
Fターム[4E081AA02]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 目的、効果(突合せ溶接) (656) | 品質向上 (454) | 溶接欠陥の防止 (135)
Fターム[4E081AA02]の下位に属するFターム
ブローホール、ピット (17)
アンダーカット (3)
割れ、クレータ割れ (18)
溶け込み不良 (27)
Fターム[4E081AA02]に分類される特許
1 - 20 / 70
バックシールド溶接方法およびこれを用いた溶接構造物
薄肉部材と取付部材との溶接構造
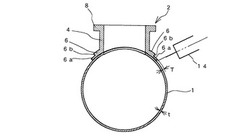
【課題】薄肉部材に薄肉部材よりも熱容量の大きな取付部材のフランジ部を重ねてアーク溶接しても、溶け落ちを防止できる溶接構造を得る。
【解決手段】薄肉部材1に薄肉部材1よりも熱容量の大きな取付部材2のフランジ部6を重ね合わせてアーク溶接により薄肉部材1とフランジ部6の外縁とを隅肉溶接する。その際、フランジ部6の外縁の厚さを薄肉部材1の肉厚に応じて薄くした。また、フランジ部6の外縁の厚さTを薄肉部材の肉厚tの0.5倍から2.0倍の間とした。更に、フランジ部6の外縁に沿って段部6bを形成してフランジ部6の外縁端側に薄肉部6aを設けフランジ部6の外縁の厚さを薄くした。
(もっと読む)
第1の長尺部材と第2の長尺部材の接合部材及び長尺部材間の接合方法

【課題】位置合わせのためのエッジ部等の構造を設ける必要がなく、且つ溶接不良の低減及び歩留まり向上が可能な接合構造及び接合方法を提供する。
【解決手段】U状断面の下部板部材5の一方の下部側板部7の外面7aと、U状断面の上部板部材10の他方の上部側板部13の内面13aとを近接または接触させ、他方の下部側板部8の内面8aと一方の上部側板部12の外面12aとを近接又は接近させた重なり状態にする。続いて、下部板部材5の下部底板部6に形成した第1挿通孔9から位置決め用治具15を挿入し上部板部材10の上部底板部11に形成した第2挿通孔14に位置決め用治具15の先端部18を挿入した組付状態とする。この組付状態で、一方の下部側板部7の外面7aと他方の上部側板部13の端面13bとを溶接し、一方の上部側板部12の外面12aと他方の第1側板部8の端面8bとを溶接する。
(もっと読む)
裏波溶接方法及び裏当て治具
【課題】溶融金属の冷却速度を向上させることで良好な形状の裏ビードを形成可能な裏波溶接方法及び裏当て治具を提供する。
【解決手段】母材1,1同士を突合わせた溶接部3の裏面に裏ビードを形成する裏当て材4を当接すると共に、該裏当て材に冷却部材6を当接し、該冷却部材により前記裏当て材を冷却しつつ前記溶接部を溶接する。
(もっと読む)
管の溶接補助装置及びその使用方法
【課題】従来、上下に継合する管の継手部分を溶接する場合、半自動溶接においては、溶接作業中の作業員の手ブレなどにより、溶接の品質に差が出てしまうという欠点があった。
【解決手段】本発明の管の溶接補助装置は、上下に継合する管の溶接における下管の外周面に周方向に沿って設けた環状のガイドレールと、上記ガイドレールを移動自在な、溶接装置の溶接トーチを支持する溶接トーチ支持台とよりなることを特徴とする。
(もっと読む)
ガスシールドアーク溶接装置
【課題】容易にトーチの位置を調整することができるガスシールドアーク溶接装置を提供すること。
【解決手段】溶接装置Sは、電極を有する電極用トーチ(10,20)と、フィラーワイヤ31を支持するフィラーワイヤ用トーチ30と、電極用トーチ(10,20)、フィラーワイヤ用トーチ30をそれぞれ支持する各トーチクランプ45と、各トーチクランプ45が支持されるベース50と、ベース50を移動させる移動装置(100)とを有する。溶接装置Sは、電極用トーチ(10,20)、フィラーワイヤ用トーチ30をそれぞれ所定角度回動させて電極用トーチ(10,20)及びフィラーワイヤ用トーチ30の設置角度をそれぞれ調整する各角度調整機構44と、電極用トーチ(10,20)、フィラーワイヤ用トーチ30を全方向へ移動させて電極用トーチ(10,20)、フィラーワイヤ用トーチ30の位置をそれぞれ位置調整する各位置調整機構60とを有する。
(もっと読む)
水平型自動溶接装置
【課題】 円筒状に曲げ加工したワークの円周方向両端を正確且つ確実に突合せることができ、また、溶接済みのワークの取り出しを容易に行え、ワークの取り出し時に於けるマンドレル及びクランプ板等の消耗、ワークの損傷等を防止でき、更に、クランプ板の下降位置をワークの厚さに応じて自由に設定できる。
【解決手段】 マンドレル2に支持された円筒状のワークWの円周方向両端部をクランプ機構6により突合せ状態でクランプし、この状態でワークWの突合せ部を溶接するようにした水平型自動溶接装置に於いて、前記クランプ機構6は、弾性体19により下方へ附勢されてワークWの円周方向の両端部上面に傾斜姿勢で当接し得る対向状の一対のクランプ板18を備えており、当該一対のクランプ板18がモータ駆動型の駆動装置21によりマンドレル2に対して昇降動する構成とする。
(もっと読む)
コイル材接続方法及びコイル材接続装置
【課題】生産ライン内で先後のコイル端部同士を溶接接合しても溶接接合部を境に曲がりを生じさせることがないコイル材接続の方法及び装置を提供する。
【解決手段】先行コイル9aと後行コイル9bの端部同士を接続するに際して、生産ライン内に送り込まれている先行コイル9aの帯材終端91と後行コイル9bの帯材始端92との端部同士を突合せ、突合せ部の前後で帯材90をクランプ機構32により保持し且つ突合せ部の裏側に耐熱性セラミックからなる裏当て材6を配置させ、この突合せ部の表側からアーク溶接のトーチ31を走行させて突合せ部を溶接接合する。
(もっと読む)
溶接構造
【課題】薄肉部材に薄肉部材よりも熱容量の大きな取付部材を重ねてアーク溶接しても、溶け落ちを防止できる溶接構造を得る。
【解決手段】薄肉部材1に薄肉部材1よりも熱容量の大きな取付部材2を重ね合わせてアーク溶接する。その際、薄肉部材1と取付部材2との間に、重ね合わせの面積よりも大きな板状部材4を介装すると共に、板状部材4には溶接の開始点と終了点とを板状部材4上に残して溶接箇所に応じたスリット10,12を形成する。そして、取付部材2と板状部材4とを溶接すると共に、同時にスリット10,12を介して薄肉部材1と板状部材4とを溶接する。スリット10,12は薄肉部材1と取付部材2との溶接箇所に沿って形成した。
(もっと読む)
円筒容器の製造方法および密閉型圧縮機
【課題】密閉容器の溶接接合部のピンホールによる洩れ品質の低減、及び密閉容器内に飛散する溶接スパッタを低減させる。
【解決手段】一方の円筒の一方の端部に形成した拡径部の内面、又はこの拡径部に挿入される他方の円筒の外面の一方に、嵌め合い方向の軸線に沿って直線状に延びる凸条を周方向複数箇所に設け、拡径部に他方の円筒を挿入して、凸条と他方の円筒の外面、又は凸条と拡径部の内面とを当接させて、拡径部の端部と他方の円筒の外面とをアーク溶接によって接合する。
(もっと読む)
亜鉛鍍金鋼板の溶接方法
【課題】通常の簡単な溶接作業で、耐久性に優れた亜鉛鍍金鋼板の溶接方法を提供できるようにする。
【解決手段】表面を亜鉛鍍金処理により亜鉛鍍金層を形成した亜鉛鍍金鋼板を突き合わせた部分を電気溶接により溶接する亜鉛鍍金鋼板の溶接方法であって、突き合わせた部分を溶接する溶接棒にステンレス鋼のアーク溶接棒によって溶接するようにした。
(もっと読む)
ステンレス鋼板の溶接方法及び溶接継手
【課題】縦向きに隣接して配置されたステンレス鋼板をアーク溶接する際に、角変形や溶接ひずみをなくすために、全板厚を1パスで溶接することを目的とするものである。
【解決手段】縦向きに配置されたステンレス鋼板を突合せ溶接する方法において、前記ステンレス鋼板をI開先とし、前記ステンレス鋼板の溶接部の片面にセラミックスの裏当て材を取り付け、前記ステンレス鋼板の前記片面の反対側からフラックス入りワイヤを用いて、ガスシールドアーク溶接によって、全板厚を1パスで溶接する。
(もっと読む)
タンデムアーク溶接における電極位置制御方法、タンデムアーク溶接システムのロボットコントローラおよびタンデムアーク溶接システム
【課題】溶接開始時における溶接線が教示時の位置とは異なっている場合であっても、先行極および後行極を溶接線の位置に合わせて適切に補正することができ、溶接欠陥を防止することができるタンデムアーク溶接における電極位置制御方法、ロボットコントローラおよびタンデムアーク溶接システムを提供する。
【解決手段】電極位置制御方法は、電流電圧検出手段6,7が溶接ワークWと接触させた先行極2aおよび後行極2bの電圧を検出する電圧検出工程と、センシング処理手段12が当該電気的変化から溶接ワークWの位置情報を検出するセンシング工程と、補正量算出処理手段16が当該位置情報から溶接線に対する先行極2aおよび後行極2bの位置ずれを補正する補正量を算出する補正量算出工程と、ロボット軌跡計画処理手段17が当該補正量を加算または減算することで、各電極の位置を補正する位置補正工程と、を行う
(もっと読む)
溶接ワイヤ送給用ガイド、サブマージアーク溶接機およびUOE鋼管の製造方法
【課題】UOE鋼管の外面シーム溶接に適用して好適なサブマージアーク溶接用の溶接ワイヤ送給用ガイドおよびそれを用いた多電極サブマージアーク溶接機を提供する。
【解決手段】耐熱性を有する絶縁体からなり、サブマージアーク溶接用溶接トーチの溶接チップへの取り付け部と溶接チップから突き出された溶接ワイヤをガイドするガイド部とを備え、前記溶接チップの先端に着脱可能とした溶接ワイヤ送給用ガイドであり、好ましくはガイド部の長さが5〜15mm、その先端が円錐状で、セラミックからなる。前記溶接ワイヤ送給用ガイドを、多電極サブマージアーク溶接機の少なくとも第1電極の溶接トーチに取り付ける。前記多電極サブマージアーク溶接機を用いて、UOE鋼管の外面シーム溶接を行う。
(もっと読む)
溶接方法および溶接装置
【課題】部材間に隙間が大きい場合や部材間の段差が大きい場合であっても、両部材を好適に溶接することができる溶接方法を提供する。
【解決手段】第一の部材P1と第二の部材P2の端面同士を溶接する溶接方法であって、端面同士を互いに一定距離離間させて配置させる位置決め工程と、端面同士を溶接ワイヤWにより溶接する溶接工程と、を備え、溶接工程では、溶接ワイヤを軸線C3方向の先端側に送り出す送り出し工程と、溶接ワイヤが第一の部材および第二の部材の少なくとも一方に接触した短絡位置と、溶接ワイヤが第一の部材および第二の部材から離間した離間位置と、の間を往復するように溶接ワイヤを移動させる距離調節移動工程と、短絡位置と離間位置とを結ぶ方向に交差する交差方向Zに溶接ワイヤを往復移動させる交差移動工程と、第一の部材および第二の部材と溶接ワイヤとの間に電圧を印加する給電工程と、をそれぞれ同時に行う。
(もっと読む)
横向ガスシールドアーク溶接方法
【課題】 ビルの建築等に使用されるボックス柱同士の突合せやコラムの端部とダイアフラムの横向多層盛溶接を、良好な作業環境下で高能率に、かつ高品質な溶接部を得ることができる横向ガスシールドアーク溶接方法を提供する。
【解決手段】 四角柱状構造物の開先部を横向姿勢で多層盛溶接するガスシールドアーク溶接方法において、四角柱状構造物の開先部は裏当金付き開先で、ルート間隔が2〜5mm、開先角度が25〜35°のレ型またはV型開先とし、各角部開先内に板厚2〜6mmの鋼製タブを取付け、該鋼製タブの溶接する開先部の裏面側に接するように銅製の冷却部材を設けて溶接することを特徴とする横向ガスシールドアーク溶接方法。
(もっと読む)
鋼材の多電極サブマージアーク溶接方法
【課題】板厚25mm以上のUOE鋼管、スパイラル鋼管などの大径鋼管の造管溶接に用いて好適な多電極サブマージアーク溶接方法を提供する。
【解決手段】板厚25mm以上の鋼材を2電極以上のサブマージアーク溶接で内外面一層盛り溶接する際に、内面溶接と外面溶接の両方について、第1電極の電流密度を220A/mm2以上とし、鋼材表面位置における第1電極と第2電極のワイヤ中心間距離を25mm以上とし、第1電極と第2電極との電流比を0.8以下とし、さらに内面溶接、外面溶接のそれぞれにおける溶込み深さに対する開先形状、溶接速度、電流の影響を、これらをパラメータとするパラメータ式で求まる値(内面溶接金属の溶込み深さはLIW、外面溶接金属の溶込み深さはLOW)で代表させ、これらの値と板厚からなるパラメータ式を満足するように開先寸法と溶接条件を選択する。
(もっと読む)
立向姿勢溶接装置
【課題】生産効率の向上を実現し、高張力鋼板の突合せ溶接にも適用可能としたうえで、溶接金属に酸化やブローホールなどの欠陥を生じさせることなく立向姿勢での突き合わせアーク溶接を行い得る立向姿勢溶接装置を提供する。
【解決手段】立向姿勢にある一対の厚板鋼板W,Wの端面Wa,Wa間に形成されるI形開先Wb内に溶接ワイヤ2を送出する溶接トーチ3と、I形開先Wbに沿って溶接トーチ3を移動させる台車5,スライドユニット6と、これらにより溶接トーチ3を上下動させると共にワイヤ送出量を制御することで、溶接トーチ3から送出される溶接ワイヤ2の先端部分2aをI形開先Wb内で往復動させて、溶接金属2Aを順次積層させる制御手段20と、I形開先Wbの外側からI形開先Wb内にシールドガスを供給するノズル8と、溶接トーチ3に装着されて溶接トーチ3から積層した溶接金属2AまでのI形開先Wbを覆うガス受け10を備えた。
(もっと読む)
ローラの溶接個所の開先
【課題】切削加工時に発生した切粉等の異物が、ルート部の溝に侵入し、かかる異物が製品使用時に悪影響を及ぼすことのないローラの溶接個所の開先の提供。
【解決手段】ローラ(10)のオス側(1)とメス側(2)との溶接個所の開先(3)において、ルート部の溝(4)はローラ半径方向へ延在する領域(5)とローラ軸方向へ延在する領域(6)を有しており、ルート部の溝(4)におけるローラ軸方向へ延在する領域(6)がローラ内部の中空部分(10E)に連続していることを特徴としている。
(もっと読む)
鋼管杭の現場溶接用防風設備及び該防風設備を用いた鋼管杭の現場溶接方法
【課題】鋼管杭の現場溶接において、防風対策を確実に行なうことができると共に取り扱いが容易な鋼管杭の現場溶接用防風設備及び該防風設備を用いた現場溶接方法を提供する。
【解決手段】本発明に係る鋼管杭の現場溶接用防風設備1は、鋼管杭3の周囲をその全周あるいは一部を囲むように配置可能な棒状のリング部材5と、リング部材5を支持する複数の柱部材7とを備えた自立可能な骨組材9と、上端部がリング部材5に支持されて骨組材9の周囲を覆う防風シート11とを備えてなることを特徴とするものである。
(もっと読む)
1 - 20 / 70
[ Back to top ]