
溶融紡糸方法及び溶融紡糸装置

【課題】細く、均一な繊維を切れることなく、容易かつ安定した状態で得ることができる溶融紡糸方法及び溶融紡糸装置を提供する。
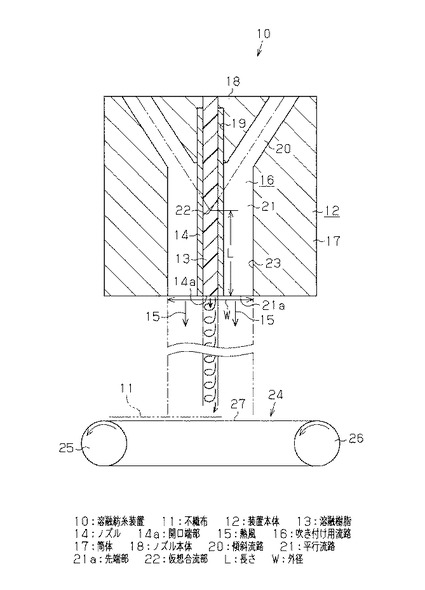
【解決手段】溶融紡糸装置10は、装置本体12内に溶融樹脂を押し出すためのノズル14と、該ノズル14の周囲に配置されて熱風を吹き付けるための吹き付け用流路16を有する筒体17とを備えている。ノズル14の開口端部14aは、ノズル14の周囲に斜め前方に向けて吹き付けられる熱風15の仮想合流部22より下流側に位置するように設定されている。そして、溶融樹脂13をノズル14から吐出し、その周囲に斜め前方に向けて旋回する熱風15を吹き付けて溶融樹脂13を螺旋状の繊維にし、該繊維をベルトコンベヤ装置24のベルト27上に吹き付けて不織布11のシートが製造される。
【解決手段】溶融紡糸装置10は、装置本体12内に溶融樹脂を押し出すためのノズル14と、該ノズル14の周囲に配置されて熱風を吹き付けるための吹き付け用流路16を有する筒体17とを備えている。ノズル14の開口端部14aは、ノズル14の周囲に斜め前方に向けて吹き付けられる熱風15の仮想合流部22より下流側に位置するように設定されている。そして、溶融樹脂13をノズル14から吐出し、その周囲に斜め前方に向けて旋回する熱風15を吹き付けて溶融樹脂13を螺旋状の繊維にし、該繊維をベルトコンベヤ装置24のベルト27上に吹き付けて不織布11のシートが製造される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、メルトブロー法によって溶融樹脂が押し出されて形成された繊維をベルトコンベヤ上に供給して不織布を作製するための溶融紡糸方法及びその方法に用いられる溶融紡糸装置に関する。
【背景技術】
【0002】
メルトブロー法は原料樹脂を溶融して押し出される繊維(糸)から不織布のシートを得る溶融紡糸方法であり、押出機で溶融された原料樹脂を型に流し込み、型に設けられたノズルから溶融樹脂を押し出すと同時にその周囲から高温、高速の熱風を吹き付けることにより、溶融樹脂が繊維状(糸状)に吹き出される。この繊維をコンベア上に供給して集積することにより不織布のシートが作製される。
【0003】
この種の紡糸方法として、例えば特許文献1に記載されている横配列ウェブの製造方法が知られている。すなわち、紡糸ノズルから溶融樹脂を繊維状に押し出す工程と、紡糸ノズルの周囲から高温の一次エアを流して繊維状の溶融樹脂を振動させる工程と、一次エアにより振動しつつ落下する繊維状の溶融樹脂に高温の二次エアを噴出し、幅方向に広げて紡糸する工程と、コンベア上に繊維状の溶融樹脂を集積して横配列ウェブを作製する工程とを備えている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2001−98455号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところが、特許文献1に記載の製造方法では、横方向に配列されたウェブを得ることを目的としているため、紡糸ノズルから押し出された繊維状の溶融樹脂を一次エアで振動させ、二次エアで幅方向に広げなければならない。この場合、一次エアを高速で流すことにより紡糸ノズルから押し出された繊維状の溶融樹脂を振動させることから、繊維を安定した状態で引き伸ばすことができず、しかも繊維が切れやすくなるおそれがあった。加えて、二次エアは繊維状の溶融樹脂に対して横方向から吹き付けられるため、繊維の流れが乱されて切れやすくなり、繊維を細く、均一に形成することが難しいという問題があった。
【0006】
そこで、本発明の目的とするところは、細く、均一な繊維を切れることなく、容易かつ安定した状態で得ることができる溶融紡糸方法及び溶融紡糸装置を提供することにある。
【課題を解決するための手段】
【0007】
上記目的を達成するために、請求項1に記載の発明の溶融紡糸方法では、溶融樹脂をノズルから押し出し、その周囲に溶融樹脂の押し出し方向に向けて熱風を吹き付けて溶融樹脂を繊維状にし、該繊維を対象物に供給して不織布を製造するための溶融紡糸方法であって、前記ノズルの開口端部がノズルの周囲に斜め前方に向けて吹き付けられる熱風の仮想合流部より下流側に位置し、ノズルから押し出される溶融樹脂を振動させることなく、熱風の流れが溶融樹脂の流れに平行に形成されることを特徴とする。
【0008】
請求項2に記載の発明の溶融紡糸方法は、請求項1に係る発明において、前記熱風がノズルから押し出される溶融樹脂の繊維を引き伸ばすように、熱風の流れが溶融樹脂の流れより高速に設定されていることを特徴とする。
【0009】
請求項3に記載の発明の溶融紡糸装置は、請求項1に記載の溶融紡糸方法を実施する溶融紡糸装置であって、装置本体内に溶融樹脂を押し出すためのノズルと、該ノズルの周囲に配置されて熱風を吹き付けるための吹き付け用流路を有する筒体とを備え、ノズルの開口端部がノズルの周囲に溶融樹脂の押し出し方向に向けて吹き付けられる熱風の仮想合流部より下流側に位置するように設定されていることを特徴とする。
【0010】
請求項4に記載の発明の溶融紡糸装置は、請求項3に係る発明において、前記吹き付け用流路は、基端側がノズルに対して傾斜する傾斜流路になるとともに、先端側がノズルと平行に延びる平行流路となり、前記傾斜流路を流れる熱風の仮想合流部から平行流路の先端部までの長さが平行流路の外径に対して0.6〜3倍となるように構成されていることを特徴とする。
【0011】
請求項5に記載の発明の溶融紡糸装置は、請求項3又は請求項4に係る発明において、前記ノズルの開口端部は、平行流路の先端部から内側へ5mmの位置と外側へ5mmの位置との間に位置するように構成されていることを特徴とする。
【0012】
請求項6に記載の発明の溶融紡糸装置は、請求項3から請求項5のいずれか1項に係る発明において、前記ノズルは金属パイプがノズル本体に接合されて構成されていることを特徴とする。
【発明の効果】
【0013】
本発明によれば、次のような効果を発揮することができる。
本発明の溶融紡糸方法は、溶融樹脂をノズルから押し出し、その周囲に溶融樹脂の押し出し方向に向けて熱風を吹き付けて溶融樹脂を繊維状にし、該繊維を対象物に供給して不織布を製造するためのものである。そして、ノズルの開口端部がノズルの周囲に溶融樹脂の押し出し方向に向けて吹き付けられる熱風の仮想合流部より下流側に位置し、ノズルから押し出される溶融樹脂を振動させることなく、熱風の流れが溶融樹脂の流れに平行に形成される。
【0014】
このため、溶融樹脂の押し出し方向に向けて吹き付けられた熱風は、ノズルの開口端部から吹き出された溶融樹脂の流れに対して平行に整流される。従って、熱風は繊維状の溶融樹脂を振動させることなく、溶融樹脂に対して引き伸ばす力を示すことができるとともに、溶融樹脂から形成される繊維を切れ難くすることができる。
【0015】
よって、本発明の溶融紡糸方法によれば、細く、均一な繊維を切れることなく、容易かつ安定した状態で得ることができる。
【図面の簡単な説明】
【0016】
【図1】本発明の実施形態における溶融紡糸装置を示す断面図。
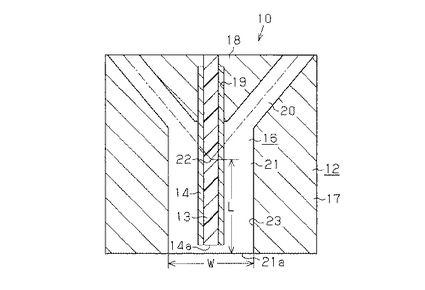
【図2】試験用の溶融紡糸装置の要部を示す断面図。
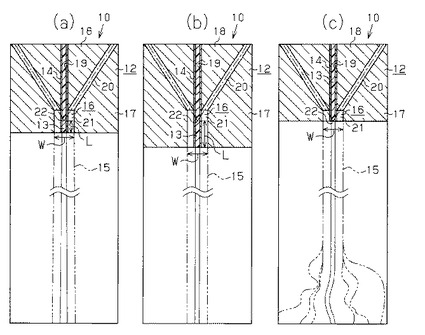
【図3】ノズルから吹き出される溶融樹脂と熱風の流れを示す説明図であって、平行流路の外径に対する傾斜流路を流れる熱風の合流部から平行流路の先端部までの長さが(a)では0.6倍、(b)では1.3倍及び(c)では0倍の場合の説明図。
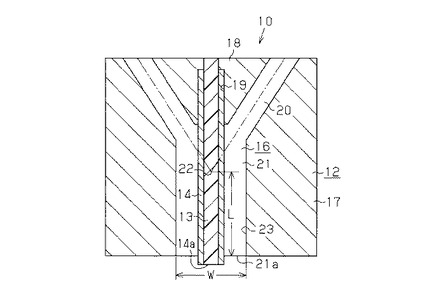
【図4】溶融紡糸装置の別例を示す要部断面図。
【図5】溶融紡糸装置のさらなる別例を示す要部断面図。
【発明を実施するための形態】
【0017】
以下、本発明を具体化した実施形態を図1〜図3に基づいて詳細に説明する。
図1に示すように、原料樹脂から不織布11のシートを製造するための溶融紡糸装置10は、装置本体12内で溶融樹脂13を繊維状(糸状)に押し出すためのノズル14と、該ノズル14の周囲に配置されて熱風15を繊維状の溶融樹脂13に吹き付けるための吹き付け用流路16を有する筒体17とにより構成されている。原料樹脂としては、例えばポリプロピレン樹脂、ポリエステル樹脂、ポリアミド樹脂等の紡糸性の良い熱可塑性樹脂が用いられる。溶融樹脂13は図示しない押出装置で原料樹脂が溶融されて形成され、ノズル14へと押し出され、そのノズル14から押し出される。このノズル14は、ステンレス鋼等により形成された金属パイプがノズル本体18の固定孔19に差し込まれた状態でレーザ光を金属パイプとノズル本体18との境界の複数箇所に照射することにより接合されて形成されている。該ノズル14の内径は例えば0.2〜0.3mm、外径は例えば0.4〜0.5mmに設定される。
【0018】
前記吹き付け用流路16は、その基端側がノズル14に対して前方ほどノズル14に近接するように傾斜する傾斜流路20になるとともに、先端側がノズル14と平行に延びる平行流路21となっている。傾斜流路20及び平行流路21はノズル14と同心円状に形成されている。ノズル14の開口端部14aは、ノズル14の周囲に傾斜流路20から斜め前方に向けて吹き付けられる熱風15の仮想合流部22より下流側に位置するように設定されている。ノズル14の開口端部14aの位置をこのように設定することで平行流路21から吹き出される熱風15の流れをノズル14から押し出される溶融樹脂13の流れに対して平行にすることができる。ノズル14の開口端部14aが仮想合流部22より上流側に位置する場合には、傾斜流路20から吹き出された熱風15により乱流が生じて熱風15の流れを溶融樹脂13の流れに平行になるように整流することはできない。
【0019】
前記熱風15の仮想合流部22から平行流路21の先端部21aまでの長さLは、平行流路21の外径Wに対して0.6〜3倍の比率r(=L/W)であることが好ましい。この場合、熱風15の流れはノズル14から押し出される溶融樹脂13の流れに平行に整流され、溶融紡糸を精度良く、円滑に行うことができる。この比率rは大きいほどよいが、大きくなるほど溶融紡糸装置10が大型化するため、その上限は3倍程度であることが好ましい。上記比率rが0.6倍を下回る場合には、傾斜流路20から斜め前方に流れ込む熱風15によってノズル14から押し出される溶融樹脂13の流れが乱され、良好な溶融紡糸を行うことができない。
【0020】
ここで、前述した平行流路21の外径Wに対する仮想合流部22から平行流路21の先端部21aまでの長さLの比率rに関して試験を行った結果について説明する。
図2は試験を行った溶融紡糸装置10であってその構成は図1に示す溶融紡糸装置10と同様であり、仮想合流部22から平行流路21の先端部21aまでの長さLが変更できるようになっている。図3(a)に示す溶融紡糸装置10では前記比率rが0.6、図3(b)に示す溶融紡糸装置10では前記比率rが1.3、図3(c)に溶融紡糸装置10では前記比率rが0に設定されている。これらの条件下でそれぞれポリプロピレン樹脂の溶融紡糸試験を行った。
【0021】
その結果、図3(b)に示すように、前記比率rが1.3である場合には、ノズル14から押し出される溶融樹脂13の流れが熱風15の流れとともにほぼ真直ぐに下降し、良好な紡糸が行われた。図3(a)に示すように、前記比率rが0.6である場合には、ノズル14から押し出される溶融樹脂13の流れと熱風15の流れがほぼ平行に延び、概ね良好な紡糸が行われた。これに対し、図3(c)に示すように、前記比率rが0である場合すなわちノズル14の開口端部14aが仮想合流部22に位置している場合には、ノズル14から押し出される溶融樹脂13の流れと熱風15の流れとが途中から屈曲し、乱流状態で下降し、所望とする紡糸を行うことができなかった。
【0022】
前記ノズル14の開口端部14aは平行流路21の先端面に対して通常同一面上に位置しているが、ノズル14の開口端部14aは平行流路21の先端部21aから内側へ5mmの位置と外側へ5mmの位置との間に位置するように構成することができる。この場合、ノズル14の開口端部14aが平行流路21の先端面と同一面上に位置するときとほぼ同様の効果を奏することができる。ノズル14の開口端部14aが平行流路21の先端部21aより5mmを超えて内側に位置する場合には、平行流路21を流れる熱風15が傾斜流路20からの熱風15により影響を受けて揺れ動き、ノズル14から押し出される溶融樹脂13が平行流路21を形成する内壁面23に付着したりして好ましくない。その一方、ノズル14の開口端部14aが平行流路21の先端部21aより5mmを超えて外側に位置する場合には、ノズル14から押し出される溶融樹脂13に対して吹き付けられる熱風15の効果が低下する。
【0023】
前記平行流路21から吹き出される熱風15の流れは、ノズル14から押し出される溶融樹脂13の流れより高速になるように設定され、熱風15の流れが溶融樹脂13の流れと平行を保持した状態で溶融樹脂13の繊維を細く引き伸ばすようになっている。この場合、熱風15の速度は高速の熱風15によって溶融樹脂13と熱風15との間に生じる減圧作用に基づいて溶融樹脂13が振動しない程度に設定される。
【0024】
前記溶融紡糸装置10の下方位置にはベルトコンベヤ装置24が配設され、前後一対のローラ25,26間に掛装されたベルト27が周回するように構成されている。そして、ノズル14から下方へ押し出された溶融樹脂13の繊維がベルト27上に堆積され、不織布11のシートが形成されるようになっている。
【0025】
次に、上記のように構成された溶融紡糸装置10を用いた樹脂の溶融紡糸方法について説明する。
さて、図1に示すように、溶融樹脂13がノズル14から下方へ吐出される一方、その周囲において熱風15が傾斜流路20から平行流路21を経て吹き出される。熱風15は傾斜流路20からノズル14に向けて斜め方向に吹き出された後、平行流路21から溶融樹脂13の流れと平行方向に吹き出され、溶融樹脂13が揺れながら下降する。この過程で、溶融樹脂13は次第に固化されて繊維となり紡糸される。
【0026】
このとき、ノズル14の開口端部14aが熱風15の仮想合流部22よりも下流側に位置しているため、傾斜流路20から平行流路21を介して吹き出される熱風15は溶融樹脂13の流れに平行方向に流れるように整流される。特に、傾斜流路20を流れる熱風15の仮想合流部22から平行流路21の先端部21aまでの長さLが平行流路21の外径Wに対して0.6〜3倍に設定されていることにより、平行流路21から吹き出される熱風15は溶融樹脂13の流れに平行になるように一層良好に整流される。このため、溶融樹脂13の流れは熱風15の流れに包まれるようにして安定した状態で鉛直方向の下方へ真直ぐに延びる。
【0027】
この際、熱風15の流れが溶融樹脂13の流れよりも高速に設定されていることにより、熱風15よりも低速で下降する溶融樹脂13に対してその周囲から下方への引張力が作用し、溶融樹脂13の繊維が下方へ細長く引き伸ばされる。熱風15の流れとともに下降する繊維は、ベルトコンベヤ装置24のベルト27上に供給され、集積されて不織布11のシートが形成される。得られた不織布11のシートは、ベルト27とともに移動して所定位置で取得される。
【0028】
以上の実施形態により発揮される効果について以下にまとめて説明する。
(1) 本実施形態の溶融紡糸方法では、ノズル14の開口端部14aがノズル14の周囲に斜め前方に向けて吹き付けられる熱風15の仮想合流部22より下流側に位置し、平行流路21の中心に位置するノズル14から溶融樹脂13が吐出される。一方、熱風15は傾斜流路20から平行流路21を経て溶融樹脂13の外周部に吹き出される。つまり、熱風15は平行流路21を通過して吹き出されることにより、ノズル14の開口端部14aから吹き出された溶融樹脂13の流れに対して平行方向に整流される。
【0029】
このため、熱風15は、溶融樹脂13に対して引き伸ばす力を示すことができるとともに、溶融樹脂13の繊維を切れ難くすることができる。従って、この溶融紡糸方法によれば、細く、均一な繊維を切れることなく、容易かつ安定した状態で得ることができる。よって、良好な品質を有する不織布を歩留まり良く生産することができる。
【0030】
(2) 平行流路21から吹き出される熱風15の流れがノズル14から押し出される溶融樹脂13の流れより高速に設定されていることにより、熱風15の流れが溶融樹脂13の流れと平行を保持した状態で溶融樹脂13の繊維を効果的に引き伸ばすことができる。この場合、得られる繊維の繊維径を例えば3μm以下にすることができる。
【0031】
(3) 溶融紡糸装置10は溶融樹脂13を吹き出すノズル14と、該ノズル14の周囲に配置されて熱風15を吹き付けるための吹き付け用流路16を有する筒体17とにより構成され、ノズル14の開口端部14aが傾斜流路20から吹き出される熱風15の仮想合流部22より下流側に位置するように設定されている。このため、溶融紡糸装置10によれば、構成を簡易にすることができるとともに、細く、均一な繊維を切れることなく、容易かつ安定した状態で得ることができる。
【0032】
(4) 吹き付け用流路16は、基端側がノズル14に対して傾斜する傾斜流路20、先端側がノズル14と平行に延びる平行流路21となり、前述した比率rが0.6〜3倍となるように設定されている。このため、熱風15の流れはノズル14から押し出される溶融樹脂13の流れに平行に整流され、溶融紡糸を精度良く、円滑に行うことができる。
【0033】
(5) ノズル14の開口端部14aは、平行流路21の先端部21aから内側へ5mmの位置と外側へ5mmの位置との間に位置するように構成されている。このため、ノズル14の開口端部14aが前記仮想合流部22より下流側に位置している限り、平行流路21の先端部21aより若干内側又は若干外側にずれていても、ずれていない場合と同様の効果を発揮することができるとともに、ノズル14の開口端部14aの位置を厳密に設計する必要がなく、設計を容易に行うことができる。
【0034】
(6) 前記ノズル14は金属パイプがノズル本体18に接合されて構成されていることにより、ノズル本体18に微小な孔開け加工を行う場合に比べてノズル14を精度良く、容易に加工することができる。
【0035】
なお、前記各実施形態を次のように変更して実施することも可能である。
・ 図4に示すように、ノズル14に対する傾斜流路20の傾斜角度を実施形態の傾斜流路20の傾斜角度より大きく設定し、仮想合流部22を実施形態の場合よりもノズル14の基端側に設定することができる。さらに、ノズル14の開口端部14aの位置を平行流路21の先端部21aよりも内側(5mm以内)に設定することができる。この場合、平行流路21の長さを十分に確保することができ、熱風15の整流効果を向上させることができる。
【0036】
・ 図5に示すように、平行流路21の外径Wを実施形態の平行流路21の外径Wより小さく設定し、ノズル14の開口端部14aの位置を平行流路21の先端部21aよりも外側(5mm以内)に設定することができる。この場合、平行流路21から吹き出される熱風15の流速を実施形態の場合より大きくすることができ、ノズル14から押し出される溶融樹脂13の繊維を引き伸ばす効果を高めることができる。
【0037】
・ 溶融樹脂13を押し出すノズル14を、ノズル本体18に対して孔開け加工を施すことにより形成することも可能である。
【符号の説明】
【0038】
10…溶融紡糸装置、11…不織布、12…装置本体、13…溶融樹脂、14…ノズル、14a…開口端部、15…熱風、16…吹き付け用流路、17…筒体、18…ノズル本体、20…傾斜流路、21…平行流路、21a…先端部、22…仮想合流部、L…長さ、W…外径。
【技術分野】
【0001】
本発明は、メルトブロー法によって溶融樹脂が押し出されて形成された繊維をベルトコンベヤ上に供給して不織布を作製するための溶融紡糸方法及びその方法に用いられる溶融紡糸装置に関する。
【背景技術】
【0002】
メルトブロー法は原料樹脂を溶融して押し出される繊維(糸)から不織布のシートを得る溶融紡糸方法であり、押出機で溶融された原料樹脂を型に流し込み、型に設けられたノズルから溶融樹脂を押し出すと同時にその周囲から高温、高速の熱風を吹き付けることにより、溶融樹脂が繊維状(糸状)に吹き出される。この繊維をコンベア上に供給して集積することにより不織布のシートが作製される。
【0003】
この種の紡糸方法として、例えば特許文献1に記載されている横配列ウェブの製造方法が知られている。すなわち、紡糸ノズルから溶融樹脂を繊維状に押し出す工程と、紡糸ノズルの周囲から高温の一次エアを流して繊維状の溶融樹脂を振動させる工程と、一次エアにより振動しつつ落下する繊維状の溶融樹脂に高温の二次エアを噴出し、幅方向に広げて紡糸する工程と、コンベア上に繊維状の溶融樹脂を集積して横配列ウェブを作製する工程とを備えている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2001−98455号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところが、特許文献1に記載の製造方法では、横方向に配列されたウェブを得ることを目的としているため、紡糸ノズルから押し出された繊維状の溶融樹脂を一次エアで振動させ、二次エアで幅方向に広げなければならない。この場合、一次エアを高速で流すことにより紡糸ノズルから押し出された繊維状の溶融樹脂を振動させることから、繊維を安定した状態で引き伸ばすことができず、しかも繊維が切れやすくなるおそれがあった。加えて、二次エアは繊維状の溶融樹脂に対して横方向から吹き付けられるため、繊維の流れが乱されて切れやすくなり、繊維を細く、均一に形成することが難しいという問題があった。
【0006】
そこで、本発明の目的とするところは、細く、均一な繊維を切れることなく、容易かつ安定した状態で得ることができる溶融紡糸方法及び溶融紡糸装置を提供することにある。
【課題を解決するための手段】
【0007】
上記目的を達成するために、請求項1に記載の発明の溶融紡糸方法では、溶融樹脂をノズルから押し出し、その周囲に溶融樹脂の押し出し方向に向けて熱風を吹き付けて溶融樹脂を繊維状にし、該繊維を対象物に供給して不織布を製造するための溶融紡糸方法であって、前記ノズルの開口端部がノズルの周囲に斜め前方に向けて吹き付けられる熱風の仮想合流部より下流側に位置し、ノズルから押し出される溶融樹脂を振動させることなく、熱風の流れが溶融樹脂の流れに平行に形成されることを特徴とする。
【0008】
請求項2に記載の発明の溶融紡糸方法は、請求項1に係る発明において、前記熱風がノズルから押し出される溶融樹脂の繊維を引き伸ばすように、熱風の流れが溶融樹脂の流れより高速に設定されていることを特徴とする。
【0009】
請求項3に記載の発明の溶融紡糸装置は、請求項1に記載の溶融紡糸方法を実施する溶融紡糸装置であって、装置本体内に溶融樹脂を押し出すためのノズルと、該ノズルの周囲に配置されて熱風を吹き付けるための吹き付け用流路を有する筒体とを備え、ノズルの開口端部がノズルの周囲に溶融樹脂の押し出し方向に向けて吹き付けられる熱風の仮想合流部より下流側に位置するように設定されていることを特徴とする。
【0010】
請求項4に記載の発明の溶融紡糸装置は、請求項3に係る発明において、前記吹き付け用流路は、基端側がノズルに対して傾斜する傾斜流路になるとともに、先端側がノズルと平行に延びる平行流路となり、前記傾斜流路を流れる熱風の仮想合流部から平行流路の先端部までの長さが平行流路の外径に対して0.6〜3倍となるように構成されていることを特徴とする。
【0011】
請求項5に記載の発明の溶融紡糸装置は、請求項3又は請求項4に係る発明において、前記ノズルの開口端部は、平行流路の先端部から内側へ5mmの位置と外側へ5mmの位置との間に位置するように構成されていることを特徴とする。
【0012】
請求項6に記載の発明の溶融紡糸装置は、請求項3から請求項5のいずれか1項に係る発明において、前記ノズルは金属パイプがノズル本体に接合されて構成されていることを特徴とする。
【発明の効果】
【0013】
本発明によれば、次のような効果を発揮することができる。
本発明の溶融紡糸方法は、溶融樹脂をノズルから押し出し、その周囲に溶融樹脂の押し出し方向に向けて熱風を吹き付けて溶融樹脂を繊維状にし、該繊維を対象物に供給して不織布を製造するためのものである。そして、ノズルの開口端部がノズルの周囲に溶融樹脂の押し出し方向に向けて吹き付けられる熱風の仮想合流部より下流側に位置し、ノズルから押し出される溶融樹脂を振動させることなく、熱風の流れが溶融樹脂の流れに平行に形成される。
【0014】
このため、溶融樹脂の押し出し方向に向けて吹き付けられた熱風は、ノズルの開口端部から吹き出された溶融樹脂の流れに対して平行に整流される。従って、熱風は繊維状の溶融樹脂を振動させることなく、溶融樹脂に対して引き伸ばす力を示すことができるとともに、溶融樹脂から形成される繊維を切れ難くすることができる。
【0015】
よって、本発明の溶融紡糸方法によれば、細く、均一な繊維を切れることなく、容易かつ安定した状態で得ることができる。
【図面の簡単な説明】
【0016】
【図1】本発明の実施形態における溶融紡糸装置を示す断面図。
【図2】試験用の溶融紡糸装置の要部を示す断面図。
【図3】ノズルから吹き出される溶融樹脂と熱風の流れを示す説明図であって、平行流路の外径に対する傾斜流路を流れる熱風の合流部から平行流路の先端部までの長さが(a)では0.6倍、(b)では1.3倍及び(c)では0倍の場合の説明図。
【図4】溶融紡糸装置の別例を示す要部断面図。
【図5】溶融紡糸装置のさらなる別例を示す要部断面図。
【発明を実施するための形態】
【0017】
以下、本発明を具体化した実施形態を図1〜図3に基づいて詳細に説明する。
図1に示すように、原料樹脂から不織布11のシートを製造するための溶融紡糸装置10は、装置本体12内で溶融樹脂13を繊維状(糸状)に押し出すためのノズル14と、該ノズル14の周囲に配置されて熱風15を繊維状の溶融樹脂13に吹き付けるための吹き付け用流路16を有する筒体17とにより構成されている。原料樹脂としては、例えばポリプロピレン樹脂、ポリエステル樹脂、ポリアミド樹脂等の紡糸性の良い熱可塑性樹脂が用いられる。溶融樹脂13は図示しない押出装置で原料樹脂が溶融されて形成され、ノズル14へと押し出され、そのノズル14から押し出される。このノズル14は、ステンレス鋼等により形成された金属パイプがノズル本体18の固定孔19に差し込まれた状態でレーザ光を金属パイプとノズル本体18との境界の複数箇所に照射することにより接合されて形成されている。該ノズル14の内径は例えば0.2〜0.3mm、外径は例えば0.4〜0.5mmに設定される。
【0018】
前記吹き付け用流路16は、その基端側がノズル14に対して前方ほどノズル14に近接するように傾斜する傾斜流路20になるとともに、先端側がノズル14と平行に延びる平行流路21となっている。傾斜流路20及び平行流路21はノズル14と同心円状に形成されている。ノズル14の開口端部14aは、ノズル14の周囲に傾斜流路20から斜め前方に向けて吹き付けられる熱風15の仮想合流部22より下流側に位置するように設定されている。ノズル14の開口端部14aの位置をこのように設定することで平行流路21から吹き出される熱風15の流れをノズル14から押し出される溶融樹脂13の流れに対して平行にすることができる。ノズル14の開口端部14aが仮想合流部22より上流側に位置する場合には、傾斜流路20から吹き出された熱風15により乱流が生じて熱風15の流れを溶融樹脂13の流れに平行になるように整流することはできない。
【0019】
前記熱風15の仮想合流部22から平行流路21の先端部21aまでの長さLは、平行流路21の外径Wに対して0.6〜3倍の比率r(=L/W)であることが好ましい。この場合、熱風15の流れはノズル14から押し出される溶融樹脂13の流れに平行に整流され、溶融紡糸を精度良く、円滑に行うことができる。この比率rは大きいほどよいが、大きくなるほど溶融紡糸装置10が大型化するため、その上限は3倍程度であることが好ましい。上記比率rが0.6倍を下回る場合には、傾斜流路20から斜め前方に流れ込む熱風15によってノズル14から押し出される溶融樹脂13の流れが乱され、良好な溶融紡糸を行うことができない。
【0020】
ここで、前述した平行流路21の外径Wに対する仮想合流部22から平行流路21の先端部21aまでの長さLの比率rに関して試験を行った結果について説明する。
図2は試験を行った溶融紡糸装置10であってその構成は図1に示す溶融紡糸装置10と同様であり、仮想合流部22から平行流路21の先端部21aまでの長さLが変更できるようになっている。図3(a)に示す溶融紡糸装置10では前記比率rが0.6、図3(b)に示す溶融紡糸装置10では前記比率rが1.3、図3(c)に溶融紡糸装置10では前記比率rが0に設定されている。これらの条件下でそれぞれポリプロピレン樹脂の溶融紡糸試験を行った。
【0021】
その結果、図3(b)に示すように、前記比率rが1.3である場合には、ノズル14から押し出される溶融樹脂13の流れが熱風15の流れとともにほぼ真直ぐに下降し、良好な紡糸が行われた。図3(a)に示すように、前記比率rが0.6である場合には、ノズル14から押し出される溶融樹脂13の流れと熱風15の流れがほぼ平行に延び、概ね良好な紡糸が行われた。これに対し、図3(c)に示すように、前記比率rが0である場合すなわちノズル14の開口端部14aが仮想合流部22に位置している場合には、ノズル14から押し出される溶融樹脂13の流れと熱風15の流れとが途中から屈曲し、乱流状態で下降し、所望とする紡糸を行うことができなかった。
【0022】
前記ノズル14の開口端部14aは平行流路21の先端面に対して通常同一面上に位置しているが、ノズル14の開口端部14aは平行流路21の先端部21aから内側へ5mmの位置と外側へ5mmの位置との間に位置するように構成することができる。この場合、ノズル14の開口端部14aが平行流路21の先端面と同一面上に位置するときとほぼ同様の効果を奏することができる。ノズル14の開口端部14aが平行流路21の先端部21aより5mmを超えて内側に位置する場合には、平行流路21を流れる熱風15が傾斜流路20からの熱風15により影響を受けて揺れ動き、ノズル14から押し出される溶融樹脂13が平行流路21を形成する内壁面23に付着したりして好ましくない。その一方、ノズル14の開口端部14aが平行流路21の先端部21aより5mmを超えて外側に位置する場合には、ノズル14から押し出される溶融樹脂13に対して吹き付けられる熱風15の効果が低下する。
【0023】
前記平行流路21から吹き出される熱風15の流れは、ノズル14から押し出される溶融樹脂13の流れより高速になるように設定され、熱風15の流れが溶融樹脂13の流れと平行を保持した状態で溶融樹脂13の繊維を細く引き伸ばすようになっている。この場合、熱風15の速度は高速の熱風15によって溶融樹脂13と熱風15との間に生じる減圧作用に基づいて溶融樹脂13が振動しない程度に設定される。
【0024】
前記溶融紡糸装置10の下方位置にはベルトコンベヤ装置24が配設され、前後一対のローラ25,26間に掛装されたベルト27が周回するように構成されている。そして、ノズル14から下方へ押し出された溶融樹脂13の繊維がベルト27上に堆積され、不織布11のシートが形成されるようになっている。
【0025】
次に、上記のように構成された溶融紡糸装置10を用いた樹脂の溶融紡糸方法について説明する。
さて、図1に示すように、溶融樹脂13がノズル14から下方へ吐出される一方、その周囲において熱風15が傾斜流路20から平行流路21を経て吹き出される。熱風15は傾斜流路20からノズル14に向けて斜め方向に吹き出された後、平行流路21から溶融樹脂13の流れと平行方向に吹き出され、溶融樹脂13が揺れながら下降する。この過程で、溶融樹脂13は次第に固化されて繊維となり紡糸される。
【0026】
このとき、ノズル14の開口端部14aが熱風15の仮想合流部22よりも下流側に位置しているため、傾斜流路20から平行流路21を介して吹き出される熱風15は溶融樹脂13の流れに平行方向に流れるように整流される。特に、傾斜流路20を流れる熱風15の仮想合流部22から平行流路21の先端部21aまでの長さLが平行流路21の外径Wに対して0.6〜3倍に設定されていることにより、平行流路21から吹き出される熱風15は溶融樹脂13の流れに平行になるように一層良好に整流される。このため、溶融樹脂13の流れは熱風15の流れに包まれるようにして安定した状態で鉛直方向の下方へ真直ぐに延びる。
【0027】
この際、熱風15の流れが溶融樹脂13の流れよりも高速に設定されていることにより、熱風15よりも低速で下降する溶融樹脂13に対してその周囲から下方への引張力が作用し、溶融樹脂13の繊維が下方へ細長く引き伸ばされる。熱風15の流れとともに下降する繊維は、ベルトコンベヤ装置24のベルト27上に供給され、集積されて不織布11のシートが形成される。得られた不織布11のシートは、ベルト27とともに移動して所定位置で取得される。
【0028】
以上の実施形態により発揮される効果について以下にまとめて説明する。
(1) 本実施形態の溶融紡糸方法では、ノズル14の開口端部14aがノズル14の周囲に斜め前方に向けて吹き付けられる熱風15の仮想合流部22より下流側に位置し、平行流路21の中心に位置するノズル14から溶融樹脂13が吐出される。一方、熱風15は傾斜流路20から平行流路21を経て溶融樹脂13の外周部に吹き出される。つまり、熱風15は平行流路21を通過して吹き出されることにより、ノズル14の開口端部14aから吹き出された溶融樹脂13の流れに対して平行方向に整流される。
【0029】
このため、熱風15は、溶融樹脂13に対して引き伸ばす力を示すことができるとともに、溶融樹脂13の繊維を切れ難くすることができる。従って、この溶融紡糸方法によれば、細く、均一な繊維を切れることなく、容易かつ安定した状態で得ることができる。よって、良好な品質を有する不織布を歩留まり良く生産することができる。
【0030】
(2) 平行流路21から吹き出される熱風15の流れがノズル14から押し出される溶融樹脂13の流れより高速に設定されていることにより、熱風15の流れが溶融樹脂13の流れと平行を保持した状態で溶融樹脂13の繊維を効果的に引き伸ばすことができる。この場合、得られる繊維の繊維径を例えば3μm以下にすることができる。
【0031】
(3) 溶融紡糸装置10は溶融樹脂13を吹き出すノズル14と、該ノズル14の周囲に配置されて熱風15を吹き付けるための吹き付け用流路16を有する筒体17とにより構成され、ノズル14の開口端部14aが傾斜流路20から吹き出される熱風15の仮想合流部22より下流側に位置するように設定されている。このため、溶融紡糸装置10によれば、構成を簡易にすることができるとともに、細く、均一な繊維を切れることなく、容易かつ安定した状態で得ることができる。
【0032】
(4) 吹き付け用流路16は、基端側がノズル14に対して傾斜する傾斜流路20、先端側がノズル14と平行に延びる平行流路21となり、前述した比率rが0.6〜3倍となるように設定されている。このため、熱風15の流れはノズル14から押し出される溶融樹脂13の流れに平行に整流され、溶融紡糸を精度良く、円滑に行うことができる。
【0033】
(5) ノズル14の開口端部14aは、平行流路21の先端部21aから内側へ5mmの位置と外側へ5mmの位置との間に位置するように構成されている。このため、ノズル14の開口端部14aが前記仮想合流部22より下流側に位置している限り、平行流路21の先端部21aより若干内側又は若干外側にずれていても、ずれていない場合と同様の効果を発揮することができるとともに、ノズル14の開口端部14aの位置を厳密に設計する必要がなく、設計を容易に行うことができる。
【0034】
(6) 前記ノズル14は金属パイプがノズル本体18に接合されて構成されていることにより、ノズル本体18に微小な孔開け加工を行う場合に比べてノズル14を精度良く、容易に加工することができる。
【0035】
なお、前記各実施形態を次のように変更して実施することも可能である。
・ 図4に示すように、ノズル14に対する傾斜流路20の傾斜角度を実施形態の傾斜流路20の傾斜角度より大きく設定し、仮想合流部22を実施形態の場合よりもノズル14の基端側に設定することができる。さらに、ノズル14の開口端部14aの位置を平行流路21の先端部21aよりも内側(5mm以内)に設定することができる。この場合、平行流路21の長さを十分に確保することができ、熱風15の整流効果を向上させることができる。
【0036】
・ 図5に示すように、平行流路21の外径Wを実施形態の平行流路21の外径Wより小さく設定し、ノズル14の開口端部14aの位置を平行流路21の先端部21aよりも外側(5mm以内)に設定することができる。この場合、平行流路21から吹き出される熱風15の流速を実施形態の場合より大きくすることができ、ノズル14から押し出される溶融樹脂13の繊維を引き伸ばす効果を高めることができる。
【0037】
・ 溶融樹脂13を押し出すノズル14を、ノズル本体18に対して孔開け加工を施すことにより形成することも可能である。
【符号の説明】
【0038】
10…溶融紡糸装置、11…不織布、12…装置本体、13…溶融樹脂、14…ノズル、14a…開口端部、15…熱風、16…吹き付け用流路、17…筒体、18…ノズル本体、20…傾斜流路、21…平行流路、21a…先端部、22…仮想合流部、L…長さ、W…外径。
【特許請求の範囲】
【請求項1】
溶融樹脂をノズルから押し出し、その周囲に溶融樹脂の押し出し方向に向けて熱風を吹き付けて溶融樹脂を繊維状にし、該繊維を対象物に供給して不織布を製造するための溶融紡糸方法であって、
前記ノズルの開口端部がノズルの周囲に斜め前方に向けて吹き付けられる熱風の仮想合流部より下流側に位置し、ノズルから押し出される溶融樹脂を振動させることなく、熱風の流れが溶融樹脂の流れに平行に形成されることを特徴とする溶融紡糸方法。
【請求項2】
前記熱風がノズルから押し出される溶融樹脂の繊維を引き伸ばすように、熱風の流れが溶融樹脂の流れより高速に設定されていることを特徴とする請求項1に記載の溶融紡糸方法。
【請求項3】
請求項1に記載の溶融紡糸方法を実施する溶融紡糸装置であって、
装置本体内に溶融樹脂を押し出すためのノズルと、該ノズルの周囲に配置されて熱風を吹き付けるための吹き付け用流路を有する筒体とを備え、ノズルの開口端部がノズルの周囲に溶融樹脂の押し出し方向に向けて吹き付けられる熱風の仮想合流部より下流側に位置するように設定されていることを特徴とする溶融紡糸装置。
【請求項4】
前記吹き付け用流路は、基端側がノズルに対して傾斜する傾斜流路になるとともに、先端側がノズルと平行に延びる平行流路となり、前記傾斜流路を流れる熱風の仮想合流部から平行流路の先端部までの長さが平行流路の外径に対して0.6〜3倍となるように構成されていることを特徴とする請求項3に記載の溶融紡糸装置。
【請求項5】
前記ノズルの開口端部は、平行流路の先端部から内側へ5mmの位置と外側へ5mmの位置との間に位置するように構成されていることを特徴とする請求項3又は請求項4に記載の溶融紡糸装置。
【請求項6】
前記ノズルは金属パイプがノズル本体に接合されて構成されていることを特徴とする請求項3から請求項5のいずれか1項に記載の溶融紡糸装置。
【請求項1】
溶融樹脂をノズルから押し出し、その周囲に溶融樹脂の押し出し方向に向けて熱風を吹き付けて溶融樹脂を繊維状にし、該繊維を対象物に供給して不織布を製造するための溶融紡糸方法であって、
前記ノズルの開口端部がノズルの周囲に斜め前方に向けて吹き付けられる熱風の仮想合流部より下流側に位置し、ノズルから押し出される溶融樹脂を振動させることなく、熱風の流れが溶融樹脂の流れに平行に形成されることを特徴とする溶融紡糸方法。
【請求項2】
前記熱風がノズルから押し出される溶融樹脂の繊維を引き伸ばすように、熱風の流れが溶融樹脂の流れより高速に設定されていることを特徴とする請求項1に記載の溶融紡糸方法。
【請求項3】
請求項1に記載の溶融紡糸方法を実施する溶融紡糸装置であって、
装置本体内に溶融樹脂を押し出すためのノズルと、該ノズルの周囲に配置されて熱風を吹き付けるための吹き付け用流路を有する筒体とを備え、ノズルの開口端部がノズルの周囲に溶融樹脂の押し出し方向に向けて吹き付けられる熱風の仮想合流部より下流側に位置するように設定されていることを特徴とする溶融紡糸装置。
【請求項4】
前記吹き付け用流路は、基端側がノズルに対して傾斜する傾斜流路になるとともに、先端側がノズルと平行に延びる平行流路となり、前記傾斜流路を流れる熱風の仮想合流部から平行流路の先端部までの長さが平行流路の外径に対して0.6〜3倍となるように構成されていることを特徴とする請求項3に記載の溶融紡糸装置。
【請求項5】
前記ノズルの開口端部は、平行流路の先端部から内側へ5mmの位置と外側へ5mmの位置との間に位置するように構成されていることを特徴とする請求項3又は請求項4に記載の溶融紡糸装置。
【請求項6】
前記ノズルは金属パイプがノズル本体に接合されて構成されていることを特徴とする請求項3から請求項5のいずれか1項に記載の溶融紡糸装置。
【図1】


【図2】

【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2011−241509(P2011−241509A)
【公開日】平成23年12月1日(2011.12.1)
【国際特許分類】
【出願番号】特願2010−115417(P2010−115417)
【出願日】平成22年5月19日(2010.5.19)
【出願人】(000241500)トヨタ紡織株式会社 (2,945)
【Fターム(参考)】
【公開日】平成23年12月1日(2011.12.1)
【国際特許分類】
【出願日】平成22年5月19日(2010.5.19)
【出願人】(000241500)トヨタ紡織株式会社 (2,945)
【Fターム(参考)】
[ Back to top ]