
溶接構造および溶接方法

【課題】溶接に要する時間の増大を抑制すると共に溶接の品質を向上させる。
【解決手段】 本発明に係る溶接構造は、第1部材6と、間隔を隔てて配置され第1部材6と溶接される一対の突起71,72を有する第2部材7と、第2部材7の突起71,72の間の凹部76と第1部材6とを接合する溶接部8と、を備える。
【解決手段】 本発明に係る溶接構造は、第1部材6と、間隔を隔てて配置され第1部材6と溶接される一対の突起71,72を有する第2部材7と、第2部材7の突起71,72の間の凹部76と第1部材6とを接合する溶接部8と、を備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、溶接構造および溶接方法に関する。
【背景技術】
【0002】
溶接構造物において溶接部分の端部は応力集中が生じ易い部分であるため、未溶接部分が生じないことが重要である。そこで、未溶接部分を生じさせないための溶接方法として、溶接対象の端部が溶け落ちない程度に十分に溶接を行った後に、余分な溶接部分を除去するという溶接方法が知られている(特許文献1参照)。或いは、溶接対象の端部の両端にエンドタブを取り付け、エンドタブの間に溶接を行うという溶接方法もある(特許文献2参照)。
【特許文献1】特開平8−318379号公報 段落[0008]
【特許文献2】特開2000−61633号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかし、上記の溶接方法のうち前者の方法では、余分な溶接部分を除去する必要があるため、工数が増大する恐れがある。また、後者の方法では、エンドタブの取付や、溶接後のエンドタブの除去に時間がかかる。また、エンドタブの除去により欠肉になった部分の追加溶接が必要となり、工数が増大する恐れがある。
【0004】
本発明の課題は、溶接に要する時間の増大を抑制すると共に溶接の品質を向上させることにある。
【課題を解決するための手段】
【0005】
第1発明に係る溶接構造は、第1部材と、間隔を隔てて配置され第1部材と溶接される一対の突起を有する第2部材と、第2部材の突起の間の部分と第1部材とを接合する溶接部と、を備える。
【0006】
この溶接構造では、第2部材の突起が、第2部材の突起の間の部分と第1部材との間に溶接部を形成する際の堰として機能する。これにより、溶接部に未溶接部分が生じることを抑えることができ、溶接の品質を向上させることができる。また、余分な溶接部を削除する工程が不要であるため、溶接に要する時間の増大を抑制することができる。さらに、第2部材の突起の間の長さは一定であるため、溶接部を自動溶接で形成することが容易になる。以上のように、この溶接構造では、溶接に要する時間の増大を抑制すると共に溶接の品質を向上させることができる。
【0007】
第2発明に係る溶接構造は、第1発明の溶接構造であって、第2部材は、本体部と、本体部より幅広であり本体部とアールを付けて繋がっている幅広部とを有する。そして、突起は、幅広部に設けられている。
【0008】
この溶接構造では、突起が第2部材の幅広部に設けられているため、溶接部が形成される突起の間の部分の長さを確保することができる。また、第2部材が本体部と幅広部とがアールを付けて繋がっているため、応力集中を緩和することができる。
【0009】
第3発明に係る溶接方法は、第1工程と、第2工程と、第3工程とを備える。第1工程では、第1部材と、間隔を隔てて配置された一対の突起を有する第2部材とを突き合わせる。第2工程では、第2部材の突起と第1部材とを溶接する。第3工程では、第2工程の後に、第2部材の突起の間の部分と第1部材とを溶接する。
【0010】
この溶接方法では、第2部材の突起と第1部材とが溶接されることにより、突起が、第2部材の突起の間の部分と第1部材とを溶接する際の堰として機能する。これにより、第2部材の突起の間の部分と第1部材との溶接部分に未溶接部分が生じることを抑えることができ、溶接の品質を向上させることができる。また、余分な溶接部分を削除する工程が不要であるため、溶接に要する時間の増大を抑制することができる。さらに、第2部材の突起の間の部分と第1部材との溶接において、溶接長さが安定するため、この部分を自動溶接で溶接することが容易になる。以上のように、この溶接方法では、溶接に要する時間の増大を抑制すると共に溶接の品質を向上させることができる。
【発明の効果】
【0011】
本発明に係る溶接構造では、第2部材の突起が、第2部材の突起の間の部分と第1部材との間に溶接部を形成する際の堰として機能する。これにより、溶接部に未溶接部分が生じることを抑えることができ、溶接の品質を向上させることができる。また、余分な溶接部を削除する工程が不要であるため、溶接に要する時間の増大を抑制することができる。さらに、第2部材の突起の間の長さは一定であるため、溶接部を自動溶接で形成することが容易になる。以上のように、この溶接構造では、溶接に要する時間の増大を抑制すると共に溶接の品質を向上させることができる。
【発明を実施するための最良の形態】
【0012】
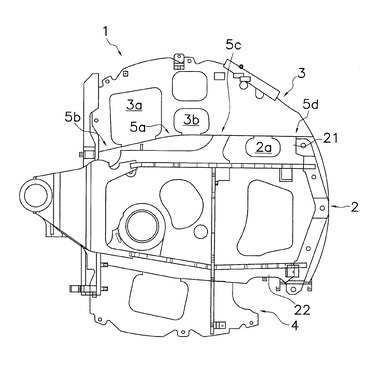
本発明の一実施形態に係る溶接構造を備えるレボフレーム1を図1に示す。このレボフレーム1は、図2に示す油圧ショベルなどの建設車両100に備えられるものである。この建設車両100は、履帯101を有する走行体102と、走行体102上に載置される旋回体103とを備える。旋回体103は、作業機104や運転室105などを有しており、レボフレーム1は、旋回体103のこれらの構成部材を支持している。
【0013】
レボフレーム1は、メインフレーム2と、第1サイドフレーム3と、第2サイドフレーム4とを有する。メインフレーム2は、第1サイドフレーム3と第2サイドフレーム4との間に配置されており、第1サイドフレーム3および第2サイドフレーム4とそれぞれ溶接により接合されている。具体的には、メインフレーム2の両縁部21,22は、板状の形状を有しており、この板状の縁部21,22と、第1サイドフレーム3および第2サイドフレーム4とが突き合わせ溶接されている。また、メインフレーム2、第1サイドフレーム3、第2サイドフレーム4には、複数の開口が設けられている。第1サイドフレーム3に設けられた開口3a,3bは、第1サイドフレーム3の端部に繋がっている。また、メインフレーム2に設けられた開口2aは、メインフレーム2の端部に繋がっている。このため、メインフレーム2と第1サイドフレーム3とは、開口3a,3b,2aを挟んだ複数個所5a〜5dで溶接されている。メインフレーム2と第2サイドフレーム4についても同様に複数箇所で互いに溶接されている。
【0014】
<溶接構造の構成>
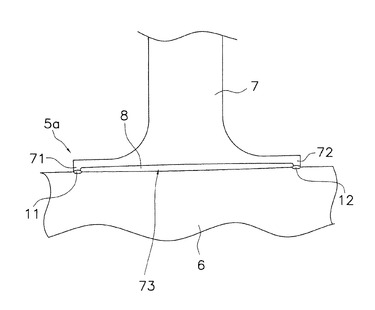
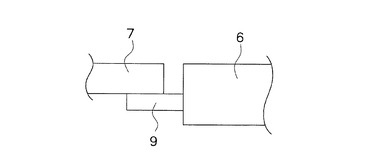
レボフレーム1の溶接個所5aの溶接構造を図3に示す。この溶接構造は、第1部材6と、第2部材7と、溶接部8とを備える。
【0015】
第1部材6は、メインフレーム2の端部21の一部であり、開口3a,3bの間の部分である。また、第1部材6は、板状の形状を有している。
【0016】
第2部材7は、第1サイドフレーム3の一部であり、板状の形状を有する部分である。第2部材7は第1部材6と突き合わされた端部73を有しており、この端部73の両端には、間隔を隔てて配置され第1部材6と溶接された一対の突起71,72が形成されている。
【0017】
溶接部8は、アーク溶接によって第2部材7の突起71,72の間に形成されたものであり、第2部材7の端部73における突起71,72の間の部分と第1部材6とを接合している。
【0018】
<溶接方法>
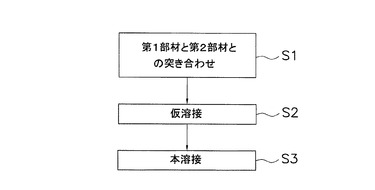
上記のような溶接構造を形成するための溶接方法について、図4に示すフローチャートに基づいて説明する。
【0019】
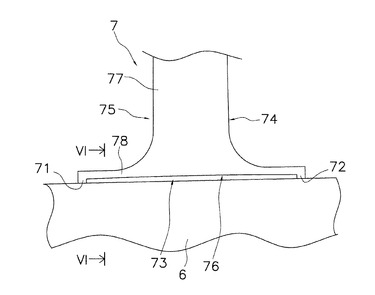
まず、第1工程S1では、第1部材6と第2部材7とが突き合わされる。図5に示すように、第2部材7の端部73は、両端に突起71,72が形成された形状に予め加工されている。なお、以下、第2部材7の複数の端部73〜75のうち突起71,72が形成された端部73を「溶接端部73」、溶接端部73に交差する方向に伸びる端部74,75をそれぞれ「第1側端部74」、「第2側端部75」と呼ぶ。
【0020】
溶接端部73の突起71,72の先端は、例えば10mm程度の幅を有する平坦な形状を有しており、溶接端部73の他の部分より5mm程度突出している。溶接端部73のうち突起71,72の間の部分は、第1部材6から遠ざかる方向に凹んだ凹部76となっている。このため、第1部材6と第2部材7とが突き合わされた状態では、第1部材6と、第2部材7の突起71,72とが接触し、第1部材6と第2部材7の突起71,72の間の部分には隙間が形成される。
【0021】
また、第2部材7の第1側端部74および第2側端部75は、溶接端部73側が溶接端部73に沿った方向に突出するように湾曲した形状となっている。従って、第2部材7は、本体部77と、本体部77より幅(第1側端部74と第2側端部75との距離)が広く、本体部77とアールを付けて繋がった幅広部78とを有しており、突起71,72は、幅広部78に設けられている。また、上述した溶接端部73の凹部76の長さは、本体部77の幅より大きくなっており、有効溶接長を十分に確保できる長さとなっている。
【0022】
次に、第2工程S2では、第2部材7の突起71,72と第1部材6とが溶接される仮溶接が行われる。ここでは、作業者が手作業により第2部材7の突起71,72と第1部材6とを溶接する。なお、第2部材7の突起71,72と第1部材6との溶接は隅肉溶接またはビードオン溶接である。
【0023】
次に、第3工程S3では、第2部材7の突起71,72の間の部分と第1部材6とを溶接する本溶接が行われる。ここでは、第2部材7の突起71,72の凹部76と第1部材6との間にアーク溶接が施されることによって、溶接部8(図3参照)が形成される。なお、この本溶接が行われる際、図6に示すように、第2部材7の突起71,72の凹部76と第1部材6との間には裏板9が設けられている。なお、開先の形状はI開先である。また、この本溶接は、溶接ロボットによる自動溶接によって行われる。具体的には、コンピュータ制御されたトーチが所定幅でウィービングしながら溶接端部73に沿って凹部76の一端から他端まで移動し、この移動を複数回繰り返すことによって凹部76と第1部材6との間に溶接部8を形成する。なお、溶接部8は、第2工程S2において形成された第2部材7の突起71,72と第1部材6との間に形成されたビード11,12(図3参照)に繋がるように形成される。
【0024】
以上のようにして、第1部材6と第2部材7とが溶接される。
【0025】
<特徴>
(1)
この溶接構造および溶接方法では、第3工程S3における本溶接の際に、第2部材7の溶接端部73の突起71,72が、溶融した溶接金属を留めるための堰として機能する。これにより、第2部材7の突起71,72の間の部分と第1部材6とを接合する溶接部8に未溶接部が生じることを抑えることができ、溶接の品質を向上させることができる。
【0026】
また、余分な溶接部8を削除するためのガウジング処理等の工程が不要となるため、溶接に要する時間を削減して生産性を向上させることができる。
【0027】
さらに、第2工程S2においては、第2部材7の突起71,72と第1部材6とが突き当たった部分を溶接することで、おのずと仮付け長さが定められ一定となる。このため、上記の第3工程S3において溶接部8が形成される部分の長さが一定になり、自動溶接の制御が容易になる。
【0028】
(2)
この溶接構造および溶接方法では、第2部材7の突起71,72と第1部材6との溶接は隅肉溶接又はビードオン溶接である。隅肉溶接やビードオン溶接の場合、脚長を調整することによって、必要な強度を容易に確保することができる。
【0029】
(3)
この溶接構造および溶接方法では、第1部材6の第1側端部74と第2側端部75とが湾曲した形状となっている。このため、応力集中を緩和することができる。また、第1部材6の溶接端部73の長さを大きくすることができるため、両端に突起71,72を形成しても凹部76の長さを十分に確保することができ、溶接継手としての強度も十分に確保することができる。
【0030】
さらに、第1側端部74と第2側端部75とは、図1に示すように、それぞれ開口3a,3bの縁を構成する部分であるため、レボフレーム1の外形を変更せずに、上記のように湾曲した形状とすることができる。
【0031】
<他の実施形態>
(a)
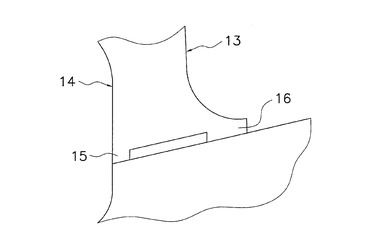
上記の実施形態では、第1側端部74と第2側端部75との両方が溶接端部73に沿った方向に突出した形状となっているが、第1側端部74と第2側端部75とのいずれか一方のみが溶接端部73に沿った方向に突出した形状であってもよい。例えば、図1における他の溶接箇所5bの溶接構造を図7に示す。この溶接構造では、第1側端部13は開口3a(図1参照)の縁を構成しており、溶接端部73に沿った方向に突出した形状となっている。しかし、第2側端部14は、開口の縁を構成しておらず、溶接端部73に沿った方向に突出した形状とはなっていない。このよう場合も、溶接端部73の両端に設けられた突起15,16が、溶融した溶接金属を留めるための堰として機能することにより、上記の実施形態と同様の効果を奏することができる。
【0032】
(b)
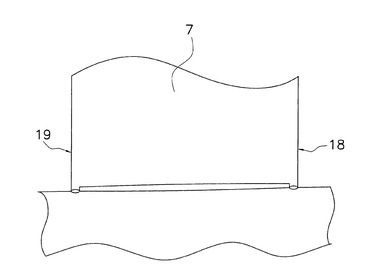
上記の実施形態では、第2部材7が、溶接端部73側が溶接端部73に沿った方向に曲線的に広がった形状となっているが、溶接部8の長さを十分に確保できるのであれば、図8に示すように、第2部材7の幅が一定であり第1側端部18と第2側端部19とが共に直線的な形状であってもよい。ただし、応力集中緩和の観点からは、上記のように第2部材7が曲線的に広がった形状であることが望ましい。
【0033】
(c)
上記の実施形態では、第2部材7の突起71,72と第1部材6との溶接が手作業によって行われているが、自動溶接により行われてもよい。
【0034】
また、上記の実施形態では、第2部材7の溶接端部73の凹部76と、第1部材6との溶接が自動溶接により行われているが、手作業によって行われてもよい。この場合も、上記の実施形態と同様に、余分な溶接部8を削除するためのガウジング処理等の工程が不要となるため、溶接に要する時間を削減して生産性を向上させることができる。
【0035】
(d)
上記の実施形態では、突起71,72は、溶接端部73の両端に形成されているが、溶接端部73において間隔を隔てて配置されていればよく、溶接端部73の両端より内側に形成されてもよい。
【0036】
(e)
本発明は建設車両100のレボフレーム1に限らず他の溶接対象物の溶接構造に適用可能である。
【産業上の利用可能性】
【0037】
本発明は、溶接に要する時間の増大を抑制すると共に溶接の品質を向上させる効果を有し、溶接構造および溶接方法として有用である。
【図面の簡単な説明】
【0038】
【図1】レボフレームの上面図。
【図2】建設車両の外観斜視図。
【図3】溶接構造の拡大図。
【図4】溶接方法の手順を示すフローチャート。
【図5】第1部材と第2部材との上面図。
【図6】第1部材と第2部材との側面断面図。
【図7】他の実施形態にかかる溶接構造の拡大図。
【図8】他の実施形態にかかる溶接構造の拡大図。
【符号の説明】
【0039】
6 第1部材
7 第2部材
8 溶接部
71,72 突起
【技術分野】
【0001】
本発明は、溶接構造および溶接方法に関する。
【背景技術】
【0002】
溶接構造物において溶接部分の端部は応力集中が生じ易い部分であるため、未溶接部分が生じないことが重要である。そこで、未溶接部分を生じさせないための溶接方法として、溶接対象の端部が溶け落ちない程度に十分に溶接を行った後に、余分な溶接部分を除去するという溶接方法が知られている(特許文献1参照)。或いは、溶接対象の端部の両端にエンドタブを取り付け、エンドタブの間に溶接を行うという溶接方法もある(特許文献2参照)。
【特許文献1】特開平8−318379号公報 段落[0008]
【特許文献2】特開2000−61633号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかし、上記の溶接方法のうち前者の方法では、余分な溶接部分を除去する必要があるため、工数が増大する恐れがある。また、後者の方法では、エンドタブの取付や、溶接後のエンドタブの除去に時間がかかる。また、エンドタブの除去により欠肉になった部分の追加溶接が必要となり、工数が増大する恐れがある。
【0004】
本発明の課題は、溶接に要する時間の増大を抑制すると共に溶接の品質を向上させることにある。
【課題を解決するための手段】
【0005】
第1発明に係る溶接構造は、第1部材と、間隔を隔てて配置され第1部材と溶接される一対の突起を有する第2部材と、第2部材の突起の間の部分と第1部材とを接合する溶接部と、を備える。
【0006】
この溶接構造では、第2部材の突起が、第2部材の突起の間の部分と第1部材との間に溶接部を形成する際の堰として機能する。これにより、溶接部に未溶接部分が生じることを抑えることができ、溶接の品質を向上させることができる。また、余分な溶接部を削除する工程が不要であるため、溶接に要する時間の増大を抑制することができる。さらに、第2部材の突起の間の長さは一定であるため、溶接部を自動溶接で形成することが容易になる。以上のように、この溶接構造では、溶接に要する時間の増大を抑制すると共に溶接の品質を向上させることができる。
【0007】
第2発明に係る溶接構造は、第1発明の溶接構造であって、第2部材は、本体部と、本体部より幅広であり本体部とアールを付けて繋がっている幅広部とを有する。そして、突起は、幅広部に設けられている。
【0008】
この溶接構造では、突起が第2部材の幅広部に設けられているため、溶接部が形成される突起の間の部分の長さを確保することができる。また、第2部材が本体部と幅広部とがアールを付けて繋がっているため、応力集中を緩和することができる。
【0009】
第3発明に係る溶接方法は、第1工程と、第2工程と、第3工程とを備える。第1工程では、第1部材と、間隔を隔てて配置された一対の突起を有する第2部材とを突き合わせる。第2工程では、第2部材の突起と第1部材とを溶接する。第3工程では、第2工程の後に、第2部材の突起の間の部分と第1部材とを溶接する。
【0010】
この溶接方法では、第2部材の突起と第1部材とが溶接されることにより、突起が、第2部材の突起の間の部分と第1部材とを溶接する際の堰として機能する。これにより、第2部材の突起の間の部分と第1部材との溶接部分に未溶接部分が生じることを抑えることができ、溶接の品質を向上させることができる。また、余分な溶接部分を削除する工程が不要であるため、溶接に要する時間の増大を抑制することができる。さらに、第2部材の突起の間の部分と第1部材との溶接において、溶接長さが安定するため、この部分を自動溶接で溶接することが容易になる。以上のように、この溶接方法では、溶接に要する時間の増大を抑制すると共に溶接の品質を向上させることができる。
【発明の効果】
【0011】
本発明に係る溶接構造では、第2部材の突起が、第2部材の突起の間の部分と第1部材との間に溶接部を形成する際の堰として機能する。これにより、溶接部に未溶接部分が生じることを抑えることができ、溶接の品質を向上させることができる。また、余分な溶接部を削除する工程が不要であるため、溶接に要する時間の増大を抑制することができる。さらに、第2部材の突起の間の長さは一定であるため、溶接部を自動溶接で形成することが容易になる。以上のように、この溶接構造では、溶接に要する時間の増大を抑制すると共に溶接の品質を向上させることができる。
【発明を実施するための最良の形態】
【0012】
本発明の一実施形態に係る溶接構造を備えるレボフレーム1を図1に示す。このレボフレーム1は、図2に示す油圧ショベルなどの建設車両100に備えられるものである。この建設車両100は、履帯101を有する走行体102と、走行体102上に載置される旋回体103とを備える。旋回体103は、作業機104や運転室105などを有しており、レボフレーム1は、旋回体103のこれらの構成部材を支持している。
【0013】
レボフレーム1は、メインフレーム2と、第1サイドフレーム3と、第2サイドフレーム4とを有する。メインフレーム2は、第1サイドフレーム3と第2サイドフレーム4との間に配置されており、第1サイドフレーム3および第2サイドフレーム4とそれぞれ溶接により接合されている。具体的には、メインフレーム2の両縁部21,22は、板状の形状を有しており、この板状の縁部21,22と、第1サイドフレーム3および第2サイドフレーム4とが突き合わせ溶接されている。また、メインフレーム2、第1サイドフレーム3、第2サイドフレーム4には、複数の開口が設けられている。第1サイドフレーム3に設けられた開口3a,3bは、第1サイドフレーム3の端部に繋がっている。また、メインフレーム2に設けられた開口2aは、メインフレーム2の端部に繋がっている。このため、メインフレーム2と第1サイドフレーム3とは、開口3a,3b,2aを挟んだ複数個所5a〜5dで溶接されている。メインフレーム2と第2サイドフレーム4についても同様に複数箇所で互いに溶接されている。
【0014】
<溶接構造の構成>
レボフレーム1の溶接個所5aの溶接構造を図3に示す。この溶接構造は、第1部材6と、第2部材7と、溶接部8とを備える。
【0015】
第1部材6は、メインフレーム2の端部21の一部であり、開口3a,3bの間の部分である。また、第1部材6は、板状の形状を有している。
【0016】
第2部材7は、第1サイドフレーム3の一部であり、板状の形状を有する部分である。第2部材7は第1部材6と突き合わされた端部73を有しており、この端部73の両端には、間隔を隔てて配置され第1部材6と溶接された一対の突起71,72が形成されている。
【0017】
溶接部8は、アーク溶接によって第2部材7の突起71,72の間に形成されたものであり、第2部材7の端部73における突起71,72の間の部分と第1部材6とを接合している。
【0018】
<溶接方法>
上記のような溶接構造を形成するための溶接方法について、図4に示すフローチャートに基づいて説明する。
【0019】
まず、第1工程S1では、第1部材6と第2部材7とが突き合わされる。図5に示すように、第2部材7の端部73は、両端に突起71,72が形成された形状に予め加工されている。なお、以下、第2部材7の複数の端部73〜75のうち突起71,72が形成された端部73を「溶接端部73」、溶接端部73に交差する方向に伸びる端部74,75をそれぞれ「第1側端部74」、「第2側端部75」と呼ぶ。
【0020】
溶接端部73の突起71,72の先端は、例えば10mm程度の幅を有する平坦な形状を有しており、溶接端部73の他の部分より5mm程度突出している。溶接端部73のうち突起71,72の間の部分は、第1部材6から遠ざかる方向に凹んだ凹部76となっている。このため、第1部材6と第2部材7とが突き合わされた状態では、第1部材6と、第2部材7の突起71,72とが接触し、第1部材6と第2部材7の突起71,72の間の部分には隙間が形成される。
【0021】
また、第2部材7の第1側端部74および第2側端部75は、溶接端部73側が溶接端部73に沿った方向に突出するように湾曲した形状となっている。従って、第2部材7は、本体部77と、本体部77より幅(第1側端部74と第2側端部75との距離)が広く、本体部77とアールを付けて繋がった幅広部78とを有しており、突起71,72は、幅広部78に設けられている。また、上述した溶接端部73の凹部76の長さは、本体部77の幅より大きくなっており、有効溶接長を十分に確保できる長さとなっている。
【0022】
次に、第2工程S2では、第2部材7の突起71,72と第1部材6とが溶接される仮溶接が行われる。ここでは、作業者が手作業により第2部材7の突起71,72と第1部材6とを溶接する。なお、第2部材7の突起71,72と第1部材6との溶接は隅肉溶接またはビードオン溶接である。
【0023】
次に、第3工程S3では、第2部材7の突起71,72の間の部分と第1部材6とを溶接する本溶接が行われる。ここでは、第2部材7の突起71,72の凹部76と第1部材6との間にアーク溶接が施されることによって、溶接部8(図3参照)が形成される。なお、この本溶接が行われる際、図6に示すように、第2部材7の突起71,72の凹部76と第1部材6との間には裏板9が設けられている。なお、開先の形状はI開先である。また、この本溶接は、溶接ロボットによる自動溶接によって行われる。具体的には、コンピュータ制御されたトーチが所定幅でウィービングしながら溶接端部73に沿って凹部76の一端から他端まで移動し、この移動を複数回繰り返すことによって凹部76と第1部材6との間に溶接部8を形成する。なお、溶接部8は、第2工程S2において形成された第2部材7の突起71,72と第1部材6との間に形成されたビード11,12(図3参照)に繋がるように形成される。
【0024】
以上のようにして、第1部材6と第2部材7とが溶接される。
【0025】
<特徴>
(1)
この溶接構造および溶接方法では、第3工程S3における本溶接の際に、第2部材7の溶接端部73の突起71,72が、溶融した溶接金属を留めるための堰として機能する。これにより、第2部材7の突起71,72の間の部分と第1部材6とを接合する溶接部8に未溶接部が生じることを抑えることができ、溶接の品質を向上させることができる。
【0026】
また、余分な溶接部8を削除するためのガウジング処理等の工程が不要となるため、溶接に要する時間を削減して生産性を向上させることができる。
【0027】
さらに、第2工程S2においては、第2部材7の突起71,72と第1部材6とが突き当たった部分を溶接することで、おのずと仮付け長さが定められ一定となる。このため、上記の第3工程S3において溶接部8が形成される部分の長さが一定になり、自動溶接の制御が容易になる。
【0028】
(2)
この溶接構造および溶接方法では、第2部材7の突起71,72と第1部材6との溶接は隅肉溶接又はビードオン溶接である。隅肉溶接やビードオン溶接の場合、脚長を調整することによって、必要な強度を容易に確保することができる。
【0029】
(3)
この溶接構造および溶接方法では、第1部材6の第1側端部74と第2側端部75とが湾曲した形状となっている。このため、応力集中を緩和することができる。また、第1部材6の溶接端部73の長さを大きくすることができるため、両端に突起71,72を形成しても凹部76の長さを十分に確保することができ、溶接継手としての強度も十分に確保することができる。
【0030】
さらに、第1側端部74と第2側端部75とは、図1に示すように、それぞれ開口3a,3bの縁を構成する部分であるため、レボフレーム1の外形を変更せずに、上記のように湾曲した形状とすることができる。
【0031】
<他の実施形態>
(a)
上記の実施形態では、第1側端部74と第2側端部75との両方が溶接端部73に沿った方向に突出した形状となっているが、第1側端部74と第2側端部75とのいずれか一方のみが溶接端部73に沿った方向に突出した形状であってもよい。例えば、図1における他の溶接箇所5bの溶接構造を図7に示す。この溶接構造では、第1側端部13は開口3a(図1参照)の縁を構成しており、溶接端部73に沿った方向に突出した形状となっている。しかし、第2側端部14は、開口の縁を構成しておらず、溶接端部73に沿った方向に突出した形状とはなっていない。このよう場合も、溶接端部73の両端に設けられた突起15,16が、溶融した溶接金属を留めるための堰として機能することにより、上記の実施形態と同様の効果を奏することができる。
【0032】
(b)
上記の実施形態では、第2部材7が、溶接端部73側が溶接端部73に沿った方向に曲線的に広がった形状となっているが、溶接部8の長さを十分に確保できるのであれば、図8に示すように、第2部材7の幅が一定であり第1側端部18と第2側端部19とが共に直線的な形状であってもよい。ただし、応力集中緩和の観点からは、上記のように第2部材7が曲線的に広がった形状であることが望ましい。
【0033】
(c)
上記の実施形態では、第2部材7の突起71,72と第1部材6との溶接が手作業によって行われているが、自動溶接により行われてもよい。
【0034】
また、上記の実施形態では、第2部材7の溶接端部73の凹部76と、第1部材6との溶接が自動溶接により行われているが、手作業によって行われてもよい。この場合も、上記の実施形態と同様に、余分な溶接部8を削除するためのガウジング処理等の工程が不要となるため、溶接に要する時間を削減して生産性を向上させることができる。
【0035】
(d)
上記の実施形態では、突起71,72は、溶接端部73の両端に形成されているが、溶接端部73において間隔を隔てて配置されていればよく、溶接端部73の両端より内側に形成されてもよい。
【0036】
(e)
本発明は建設車両100のレボフレーム1に限らず他の溶接対象物の溶接構造に適用可能である。
【産業上の利用可能性】
【0037】
本発明は、溶接に要する時間の増大を抑制すると共に溶接の品質を向上させる効果を有し、溶接構造および溶接方法として有用である。
【図面の簡単な説明】
【0038】
【図1】レボフレームの上面図。
【図2】建設車両の外観斜視図。
【図3】溶接構造の拡大図。
【図4】溶接方法の手順を示すフローチャート。
【図5】第1部材と第2部材との上面図。
【図6】第1部材と第2部材との側面断面図。
【図7】他の実施形態にかかる溶接構造の拡大図。
【図8】他の実施形態にかかる溶接構造の拡大図。
【符号の説明】
【0039】
6 第1部材
7 第2部材
8 溶接部
71,72 突起
【特許請求の範囲】
【請求項1】
第1部材と、
間隔を隔てて配置され前記第1部材と溶接される一対の突起を有する第2部材と、
前記第2部材の突起の間の部分と前記第1部材とを接合する溶接部と、
を備える溶接構造。
【請求項2】
前記第2部材は、本体部と、前記本体部より幅広であり前記本体部とアールを付けて繋がっている幅広部とを有し、
前記突起は、前記幅広部に設けられている、
請求項1に記載の溶接構造。
【請求項3】
第1部材と、間隔を隔てて配置された一対の突起を有する第2部材とを突き合わせる第1工程と、
前記第2部材の突起と前記第1部材とを溶接する第2工程と、
前記第2工程の後に、前記第2部材の突起の間の部分と前記第1部材とを溶接する第3工程と、
を備える溶接方法。
【請求項1】
第1部材と、
間隔を隔てて配置され前記第1部材と溶接される一対の突起を有する第2部材と、
前記第2部材の突起の間の部分と前記第1部材とを接合する溶接部と、
を備える溶接構造。
【請求項2】
前記第2部材は、本体部と、前記本体部より幅広であり前記本体部とアールを付けて繋がっている幅広部とを有し、
前記突起は、前記幅広部に設けられている、
請求項1に記載の溶接構造。
【請求項3】
第1部材と、間隔を隔てて配置された一対の突起を有する第2部材とを突き合わせる第1工程と、
前記第2部材の突起と前記第1部材とを溶接する第2工程と、
前記第2工程の後に、前記第2部材の突起の間の部分と前記第1部材とを溶接する第3工程と、
を備える溶接方法。
【図1】


【図2】

【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2008−296253(P2008−296253A)
【公開日】平成20年12月11日(2008.12.11)
【国際特許分類】
【出願番号】特願2007−145765(P2007−145765)
【出願日】平成19年5月31日(2007.5.31)
【出願人】(000001236)株式会社小松製作所 (1,686)
【Fターム(参考)】
【公開日】平成20年12月11日(2008.12.11)
【国際特許分類】
【出願日】平成19年5月31日(2007.5.31)
【出願人】(000001236)株式会社小松製作所 (1,686)
【Fターム(参考)】
[ Back to top ]