上開始から約1秒後には、図13に示すように布類S5の前部が吸着コンベア51上に所定長さ(40〜50cm)だけ載置され、その時点(図12の約7.5秒経過時点)で吸引ボックス31の第2回吸引が開始されて、展張布類S5の下部側が繰上げられながら再度下展張される。尚、吸引ボックス31による第2回吸引も2.5秒間行われる。
【0020】
ところで、受取チャック21は、開放後(布類受渡し後)にスタートボタンが押されている次の受取位置まで移動し、そこで投入チャック11から次の布類を受取って横展張する前の状態(閉状態)で待機している(図12の2枚目供給)。尚、吸引ボックス31内が吸引されている間に受取チャック21が横展張する(大きな負圧を受ける)と、その横展張布類S3の下部側が吸引ボックス31内に吸引されて、該吸引ボックス31内を繰上中の先行側布類S5に接触するので、吸引ボックス31内が吸引中には受取チャック21を横展張させることができない。
【0021】
そして、図14に示すように、繰上中の展張布類S5の下端部S5bが吸引ボックス31の吸気口32から脱出した時点で吸引ボックス31が第2回吸引を終えるが、その第2回吸引終了後に受取チャック21の横展張が開始し、その約1秒弱後に横展張が終了する(図12の11秒強経過時点)。尚、繰上中の展張布類S5の下端部S5bが吸引ボックス31の吸気口32から脱出すると、ボックス内検出器37がOFFになる。
【0022】
続いて、受取チャック21の横展張終了信号とボックス内検出器37のOFF信号とにより、切換ダンパーが符号38′側に切換えられて次の布類に対する第1回吸引が開始される(下展張開始)。尚、この時点では、先行側の展張布類の下端部S5bはかなり上方まで繰上げられていて、吸引ボックス31内に吸引される次の布類S3が先行側布類S5に接触することはない。
【0023】
先の展張布類S5は、繰上開始から6秒後に繰上が終了し(図12の12秒強経過時点)、その後も図15に示すように連続して後送されている。他方、後行側の布類は、下展張開始から約2秒後に第1回吸引が終了し(下展張終了)、その直後に受取チャック21が開放されて布類上辺部が吸着ボックス41を介して吸着コンベア51の始端部上に受取られる(図16の状態、図12の14秒経過時点)が、先行側布類の後端部S5bが繰上終了した時点から後行側布類の先端部S5a(図16)が繰上開始されるまでに2秒間を要し、図16に示すように先行側布類の後端部S5bと後行側布類の先端部S5aとの間に長さL(約66cm、搬送時間にして2秒)の間隔が生じる。
【0024】
そして、先行側布類と後行側布類とは、上記長さ間隔Lをもったままで図17に示すように順次プレス機7側に搬送される。
【0025】
【特許文献1】特開2001−159067号公報(図1、図2)
【発明の開示】
【発明が解決しようとする課題】
【0026】
ところが、上記したように布類(布団包布)を吸引ボックス31内で2回吸引するようにしとた従来の布類展張搬送機では、搬送装置5上において先行側布類の後端部S5bと後行側布類の先端部S5aとの間にかなりの長さL(約66cmで2秒差)の間隔が生じるので、プレス機7において1枚当たりの処理時間が長くなる。即ち、展張機側において、吸着コンベア51による布類繰上スピードが20m/分(低速)であるので、該吸着コンベア51による布類の繰上開始から繰上終了までに6秒(繰上長さが2mの場合)かかり、且つその先行側布類の繰上終了時点から次の布類の繰上開始までに2秒の間隔を要するので、プレス機での1枚の布類当たり該布類の実質通過時間(2mで6秒)+間隔経過時間(約66cmで2秒)の合計8秒かかることになり、プレス機7での時間当たりの処理枚数が少なくなるという問題があった。尚、展張機側での布類展張能力には十分な時間的余裕があるが、従来の布類展張搬送機では、搬送装置5の搬出スピードをプレス機7の駆動スピード(20m/分)に合わせている関係で、早急な搬出ができないのが現状である。
【0027】
そこで、本願発明は、プレス機が低速(20m/分)で運転される場合であっても、該プレス機に対して前後の布類の間隔を詰めた状態で供給することにより、プレス機での時間当たりの処理枚数を多くし得るようにした布類展張搬送機を提供することを目的としている。
【課題を解決するための手段】
【0028】
本願発明は、上記課題を解決するための手段として次の構成を有している。尚、本願発明は、洗濯・乾燥後のシーツや布団包布のような大面積布類をきれいに展張させるための布類展張搬送機を対象にしているが、特に布団包布のようにプレス機を低速度(例えば20m/分)で運転しなければならないものに適したものである。
【0029】
[本願請求項1の発明]
本願請求項1の発明の布類展張搬送機は、シーツや布団包布のような大面積の布類の一辺の両端角部をそれぞれ掴持した状態で所定高位置まで吊上げ、その布類の各掴持部分を左右に離間させて布類を吊上げ状態で横展張させ、その横展張布類の下部側を下方に吸引して該布類を下展張させた後、その展張布類を搬送装置により次工程のプレス機に搬送するようにしたものである。尚、本願請求項1の布類展張搬送機の基本構成は、上記した従来例(図10及び図11)の布類展張搬送機と同構造のものを採用できる。
【0030】
そして、本願請求項1の布類展張搬送機では、上記従来例の布類展張搬送機に無い構成として、次の構成を有している。
【0031】
まず、前記搬送装置として、布類展張機から展張布類を搬出する搬出コンベアの終端部にプレス機への投入コンベアを連続させたものを使用している。尚、搬出コンベア上を搬送されてくる布類は、該搬出コンベア終端部から投入コンベアの始端部に乗り継いで搬送される。
【0032】
搬出コンベアと投入コンベアとは、搬出コンベア駆動用モータと投入コンベア駆動用モータとでそれぞれ個別に駆動している。
【0033】
この請求項1では、投入コンベアは、プレス機のドラムの周速度(低速では20m/分)と等速で駆動させる一方、搬出コンベア駆動用モータは駆動スピードが可変のものを使用している。
【0034】
又、搬出コンベアの終端部には、該搬出コンベア終端部に布類があるか否かを検出する搬出コンベア側検出器を設けている。
【0035】
そして、この請求項1の布類展張搬送機では、コントローラにより、搬出コンベア駆動用モータの駆動スピードを、搬出コンベア側検出器が布類検出状態(ON状態)では搬出コンベアが投入コンベアと等速(20m/分)で駆動し、搬出コンベア側検出器が布類非検出状態(OFF状態)では搬出コンベアが投入コンベアより高速(例えば50m/分)で駆動するように制御している。
【0036】
本願請求項1の布類展張搬送機は、シーツのような1枚物の布類や布団包布のような2枚重ね部分を有した布類を展張させるのに共用されるが、シーツの場合はプレス機での乾燥時間が短いので該プレス機のドラムの駆動スピードを40m/分程度の高速で運転し、布団包布の場合はプレス機での乾燥時間が長くなるので該プレス機のドラムの駆動スピードを20m/分程度の低速で運転する。又、布団包布の場合は、皺が取りにくいので吸引ボックスによる吸引(下展張)を2回に分けて行うことがある。
【0037】
そこで、この請求項1の布類展張搬送機では、プレス機のドラムの駆動スピードを20m/分の低速で運転する場合に、プレス機側に連続する投入コンベアの駆動スピードをドラムの駆動スピードと同じ(20m/分)に設定して行われるが、搬出コンベアの終端部に布類がないとき(搬出コンベア側検出器がOFF)には該搬出コンベアの駆動スピードを高速(例えば50m/分)にして該搬出コンベア上の布類を速く搬送し、該布類の前端部が搬出コンベア終端部に達した時点(搬出コンベア側検出器がON)で該搬出コンベアの駆動スピードを投入コンベアと同じ低速(20m/分)に切換えるようになっている。
【0038】
即ち、1枚の布類の終端部が搬出コンベア終端部を通過した時点(該布類終端部が投入コンベア始端部上に移乗される)で、搬出コンベアを高速駆動(50m/分)することにより、該搬出コンベア上を搬送される後続の布類の搬送スピードを速くし、それによって投入コンベア側に移乗された先行側布類と搬出コンベア上にある後行側布類との間隔を詰めることができる(高速切換前の間隔の1/3程度まで詰めることができる)。尚、後行側布類の前端部が搬出コンベア終端部に達すると直ちに搬出コンベアの駆動スピードが低速(20m/分)になり、前後の各布類の間隔を詰めた状態で各布類が低速のまま順次プレス機に投入される(プレス機への布類投入が正常に行える)。
【0039】
従って、この請求項1の布類展張搬送機では、搬出コンベア上において後行側布類を投入コンベア上の先行側布類に対して間隔を詰めた分、プレス機での処理能力が向上する(布類1枚当たりの処理時間が短縮される)。
【0040】
[本願請求項2の発明]
本願請求項2の発明の布類展張搬送機も、上記請求項1の布類展張搬送機と同様に、シーツや布団包布のような大面積の布類の一辺の両端角部をそれぞれ掴持した状態で所定高位置まで吊上げ、その布類の各掴持部分を左右に離間させて布類を吊上げ状態で横展張させ、その横展張布類の下部側を下方に吸引して該布類を下展張させた後、その展張布類を搬送装置により次工程のプレス機に搬送するようにしたものである。
【0041】
そして、この請求項2の布類展張搬送機では、搬送装置として布類展張機から展張布類を搬出する搬出コンベアの終端部にプレス機への投入コンベアを連続させたものを使用し、搬出コンベアと投入コンベアとは、それぞれ駆動スピードが可変の搬出コンベア駆動用モータと投入コンベア駆動用モータとで個別に駆動するようにしている。
【0042】
又、搬出コンベアの終端部には該搬出コンベア終端部に布類があるか否かを検出する搬出コンベア側検出器を設ける一方、投入コンベアの終端部には該投入コンベア終端部に布類があるか否かを検出する投入コンベア側検出器を設けている。
【0043】
そして、この請求項2の布類展張搬送機では、コントローラにより、搬出コンベア駆動用モータと投入コンベア駆動用モータの各駆動スピードを次のように制御するようにしている。
【0044】
まず、投入コンベア側検出器が布類非検出状態(OFF状態)では、搬出コンベアと投入コンベアとを等速で且つプレス機のドラムの周速度(20m/分)より高速(それぞれ50m/分)で駆動する。又、投入コンベア側検出器と搬出コンベア側検出器とが共に布類検出状態(ON状態)では、搬出コンベアと投入コンベアとをそれぞれプレス機ドラムの周速度(20m/分)と等速で駆動する。さらに、搬出コンベア側検出器が布類非検出状態(OFF状態)で投入コンベア側検出器が布類検出状態(ON状態)では、投入コンベアがプレス機ドラムの周速度(20m/分)と等速で搬出コンベアがドラムの周速度より高速(50m/分)で駆動する。
【0045】
この請求項2の布類展張搬送機では、搬出コンベア終端部に布類がなく(搬出コンベア側検出器がOFF)且つ投入コンベア終端部に布類がある(投入コンベア側検出器がON)ときには、上記請求項1の布類展張搬送機と同様に、投入コンベアが低速(20m/分)で搬出コンベアを高速駆動(50m/分)させる。この場合は、請求項1と同様に搬出コンベア上の後行側布類を投入コンベア上の先行側布類に対して間隔を詰めることができる。
【0046】
又、投入コンベア終端部に布類がない(投入コンベア側検出器がOFF)ときには、搬出コンベアと投入コンベアとを等速で且つ高速駆動(それぞれ50m/分)させる。この場合は、搬出コンベア上の布類を投入コンベア終端部まで高速搬送させることができるので、プレス機での布類待ち時間を短縮できる。
【0047】
尚、搬出コンベア終端部と投入コンベア終端部にそれぞれ布類がある場合には、搬出コンベアと投入コンベアとを共にプレス機ドラムの周速度(20m/分)と同じ低速駆動させるので、搬出コンベア終端部から投入コンベアへの布類乗り継ぎ、及びプレス機への布類投入がそれぞれ正常に行える。
【発明の効果】
【0048】
[本願請求項1の発明の効果]
本願請求項1の布類展張搬送機では、搬出コンベア終端部に布類がないときには、該搬出コンベアの駆動スピードを投入コンベアの駆動スピード(プレス機ドラムの周速度と同じ低速の20m/分)より高速(50m/分)にすることにより、搬出コンベア上の布類を速く搬送でき、搬出コンベア上において後行側布類を投入コンベア上の先行側布類に対して間隔を詰めることができる。従って、前後各布類の間隔を詰めた分、プレス機において布類1枚当たりの処理時間を短縮でき、プレス機での処理能力を高めることができる(時間当たりの処理枚数を多くできる)という効果がある。
【0049】
尚、上記のように、搬出コンベアを高速駆動させて布類を高速搬送させるものでも、該布類の先端部が搬出コンベア終端部に達した時点で該搬出コンベアの駆動スピードが低速に切換わるので、搬出コンベア終端部から低速駆動されている投入コンベアへの乗り継ぎが正常に行われる。
【0050】
[本願請求項2の発明の効果]
本願請求項2の布類展張搬送機では、搬出コンベア終端部に布類がなく且つ投入コンベア終端部に布類があるときには、投入コンベアが低速(20m/分)で搬出コンベアを高速駆動(50m/分)させるので、搬出コンベア上の後行側布類を投入コンベア上の先行側布類に対して間隔を詰めることができる。従って、上記請求項1の布類展張搬送機と同様に、前後各布類の間隔を詰めた分、プレス機において布類1枚当たりの処理時間を短縮でき、プレス機での処理能力を高めることができるという効果がある。
【0051】
又、この請求項2の布類展張搬送機では、投入コンベア終端部に布類がない(投入コンベア側検出器がOFF)ときには、搬出コンベアと投入コンベアとを等速で且つ高速駆動(それぞれ50m/分)させるので、搬出コンベア上の布類を投入コンベア終端部まで高速搬送させることができる。従って、プレス機での布類待ち時間を短縮でき、該プレス機での処理能力を一層高めることができるという効果がある。
【0052】
尚、この請求項2の布類展張搬送機でも、搬出コンベア終端部と投入コンベア終端部にそれぞれ布類がある場合には、搬出コンベアと投入コンベアとを共にプレス機ドラムの周速度(20m/分)と同じ低速駆動させるので、搬出コンベア終端部から投入コンベアへの布類乗り継ぎ、及びプレス機への布類投入がそれぞれ正常に行える。
【実施例】
【0053】
以下、図1〜図9を参照して本願実施例を説明すると、図1〜図6には本願請求項1に対応する第1実施例の布類展張搬送機が示され、図7〜図9には本願請求項2に対応する第2実施例の布類展張搬送機が示されている。尚、この各実施例の布類展張搬送機は、シーツや布団包布のような大面積の布類をきれいに展張させてプレス機側に搬送するものである。
【0054】
図1〜図3に示す第1実施例の布類展張搬送機の基本構成は、従来例(図10〜図11)の布類展張搬送機とかなりの部分が同じであり、この第1実施例の布類展張搬送機については、上記従来例のものとかなりの部分で重複説明になるが、次のような構成を有している。
【0055】
即ち、図1〜図3の布類展張搬送機は、大面積の布類S1の一辺の両端角部を掴持して所定高位置まで移送する投入装置1と、投入装置1によって高位置まで移送された布類S2の両端角部を受取って左右方向に展張(横展張)させる左右展張装置2と、左右展張装置2のほぼ直下方に設置されていて左右展張装置2で横展張された布類S3の下方部を吸引して下方に展張(下展張)させる吸引装置3と、左右展張装置2及び吸引装置3で展張された布類S4を受渡す受渡し装置4と、受渡し装置4から布類S4を受取ってプレス機7側に搬送する搬送装置5とを備えている。
【0056】
この第1実施例の布類展張搬送機でも、投入装置1を左右に2基設置している。この投入装置1は1基だけのもの、あるいは4基程度を左右方向に並設したものでもよい。この各投入装置1は、人の肩幅程度の間隔をもって左右一対の投入チャック11,11を有している。この各投入チャック11,11は、布類S1の一辺の両端角部をそれぞれ掴持する。そして、該各投入チャック11は、布類の両端角部を掴持した状態で、昇降装置(ロッドレスシリンダ)12により上方に移動せしめられる。
【0057】
左右展張装置2は、各投入チャック11,11で掴持されている布類両端角部を受取る左右一対の受取チャック21,21を有している。この各受取チャック21,21は、布類の両端角部を掴持した状態で、それぞれ左右動装置(サーボモータ)22,22により相互に離間・近接方向に作動せしめられる。そして、各受取チャック21,21を図1に符号21′,21′で示す位置(布類S3の上辺部が緊張する位置)まで離間させることにより、該布類上辺部を布類展張搬送機の中央部においてきれいに展張させ得るようになっている。
【0058】
吸引装置3は、縦向きの吸引ボックス31内の空気をバキュームファン33で下方に吸引するようになっている。吸引ボックス31の吸気口32の近傍には、モータ36,36(図1)よって回転せしめられる送込みローラ35,35が設けられている。この送込みローラ35,35は、同高さの定位置において左右2本使用されている。又、バキュームファン33からの吸気は、切換ダンパー38を切換えることで、吸引ボックス31側と後述の吸着コンベア51側の吸引通路34側とに切換えられるようになっている。
【0059】
吸引ボックス31の吸気口32付近には、該吸引ボックス31内に布類があるか否かを検出する検出器(ボックス内検出器という)37が設けられている。このボックス内検出器37は、布類検出状態でONになり、布類非検出状態でOFFになる。そして、このボックス内検出器37からのOFF信号は、切換ダンパー38を切換作動させる条件となるものである。
【0060】
搬送装置5は、従来例(図11)のものと異なり、この第1実施例で使用されている搬送装置5は、左右展張装置2から受渡し装置4を介して展張状態の布類S3を受取る吸着コンベア51と、それに連続する搬出コンベア52と、該搬出コンベア52の終端部に連続する投入コンベア53とを有している。
【0061】
吸着コンベア51は、多数の穴空きコンベアであり、上記バキュームファン33で吸引通路34が吸気されたときに該吸着コンベア51上に布類を吸着し得るようになっている。尚、他の実施例では、吸着コンベア51と搬出コンベア52とを単一のコンベアで構成することができるが、その場合は搬出コンベア52部分も多数の穴空きコンベアとなる。
【0062】
投入コンベア53は、搬出コンベア52の終端部52bとプレス機7の入口との間に介設されたものである。
【0063】
吸着コンベア51と搬出コンベア52とは単一のモータ(搬出コンベア駆動用モータ)57で駆動され、投入コンベア53はそれとは別のモータ(投入コンベア駆動用モータ)で駆動される。尚、以下の説明では、吸着コンベア51と搬出コンベア52とを総称して単に搬出コンベアということがある。
【0064】
搬出コンベア駆動用モータ57及び投入コンベア駆動用モータ58は、それぞれ駆動スピードが可変のものを使用している。
【0065】
搬出コンベア52の終端部52bには、図2及び図3に示すように、該搬出コンベア終端部52bに布類S5があるか否かを検出する検出器(搬出コンベア側検出器という)54を設けている。この搬出コンベア側検出器54からのON・OFF信号は、コントローラ8に入力されて、後述する機能を果たす。
【0066】
プレス機7は、そのドラム71をモータ72で駆動するものが採用されている。このドラム用モータ72は、駆動スピードが可変のものであり、処理すべき布類がシーツの場合はドラム71の周速度を40m/分程度の高速で駆動し、処理すべき布類が布団包布の場合はドラム71の周速度を20m/分程度の低速で駆動する。
【0067】
ところで、処理すべき布類がシーツの場合は、プレス機ドラム71の周速度を高速(40m/分)にし、搬送装置5の各コンベア(吸着コンベア51、搬出コンベア52、投入コンベア53)の駆動スピードもそれぞれプレス機ドラム71の周速度と同じ高速(40m/分)の一定速度にすることで布類を高速処理でき、特に搬送装置5の各コンベア速度を変更する必要はない。他方、処理すべき布類が布団包布の場合には、プレス機ドラム71の周速度を低速(20m/分)にするが、この場合は上記発明が解決しようとする課題の項で述べたように布類の処理能力が低下する。
【0068】
又、布類が布団包布の場合は、吸引ボックス31による1回の吸引(下展張)では皺が十分に取れないことがあるので、1枚の布団包布について2回に分けて吸引(下展張)を行うが、その場合には、上記発明が解決しようとする課題の項で述べたように、先行側布類の終端部と後行側布類の先端部との間にかなりの間隔(2秒で約66cm)ができるという問題がある。
【0069】
そこで、この第1実施例では、プレス機7を上記した低速運転(20m/分)する場合に、次のように制御する。尚、この第1実施例では、プレス機7の駆動スピードが低速(20m/分)の場合は投入コンベア53のモータ58の駆動スピードも同じ低速(20m/分)に設定されるが、搬出コンベア52(吸着コンベア51も含む。以下同じ)のモータ(搬出コンベア駆動用モータ)57の駆動スピードは以下の条件で可変とされる。
【0070】
まず、搬出コンベア終端部52bに布類があるときは、搬出コンベア側検出器54がONになり、そのON信号がコントローラ8に入力されて該コントローラ8により、搬出コンベア駆動用モータ57の駆動スピード(搬出コンベア52の走行スピード)を投入コンベア53と同じ低速(20m/分)にする。尚、搬出コンベア側検出器54は、図3に示すように、布類S5の先端部S5aが搬出コンベア終端部52bに達した時点でONになり、該布類S5の終端部S5bが搬出コンベア終端部52bを通過した時点でOFFになる。
【0071】
他方、搬出コンベア終端部52bに布類がないときは、搬出コンベア側検出器54がOFFになり、そのOFF信号がコントローラ8に入力されて該コントローラ8により、搬出コンベア駆動用モータ57の駆動スピード(搬出コンベア52の走行スピード)を高速(50m/分)にする。尚、搬出コンベア52上を搬送される布類S5の先端部S5aが搬出コンベア終端部52bに達した時点で搬出コンベア側検出器54がONになる。
【0072】
この第1実施例のように布類搬送制御を行うものでは、図2、図4〜図6に示すように機能する。まず、搬出コンベア終端部52bに布類S5がない状態(図2の状態)では、搬出コンベア52が高速駆動(50m/分)されていて、図2に符号S5で示すように展張布類の先端部が吸着コンベア51の始端部上に移乗された時点から、該展張布類S5が高速繰上される。従って、展張布類S5の繰上時間が短くなって、次の布類の吸引ボックス31への吸引開始時期を早めることができる。又、繰上られた展張布類S5が吸着コンベア51及び搬出コンベア52上を高速搬送されることにより、該展張布類S5の先端部S5aが搬出コンベア終端部52bに達するまでの時間が短縮される。
【0073】
そして、図4に示すように、展張布類S5の先端部S5aが搬出コンベア終端部に達した時点で搬出コンベア側検出器54がONになり、コントローラからの信号で搬出コンベア駆動用モータ57が低速駆動(20m/分)に切換られて、搬出コンベア52の走行スピードが投入コンベア53と同じ低速になる。従って、搬出コンベア終端部から投入コンベア53への布類乗り継ぎが正常に行われる。
【0074】
又、布類先端部S5aが搬出コンベア終端部に達した時点では、図4に示すように、受取チャック21で吊持されている次の布類S3が吸引ボックス31内に吸引される準備をしており、所定タイミングで符号S4で示すように吸引ボックス31内に吸引される。尚、吸引ボックス31内の吸引は、従来例(図12)の場合と同様に、布類S3を受取チャック21で横展張させ状態と、布類S5を吸着コンベア51で繰上る途中との2回行われる。
【0075】
搬出コンベア52上の布団包布S5は、低速状態で投入コンベア53上に乗り継いでいくが、その間に次の布類の先端部が吸着コンベア51の始端部上に移乗される。そのとき、先行側布類S5の終端部S5bと後行側布類S5の先端部S5aとは、かなりの間隔(例えば66cm間隔)をもっている。そして、前後の各布類が低速状態のまま後送されて、図5に示すように先行側布類S5の終端部S5bが搬出コンベア終端部52bを通過した時点で搬出コンベア側検出器54がOFFになり、直ちに搬出コンベア52が高速駆動(50m/分)される。尚、このとき先行側布類S5の先端側は、既にプレス機7側に投入されている。
【0076】
搬出コンベア52が高速側に切換わると、投入コンベア53と搬出コンベア52の速度差により搬出コンベア52上の後行側布類S5の搬送速度が速くなって、図6に示すように先行側布類の終端部S5bと後行側布類の先端部S5aとの間隔が詰まっていく。そして、該後行側布類の先端部S5aが搬出コンベア側検出器54で検出された時点で搬出コンベア52が低速駆動に切換えられる。この時点では、先行側布類の終端部S5bと後行側布類の先端部S5aとの間隔が元の間隔(図5)の約1/3程度(例えば22cm間隔)まで詰まっている。
【0077】
そして、前後の各布類S5,S5は、プレス機7の駆動スピードで順次該プレス機7側に投入されていき、そこで乾燥・プレスされる。尚、この布類展張搬送機では、布類が順次展張・搬送されて、上記同様に前後の布類間の間隔が詰められた状態でプレス機7側に投入される。
【0078】
このように、この第1実施例の布類展張搬送機では、前後の布類の間隔を詰めた状態で順次プレス機7側に投入できるので、その間隔を詰めた分、プレス機7での処理能力が高くなる(時間当たりの処理枚数が多くなる)。
【0079】
図7〜図9に示す第2実施例の布類展張搬送機では、上記第1実施例のものに、投入コンベア53の終端部にも検出器(投入コンベア側検出器)55を設けている。
【0080】
そして、この第2実施例の布類展張搬送機では、コントローラ8により、搬出コンベア駆動用モータ57と投入コンベア駆動用モータ58の各駆動スピードを次のように制御するようにしている。
【0081】
まず、投入コンベア側検出器55が布類非検出状態(OFF状態)では、搬出コンベア52(吸着コンベア51も含む。以下同じ)と投入コンベア53とを等速で且つプレス機7のドラム71の周速度(20m/分)より高速(それぞれ50m/分)で駆動する。又、投入コンベア側検出器55と搬出コンベア側検出器54とが共に布類検出状態(ON状態)では、搬出コンベア52と投入コンベア53とをそれぞれプレス機ドラム71の周速度(20m/分)と等速で駆動する。さらに、搬出コンベア側検出器54が布類非検出状態(OFF状態)で投入コンベア側検出器55が布類検出状態(ON状態)では、投入コンベア53がプレス機ドラム71の周速度(20m/分)と等速で搬出コンベア52がドラム71の周速度より高速(50m/分)で駆動する。
【0082】
この第2実施例の布類展張搬送機では、投入コンベア53の終端部に布類がないとき(投入コンベア側検出器55がOFF)には、搬出コンベア52と投入コンベア53とが共に高速駆動(50m/分)されていて、吸着コンベア51上に移乗された布類S5が高速で一気に投入コンベア53の終端部まで搬送される。そして、図7に示すように、布類S5の先端部S5aが投入コンベア53の終端部まで達すると、投入コンベア側検出器55がONになり、そのON信号を受けてコントローラ8により搬出コンベア52及び投入コンベア53を共に低速駆動(20m/分)に切換える。
【0083】
又、図8に示すように、投入コンベア側検出器55がONで搬出コンベア側検出器54がOFFになると、上記第1実施例と同様に、投入コンベア53が低速(20m/分)で搬出コンベア52を高速駆動(50m/分)させる。この場合は、搬出コンベア52上の後行側布類S5を投入コンベア53上の先行側布類S5に対して間隔を詰めることができる(図9参照)。
【0084】
そして、図9に示すように、後行側布類S5の先端部S5aが搬出コンベア終端部に達した時点(搬出コンベア側検出器54がONになる)で、搬出コンベア52が投入コンベア53と同じ低速駆動(20m/分)に切換わり、前後の各布類S5,S5の間隔を詰めた状態で各布類を順次プレス機7側に投入するようになる。
【0085】
このように、第2実施例の布類展張搬送機では、投入コンベア53の終端部に布類S5がないときには、搬出コンベア52と投入コンベア53とを等速で且つ高速駆動(それぞれ50m/分)させるので、搬出コンベア52上の布類S5を投入コンベア53の終端部まで高速搬送させることができる。従って、上記第1実施例の機能に加えて、プレス機7での布類待ち時間を短縮でき、該プレス機7での処理能力を一層高めることができる。
【図面の簡単な説明】
【0086】
【図1】本願第1実施例が適用された布類展張搬送機の正面図である。
【図2】図1(第1実施例の布類展張搬送機)のII−II矢視図である。
【図3】図2の搬送装置及びプレス機部分の平面図である。
【図4】図2からの状態変化図である。
【図5】図4からの状態変化図である。
【図6】図5からの状態変化図である。
【図7】本願第2実施例の布類展張搬送機の図2相当図(図1のII−II矢視相当図)である。
【図8】図7からの状態変化図である。
【図9】図8からの状態変化図である。
【図10】従来例として適用した布類展張搬送機の正面図である。
【図11】図10(従来例の布類展張搬送機)のXI−XI矢視図である。
【図12】図11(従来例の布類展張搬送機)の作動説明図である。
【図13】図11からの状態変化図である。
【図14】図13からの状態変化図である。
【図15】図14からの状態変化図である。
【図16】図15からの状態変化図である。
【図17】図16からの状態変化図である。
【符号の説明】
【0087】
1は投入装置、2は左右展張装置、3は吸引装置、4は受渡し装置、5は搬送装置、7はプレス機、8はコントローラ、11は投入チャック、21は受取チャック、22は左右動装置、31は吸引ボックス、32は上部開口(吸気口)、33はバキュームファン、Sは布類である。
【特許請求の範囲】
【請求項1】
シーツや布団包布のような大面積の布類の一辺の両端角部をそれぞれ掴持した状態で所定高位置まで吊上げ、その布類の各掴持部分を左右に離間させて布類を吊上げ状態で横展張させ、その横展張布類の下部側を下方に吸引して該布類を下展張させた後、その展張布類を搬送装置(5)により次工程のプレス機(7)に搬送するようにした布類展張搬送機であって、
前記搬送装置(5)は、布類展張機から展張布類を搬出する搬出コンベア(52)の終端部にプレス機(7)への投入コンベア(53)を連続させたものを使用し、
前記搬出コンベア(52)と前記投入コンベア(53)とは、搬出コンベア駆動用モータ(57)と投入コンベア駆動用モータ(58)とでそれぞれ個別に駆動し、
前記投入コンベア(53)は前記プレス機(7)のドラム(71)の周速度と等速で駆動させ、
前記搬出コンベア駆動用モータ(57)は駆動スピードが可変のものを使用し、
前記搬出コンベア(52)の終端部には、該搬出コンベア終端部に布類があるか否かを検出する検出器(54)を設け、
コントローラ(8)により、前記搬出コンベア駆動用モータ(57)の駆動スピードを、前記検出器(54)が布類検出状態では前記搬出コンベア(52)が前記投入コンベア(53)と等速で駆動し、前記検出器(54)が布類非検出状態では前記搬出コンベア(52)が前記投入コンベア(53)より高速で駆動するように制御している、
ことを特徴とする布類展張搬送機。
【請求項2】
シーツや布団包布のような大面積の布類の一辺の両端角部をそれぞれ掴持した状態で所定高位置まで吊上げ、その布類の各掴持部分を左右に離間させて布類を吊上げ状態で横展張させ、その横展張布類の下部側を下方に吸引して該布類を下展張させた後、その展張布類を搬送装置(5)により次工程のプレス機(7)に搬送するようにした布類展張搬送機であって、
前記搬送装置(5)は、布類展張機から展張布類を搬出する搬出コンベア(52)の終端部にプレス機(7)への投入コンベア(53)を連続させたものを使用し、
前記搬出コンベア(52)と前記投入コンベア(53)は、それぞれ駆動スピードが可変の搬出コンベア駆動用モータ(57)と投入コンベア駆動用モータ(58)とで個別に駆動し、
前記搬出コンベア(52)の終端部には該搬出コンベア終端部に布類があるか否かを検出する搬出コンベア側検出器(54)を設ける一方、前記投入コンベア(53)の終端部には該投入コンベア終端部に布類があるか否かを検出する投入コンベア側検出器(55)を設け、
コントローラ(8)により、前記搬出コンベア駆動用モータ(57)と前記投入コンベア駆動用モータ(58)の各駆動スピードを、前記投入コンベア側検出器(55)が布類非検出状態では前記搬出コンベア(52)と前記投入コンベア(53)とを等速で且つ前記プレス機(7)のドラム(71)の周速度より高速で駆動し、前記投入コンベア側検出器(55)と前記搬出コンベア側検出器(54)とが共に布類検出状態では前記搬出コンベア(52)と前記投入コンベア(53)とをそれぞれ前記ドラム(71)の周速度と等速で駆動し、前記搬出コンベア側検出器(54)が布類非検出状態で前記投入コンベア側検出器(55)が布類検出状態では前記投入コンベア(53)が前記ドラム(71)の周速度と等速で前記搬出コンベア(52)がドラム(71)の周速度より高速で駆動するように制御している、
ことを特徴とする布類展張搬送機。
【請求項1】
シーツや布団包布のような大面積の布類の一辺の両端角部をそれぞれ掴持した状態で所定高位置まで吊上げ、その布類の各掴持部分を左右に離間させて布類を吊上げ状態で横展張させ、その横展張布類の下部側を下方に吸引して該布類を下展張させた後、その展張布類を搬送装置(5)により次工程のプレス機(7)に搬送するようにした布類展張搬送機であって、
前記搬送装置(5)は、布類展張機から展張布類を搬出する搬出コンベア(52)の終端部にプレス機(7)への投入コンベア(53)を連続させたものを使用し、
前記搬出コンベア(52)と前記投入コンベア(53)とは、搬出コンベア駆動用モータ(57)と投入コンベア駆動用モータ(58)とでそれぞれ個別に駆動し、
前記投入コンベア(53)は前記プレス機(7)のドラム(71)の周速度と等速で駆動させ、
前記搬出コンベア駆動用モータ(57)は駆動スピードが可変のものを使用し、
前記搬出コンベア(52)の終端部には、該搬出コンベア終端部に布類があるか否かを検出する検出器(54)を設け、
コントローラ(8)により、前記搬出コンベア駆動用モータ(57)の駆動スピードを、前記検出器(54)が布類検出状態では前記搬出コンベア(52)が前記投入コンベア(53)と等速で駆動し、前記検出器(54)が布類非検出状態では前記搬出コンベア(52)が前記投入コンベア(53)より高速で駆動するように制御している、
ことを特徴とする布類展張搬送機。
【請求項2】
シーツや布団包布のような大面積の布類の一辺の両端角部をそれぞれ掴持した状態で所定高位置まで吊上げ、その布類の各掴持部分を左右に離間させて布類を吊上げ状態で横展張させ、その横展張布類の下部側を下方に吸引して該布類を下展張させた後、その展張布類を搬送装置(5)により次工程のプレス機(7)に搬送するようにした布類展張搬送機であって、
前記搬送装置(5)は、布類展張機から展張布類を搬出する搬出コンベア(52)の終端部にプレス機(7)への投入コンベア(53)を連続させたものを使用し、
前記搬出コンベア(52)と前記投入コンベア(53)は、それぞれ駆動スピードが可変の搬出コンベア駆動用モータ(57)と投入コンベア駆動用モータ(58)とで個別に駆動し、
前記搬出コンベア(52)の終端部には該搬出コンベア終端部に布類があるか否かを検出する搬出コンベア側検出器(54)を設ける一方、前記投入コンベア(53)の終端部には該投入コンベア終端部に布類があるか否かを検出する投入コンベア側検出器(55)を設け、
コントローラ(8)により、前記搬出コンベア駆動用モータ(57)と前記投入コンベア駆動用モータ(58)の各駆動スピードを、前記投入コンベア側検出器(55)が布類非検出状態では前記搬出コンベア(52)と前記投入コンベア(53)とを等速で且つ前記プレス機(7)のドラム(71)の周速度より高速で駆動し、前記投入コンベア側検出器(55)と前記搬出コンベア側検出器(54)とが共に布類検出状態では前記搬出コンベア(52)と前記投入コンベア(53)とをそれぞれ前記ドラム(71)の周速度と等速で駆動し、前記搬出コンベア側検出器(54)が布類非検出状態で前記投入コンベア側検出器(55)が布類検出状態では前記投入コンベア(53)が前記ドラム(71)の周速度と等速で前記搬出コンベア(52)がドラム(71)の周速度より高速で駆動するように制御している、
ことを特徴とする布類展張搬送機。
【図1】


【図2】
【図3】

【図4】
【図5】
【図6】
【図7】
【図8】
【図9】

【図10】
【図11】

【図12】
【図13】

【図14】
【図15】

【図16】

【図17】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【公開番号】特開2009−127172(P2009−127172A)
【公開日】平成21年6月11日(2009.6.11)
【国際特許分類】
【出願番号】特願2007−307212(P2007−307212)
【出願日】平成19年11月28日(2007.11.28)
【出願人】(502407130)株式会社プレックス (75)
【Fターム(参考)】
【公開日】平成21年6月11日(2009.6.11)
【国際特許分類】
【出願日】平成19年11月28日(2007.11.28)
【出願人】(502407130)株式会社プレックス (75)
【Fターム(参考)】
[ Back to top ]