
白熱ランプ
【課題】 封止部に埋設された金属箔と外部リード棒が溶接によって確実に接合され、しかも、金属箔が封止部に密着して確実に封着された白熱ランプを提供することにある。
【解決手段】 本発明の白熱ランプは、発光管10の端部に封止部11が形成され、この封止部11に金属箔2が封着され、この金属箔2に発光管10内に伸びる内部リード4と外部に突出する外部リード棒4が接合された白熱ランプにおいて、外部リード棒4の金属箔2と対向する部分は、基底部41と基底部41から突出するように形成された凸部42を有し、外部リード棒4の金属箔側の先端は、基底部41と凸部42が存在し、凸部42は、外部リード棒4の金属箔側の先端から外部リード棒4の後端側に向かって連続して形成され、なおかつ、外部リード棒4の長手方向に伸びる中心軸Xに対して交差するように傾斜して形成されており、凸部42と金属箔2が溶接して接合されていることを特徴とする。
【解決手段】 本発明の白熱ランプは、発光管10の端部に封止部11が形成され、この封止部11に金属箔2が封着され、この金属箔2に発光管10内に伸びる内部リード4と外部に突出する外部リード棒4が接合された白熱ランプにおいて、外部リード棒4の金属箔2と対向する部分は、基底部41と基底部41から突出するように形成された凸部42を有し、外部リード棒4の金属箔側の先端は、基底部41と凸部42が存在し、凸部42は、外部リード棒4の金属箔側の先端から外部リード棒4の後端側に向かって連続して形成され、なおかつ、外部リード棒4の長手方向に伸びる中心軸Xに対して交差するように傾斜して形成されており、凸部42と金属箔2が溶接して接合されていることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、外部リード棒が接合された金属箔が封止部に封着された白熱ランプに関する。
【背景技術】
【0002】
発光管の端部に金属箔が封着された封止部が形成され、この金属箔の一端側に発光部であるフィラメントの端部を引き伸ばした内部リードが溶接され、この金属箔の他端側に発光管から外部に突出する外部リード棒が溶接された白熱ランプが知られている。
【0003】
このような白熱ランプは、内部リードと外部リード棒が溶接された金属箔を封止部で封着することにより、フィラメントの電気的接続と発光管内の気密構造を同時に達成するものである。
【0004】
このような白熱ランプは、発光管の両端に封止部が形成された両端封止形の白熱ランプと、発光管の一端のみに封止部が形成された一端封止形の白熱ランプが存在する。
両端封止形の白熱ランプは、主に熱源として利用されることが多く、例えば、複写機の加熱ローラ内のヒータとして利用されている。
一端封止形の白熱ランプは、主に光源として利用されることが多く、例えば、商業施設で利用されるミラーと組み合わせた照明器具の光源として利用されている。
【0005】
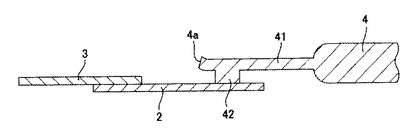
図1を用いて両端封止形の白熱ランプの構造を説明する。
白熱ランプは、石英ガラスからなる管形の発光管10の両端に封止部11が形成され、この封止部11にモリブデンからなる金属箔2が封着されている。
この金属箔2の一端側にはフィラメントFに繋がる内部リード3と、他端側には発光管10から外部に突出する外部リード4が溶接されて接合されている。
【0006】
このような白熱ランプは、予め金属箔2に内部リード3と外部リード棒4を溶接してフィラメント組立体を製造し、このフィラメント組立体を発光管10となる両端が開口された石英ガラスからなる円筒体に挿入配置し、その円筒体の両端を金属箔2が封着されるように圧潰して封止部11を形成することにより、白熱ランプが製造されるものである。
【0007】
図10を用いてフィラメント組立体の金属箔と内部リードと外部リード棒の接合関係を説明する。
外部リード棒4は、直径0.5〜1.5mm、長さ15〜25mmの棒状体であって、金属箔2側の先端がプレス加工されている。
プレス加工によって、基底部41と、この基底部41から突出するように形成された凸部42が形成されている。
【0008】
凸部42は、金属箔2と対向する部分が平面状の接触面42aになっており、この凸部42を金属箔4に当接した状態で、凸部42の上部と金属箔2の下部を金属製の溶接棒で挟んで電流を流し、抵抗溶接によって、凸部42と金属箔4を溶接することにより、外部リード棒4と金属箔2を接合するものである。
【0009】
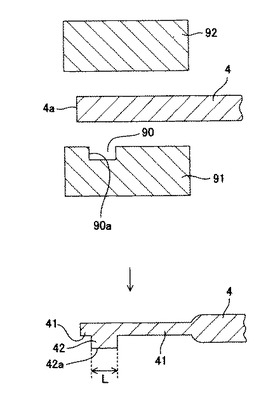
図11は、凸部42の製造方法を説明する図であり、棒状体の外部リード棒4を凹部90が形成された型板91の上に載置し、その状態で上からプレス板92によって外部リード棒4の先端をプレスすることにより、型板91の凹部90に外部リード棒4の一部が入り込み凸部42が形成され、凹部90以外の部分の型板91とプレス板92の間でプレスされた部分が外部リード棒4の基底部41となるものである。
また、凸部42の形状を一定にするために、外部リード棒4の先端4aと凹部90の先端側内壁面90aの位置を一致させて、外部リード棒4をプレスすることにより、凸部42の形状を一定にしていた。
このようなプレス加工によって外部リード棒4を加工すると、全ての外部リード棒4の凸部42は、図11中、Lで示す長さが常に一定になるものである。なお、図面では示されていないが、凸部42は紙面に対して垂直方向の長さも一定になるものである。
【0010】
このように外部リード棒4に一定形状の凸部42を設けることにより、金属箔2と接触する部分である凸部42の接触面42aの面積を一定にすることができ、抵抗溶接時の金属箔2と凸部42の抵抗値を一定にでき、どのような外部リード棒4を用いても金属箔2と外部リード棒4の溶接状態を一定でき、確実に溶接できるものであった。
【0011】
しかしながら、図12、図13で示すように、外部リード棒4の先端4aと凹部90の先端側内壁面90aの位置合わせが難しく、外部リード棒4の先端4aが凹部90の先端側内壁面90aに届かない場合や飛び出す場合があった。
【0012】
図12は、外部リード棒4の先端4aが凹部90の先端側内壁面90aに届かない状態で凸部42が製造される方法の説明図である。
外部リード棒4は、先端4aが凹部90の先端側内壁面90aに一致しておらず、凹部90と対向する位置に先端4aが配置されており、この状態で、プレス加工すると、凸部42の長さL1は、規定の長さLより短くなる。
【0013】
つまり、外部リード棒4の凸部42の接触面42aの面積が規定の面積より小さくなる。
この状態で、凸部42と金属箔2を抵抗溶接すると、抵抗値が高くなり、凸部42と金属箔2の接触部分が過大に発熱して金属箔2が溶け、外部リード4と金属箔2が接合されないことがあった。
【0014】
さらに、図13は、外部リード棒4の先端4aが凹部90の先端側内壁面90aから飛び出した状態で凸部42が製造される方法の説明図である。
外部リード棒4は、先端4aが凹部90の先端側内壁面90aに一致しておらず、凹部90と対向しない位置に先端4aが配置されているが、この状態で、プレス加工すると、凸部42の長さLは、規定の長さLと等しくなり、凸部42の接触面42aの面積も規定の面積になる。
【0015】
しかしながら、図13に示すように、凸部42は外部リード棒4の先端に設けられておらず、外部リード棒4の先端には、基底部41が形成された構造になる。
このような構造の外部リード棒4を金属箔2に抵抗溶接すると、抵抗溶接時の金属箔2と凸部42の抵抗値は規定値となり、金属箔2と外部リード棒4を確実に溶接できるものであるが、図14に示すように、外部リード棒4の先端4aが金属箔2から離れる方向に反り返り、封止部11を構成する石英ガラスが金属箔2と密着する部分が小さくなり、封止部11の気密封止構造が不完全になる問題があった。
【特許文献1】特開昭55−109357号
【発明の開示】
【発明が解決しようとする課題】
【0016】
上記従来技術の問題点に鑑みて、本発明の発熱ランプは、封止部に埋設された金属箔と外部リード棒が溶接によって確実に接合され、しかも、金属箔が封止部に密着して確実に封着された白熱ランプを提供するものである。
【課題を解決するための手段】
【0017】
請求項1に記載の白熱ランプは、発光管の端部に封止部が形成され、この封止部に金属箔が封着され、この金属箔に前記発光管内に伸びる内部リードと前記発光管から外部に突出する外部リード棒が接合された白熱ランプにおいて、前記外部リード棒の前記金属箔と対向する部分は、基底部と当該基底部から突出するように形成された凸部を有し、前記外部リード棒の前記金属箔側の先端は、前記基底部と前記凸部が存在し、前記凸部は、前記外部リード棒の前記金属箔側の先端から当該外部リード棒の後端側に向かって連続して形成され、なおかつ、前記外部リード棒の長手方向に伸びる中心軸に対して交差するように傾斜して形成されており、前記凸部と前記金属箔が溶接して接合されていることを特徴とする。
【0018】
請求項2に記載の白熱ランプは、請求項1に記載の白熱ランプであって、特に、前記外部リード棒の基底部と凸部は、プレス加工によって形成されていることを特徴とする。
【発明の効果】
【0019】
本発明の白熱ランプは、外部リード棒の金属箔と対向する部分は、基底部と当該基底部から突出するように形成された凸部を有し、外部リード棒の金属箔側の先端は、基底部と凸部が存在し、この凸部は、外部リード棒の金属箔側の先端から外部リード棒の後端側に向かって連続して形成され、なおかつ、外部リード棒の長手方向に伸びる中心軸に対して交差するように傾斜して形成されているので、凸部と金属箔が確実に溶接でき、外部リード棒が金属箔に確実に接合されるものである。
【発明を実施するための最良の形態】
【0020】
以下、本願発明の白熱ランプを図面に基づいて説明する。
図1は、本発明の白熱ランプの構成を示す説明図である。
白熱ランプは、石英ガラスからなる管形の発光管10の両端に封止部11が形成され、この封止部11にモリブデンからなる金属箔2が封着されている。
この金属箔2の一端側にはフィラメントFに繋がり発光管10内に伸びる内部リード3と、他端側には発光管10から外部に突出するモリブデンの棒状体よりなる外部リード4が溶接されて接合されている。
【0021】
このような白熱ランプは、予め金属箔2に内部リード3と外部リード棒4を溶接してフィラメント組立体を製造し、このフィラメント組立体を発光管10となる両端が開口された石英ガラスからなる円筒体に挿入配置し、その円筒体の両端を金属箔2が封着されるように圧潰して封止部11を形成することにより、白熱ランプが製造されるものである。
【0022】
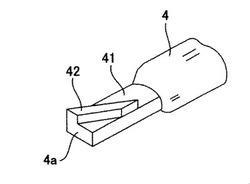
図2は、外部リード棒4の斜視図であり、図3は、外部リード棒4を凸部方向から見た平面図である。
外部リード棒4の金属箔と対向する部分は、基底部41と、この基底部41から突出するように形成された凸部42とを有している。
外部リード棒4の金属箔側の先端4aは、基底部41と凸部42が存在し、凸部42は、外部リード棒4の金属箔側の先端4aから外部リード棒4の後端側に向かって連続して形成され、さらに、この凸部42は、外部リード棒3の長手方向に伸びる中心軸Xに対して交差するように傾斜して形成されている。
凸部42と中心軸Xとの交差する鋭角となる角度αは、5°〜20°の範囲であり、この実施例では10°である。
【0023】
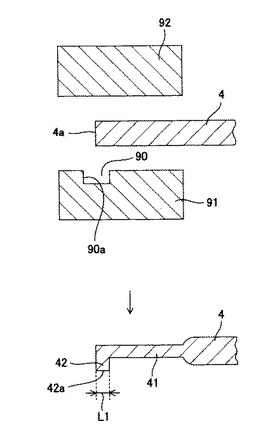
図4は、凸部42の製造方法を説明する図であり、型板91には、型板91の中心軸Zと交差するように凹部90が形成されており、外部リード棒4の先端4aが型板91の先端91aから突出するように型板91の上に載置し、その状態で上からプレス板92によって外部リード棒4の先端をプレスする。
この結果、型板91の凹部90に外部リード棒4の一部が入り込み凸部42が形成され、凹部90以外の部分の型板91とプレス板92の間でプレスされた部分が外部リード棒4の基底部41となるものである。
【0024】
このようにして加工された外部リード棒4を図5に示す。図5は、凸部42の方向からみた平面図である。
図5では、外部リード棒4の金属箔側の先端4aは、基底部41だけが存在し凸部42は存在しない状態になっている。
この形状では、外部リード棒4と金属箔2を抵抗溶接する際に、外部リード棒4の先端が金属箔とは反対側に反り返るので、図5中、Cの部分で、外部リード棒4の先端を切断して、図3に示す本願発明の白熱ランプの外部リード棒に加工するものである。
【0025】
そして、図3に示す凸部42の金属箔と対向する部分が平面状の接触面42aとなっており、この接触面42aを金属箔4に当接した状態にして、外部リード棒4と金属箔2を一対の金属製の溶接棒で挟んで電流を流し、抵抗溶接によって、凸部42と金属箔2を溶接することにより、外部リード棒4と金属箔2を接合するものである。
【0026】
本願発明の白熱ランプの外部リード棒4の製造方法は、図4に示すように、外部リード棒4の先端4aと型板91の凹部90の位置関係を正確に出す必要はなく、プレス加工された後の外部リード棒4の先端側を適宜の長さで切断して、外部リード棒4の先端4aに基底部41と凸部42が存在するように切断加工するものである。
【0027】
外部リード棒4の先端4aを切断加工する際に、その切断位置は、図6に示すように、必ず、凸部42の先端と一致するC1の位置か、或いは、凸部42と交差するCの位置である。このような位置で外部リード棒4の先端4aを切断加工することにより、外部リード棒4の先端4aに基底部41と凸部42の両方が存在する構造となる。
なお、切断加工位置Cは、切断加工位置C1の近傍であって意図的に切断加工位置C1から遠く離すものではなく、切断加工位置Cと切断加工位置C1の離間距離(ズレ量)は、0.1〜0.3mmの範囲である。この範囲は、切断加工位置を制御できる範囲である。
【0028】
さらに、図6を用いて説明すると、プレス加工された後の外部リード棒4の先端側を切断加工する際に、C1の位置で切断加工してできた凸部42の接触面42aの面積と、Cの位置で切断加工してできた凸部42の接触面42aの面積との差は、微小な差である。
これは、凸部42は、外部リード棒3の長手方向に伸びる中心軸Xに対して交差するように傾斜して形成されているので、Cの位置で切断加工されて、図6中、点e、f、gで囲まれた部分の凸部がなくなっても、C1の位置で切断加工されてできる凸部42の接触面42aの面積に比べ、減少割合が極めて小さいので、抵抗溶接時の金属箔2と凸部42の抵抗値のバラツキを極めて小さくでき、どのような外部リード棒4を用いても金属箔2と外部リード棒4の溶接状態が安定し、確実に溶接できるものである。
【0029】
次に、凸部を形成するためにプレス加工後の外部リード棒の先端を切断する位置の違いによって凸部の接触面積の変化を調べる実験を行った。
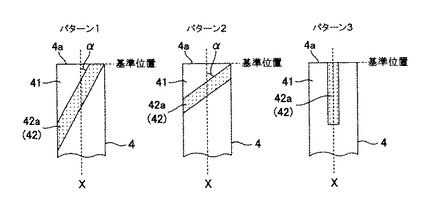
この実験に用いた凸部の形状は、図7に示すように、3つのパターンで行った。
パターン1は、本願発明の白熱ランプに用いる外部リード棒であって、凸部42は、外部リード棒4の先端4aから外部リード棒4の後端側に向かって連続して形成され、さらに、この凸部42は、外部リード棒4の長手方向に伸びる中心軸Xに対して角度αが70°で交差するように傾斜して形成されている。
パターン2は、本願発明の白熱ランプに用いる外部リード棒であって、凸部42は、外部リード棒4の先端4aから外部リード棒4の後端側に向かって連続して形成され、さらに、この凸部42は、外部リード棒4の長手方向に伸びる中心軸Xに対して角度αが85°で交差するように傾斜して形成されている。
パターン3は、比較用の白熱ランプに用いる外部リード棒であって、凸部42は、外部リード棒4の先端4aから外部リード棒4の後端側に向かって連続して形成され、さらに、この凸部42は、外部リード棒4の長手方向に伸びる中心軸Xと平行となるように形成されている。
【0030】
そして、パターン1〜3に示すプレス加工後の外部リード棒4の先端を、パターン1、2に示す凸部42の先端を基準位置0mmとし、この基準位置0mmから外部リード棒4の後端側に向けて0.1mm刻みで切断位置を変えた場合の接触面42aの面積値と、基準位置0mmの時の接触面積に対する面積損失比を調べた。
結果を図8に示す。
【0031】
図8に示すように、比較用の白熱ランプに用いるパターン3の外部リード棒4では、凸部42が外部リード棒4の長手方向に伸びる中心軸Xと平行となるように形成されているので、切断位置が基準位置より0.1mm外部リード棒4の後端側に変わるだけで、凸部42の接触面42aの基準となる接触面積に対して25%も減少することになり、凸部と金属箔の抵抗溶接時に、抵抗値が高くなり過ぎ、凸部と金属箔の接触部分が過大に発熱し金属箔が溶け、外部リード棒と金属箔を接合できないものである。
【0032】
一方、本発明の白熱ランプに用いるパターン1の外部リード棒4では、凸部42が外部リード棒4の長手方向に伸びる中心軸Xに対して角度αが70°で交差するように傾斜して形成されているので、切断位置が基準位置より0.2mm外部リード棒4の後端側に変わっても、凸部42の接触面42aの基準となる接触面積に対して16.1%しか減少しないことになり、凸部と金属箔の抵抗溶接時に、抵抗値の変化が少なく、凸部と金属箔の接触部分の発熱が抑制され、外部リード棒と金属箔を確実に溶接によって接合できるものである。
【0033】
さらに、本発明の白熱ランプに用いるパターン2の外部リード棒4では、凸部42が外部リード棒4の長手方向に伸びる中心軸Xに対して角度αが85°で交差するように傾斜して形成されているので、切断位置が基準位置より0.1mm外部リード棒4の後端側に変わっても、凸部42の接触面42aの基準となる接触面積に対して16.2%しか減少しないことになり、凸部と金属箔の抵抗溶接時に、抵抗値の変化が少なく、凸部と金属箔の接触部分の発熱が抑制され、外部リード棒と金属箔を確実に溶接によって接合できるものである。
【0034】
また、本発明の白熱ランプに用いる外部リード棒は、図3に示すように、凸部42は、外部リード棒4の金属箔側の先端4aから外部リード棒4の後端側に向かって連続して形成されるので、外部リード棒と金属箔を抵抗溶接する際に、外部リード棒の先端が金属箔とは反対側に反り返ることがなく、金属箔が封止部に密着して封着される構造となり、封止部の密着性を向上させることができる。
【0035】
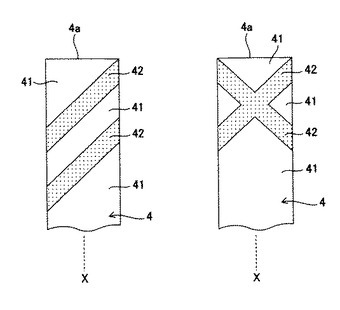
図9は、本発明の白熱ランプに用いる外部リード棒の凸部の変形例である。
これらの変形例の凸部42は、全て、外部リード棒4の先端4aから外部リード棒4の後端側に向かって連続して形成され、さらに、この凸部42は、外部リード棒4の長手方向に伸びる中心軸Xに対して交差するように傾斜して形成されている。
【0036】
なお、両端封止型の白熱ランプで全て説明はしたが、外部リード棒の構造に特徴があり、一端封止型の白熱ランプでも、本願発明は同様の作用・効果を有するものである。
【図面の簡単な説明】
【0037】
【図1】白熱ランプの構成を示す説明図である。
【図2】本願発明の白熱ランプに用いられる外部リード棒の斜視図である。
【図3】図2示す外部リード棒を凸部方向から見た平面図である。
【図4】本願発明の白熱ランプに用いられる外部リード棒の製造方法説明図である。
【図5】図4に示す製造方法で作成された外部リード棒の平面図である。
【図6】図4に示す製造方法で作成された外部リード棒の切断加工位置を示す説明図である。
【図7】実験に用いた外部リード棒の先端部の形状説明図である。
【図8】実験結果を示すデータ説明図である。
【図9】本願発明の白熱ランプに用いられる外部リード棒の他の平面図である。
【図10】従来の白熱ランプに用いられる金属箔と内部リードと外部リード棒の接合関係を説明する説明図である。
【図11】従来の白熱ランプに用いられる外部リード棒の製造方法説明図である。
【図12】従来の白熱ランプに用いられる外部リード棒の製造方法説明図である。
【図13】従来の白熱ランプに用いられる外部リード棒の製造方法説明図である。
【図14】従来の白熱ランプに用いられる金属箔と内部リードと外部リード棒の接合関係を説明する説明図である。
【符号の説明】
【0038】
10 発光管
11 封止部
2 金属箔
3 内部リード
4 外部リード
41 基底部
42 凸部
【技術分野】
【0001】
本発明は、外部リード棒が接合された金属箔が封止部に封着された白熱ランプに関する。
【背景技術】
【0002】
発光管の端部に金属箔が封着された封止部が形成され、この金属箔の一端側に発光部であるフィラメントの端部を引き伸ばした内部リードが溶接され、この金属箔の他端側に発光管から外部に突出する外部リード棒が溶接された白熱ランプが知られている。
【0003】
このような白熱ランプは、内部リードと外部リード棒が溶接された金属箔を封止部で封着することにより、フィラメントの電気的接続と発光管内の気密構造を同時に達成するものである。
【0004】
このような白熱ランプは、発光管の両端に封止部が形成された両端封止形の白熱ランプと、発光管の一端のみに封止部が形成された一端封止形の白熱ランプが存在する。
両端封止形の白熱ランプは、主に熱源として利用されることが多く、例えば、複写機の加熱ローラ内のヒータとして利用されている。
一端封止形の白熱ランプは、主に光源として利用されることが多く、例えば、商業施設で利用されるミラーと組み合わせた照明器具の光源として利用されている。
【0005】
図1を用いて両端封止形の白熱ランプの構造を説明する。
白熱ランプは、石英ガラスからなる管形の発光管10の両端に封止部11が形成され、この封止部11にモリブデンからなる金属箔2が封着されている。
この金属箔2の一端側にはフィラメントFに繋がる内部リード3と、他端側には発光管10から外部に突出する外部リード4が溶接されて接合されている。
【0006】
このような白熱ランプは、予め金属箔2に内部リード3と外部リード棒4を溶接してフィラメント組立体を製造し、このフィラメント組立体を発光管10となる両端が開口された石英ガラスからなる円筒体に挿入配置し、その円筒体の両端を金属箔2が封着されるように圧潰して封止部11を形成することにより、白熱ランプが製造されるものである。
【0007】
図10を用いてフィラメント組立体の金属箔と内部リードと外部リード棒の接合関係を説明する。
外部リード棒4は、直径0.5〜1.5mm、長さ15〜25mmの棒状体であって、金属箔2側の先端がプレス加工されている。
プレス加工によって、基底部41と、この基底部41から突出するように形成された凸部42が形成されている。
【0008】
凸部42は、金属箔2と対向する部分が平面状の接触面42aになっており、この凸部42を金属箔4に当接した状態で、凸部42の上部と金属箔2の下部を金属製の溶接棒で挟んで電流を流し、抵抗溶接によって、凸部42と金属箔4を溶接することにより、外部リード棒4と金属箔2を接合するものである。
【0009】
図11は、凸部42の製造方法を説明する図であり、棒状体の外部リード棒4を凹部90が形成された型板91の上に載置し、その状態で上からプレス板92によって外部リード棒4の先端をプレスすることにより、型板91の凹部90に外部リード棒4の一部が入り込み凸部42が形成され、凹部90以外の部分の型板91とプレス板92の間でプレスされた部分が外部リード棒4の基底部41となるものである。
また、凸部42の形状を一定にするために、外部リード棒4の先端4aと凹部90の先端側内壁面90aの位置を一致させて、外部リード棒4をプレスすることにより、凸部42の形状を一定にしていた。
このようなプレス加工によって外部リード棒4を加工すると、全ての外部リード棒4の凸部42は、図11中、Lで示す長さが常に一定になるものである。なお、図面では示されていないが、凸部42は紙面に対して垂直方向の長さも一定になるものである。
【0010】
このように外部リード棒4に一定形状の凸部42を設けることにより、金属箔2と接触する部分である凸部42の接触面42aの面積を一定にすることができ、抵抗溶接時の金属箔2と凸部42の抵抗値を一定にでき、どのような外部リード棒4を用いても金属箔2と外部リード棒4の溶接状態を一定でき、確実に溶接できるものであった。
【0011】
しかしながら、図12、図13で示すように、外部リード棒4の先端4aと凹部90の先端側内壁面90aの位置合わせが難しく、外部リード棒4の先端4aが凹部90の先端側内壁面90aに届かない場合や飛び出す場合があった。
【0012】
図12は、外部リード棒4の先端4aが凹部90の先端側内壁面90aに届かない状態で凸部42が製造される方法の説明図である。
外部リード棒4は、先端4aが凹部90の先端側内壁面90aに一致しておらず、凹部90と対向する位置に先端4aが配置されており、この状態で、プレス加工すると、凸部42の長さL1は、規定の長さLより短くなる。
【0013】
つまり、外部リード棒4の凸部42の接触面42aの面積が規定の面積より小さくなる。
この状態で、凸部42と金属箔2を抵抗溶接すると、抵抗値が高くなり、凸部42と金属箔2の接触部分が過大に発熱して金属箔2が溶け、外部リード4と金属箔2が接合されないことがあった。
【0014】
さらに、図13は、外部リード棒4の先端4aが凹部90の先端側内壁面90aから飛び出した状態で凸部42が製造される方法の説明図である。
外部リード棒4は、先端4aが凹部90の先端側内壁面90aに一致しておらず、凹部90と対向しない位置に先端4aが配置されているが、この状態で、プレス加工すると、凸部42の長さLは、規定の長さLと等しくなり、凸部42の接触面42aの面積も規定の面積になる。
【0015】
しかしながら、図13に示すように、凸部42は外部リード棒4の先端に設けられておらず、外部リード棒4の先端には、基底部41が形成された構造になる。
このような構造の外部リード棒4を金属箔2に抵抗溶接すると、抵抗溶接時の金属箔2と凸部42の抵抗値は規定値となり、金属箔2と外部リード棒4を確実に溶接できるものであるが、図14に示すように、外部リード棒4の先端4aが金属箔2から離れる方向に反り返り、封止部11を構成する石英ガラスが金属箔2と密着する部分が小さくなり、封止部11の気密封止構造が不完全になる問題があった。
【特許文献1】特開昭55−109357号
【発明の開示】
【発明が解決しようとする課題】
【0016】
上記従来技術の問題点に鑑みて、本発明の発熱ランプは、封止部に埋設された金属箔と外部リード棒が溶接によって確実に接合され、しかも、金属箔が封止部に密着して確実に封着された白熱ランプを提供するものである。
【課題を解決するための手段】
【0017】
請求項1に記載の白熱ランプは、発光管の端部に封止部が形成され、この封止部に金属箔が封着され、この金属箔に前記発光管内に伸びる内部リードと前記発光管から外部に突出する外部リード棒が接合された白熱ランプにおいて、前記外部リード棒の前記金属箔と対向する部分は、基底部と当該基底部から突出するように形成された凸部を有し、前記外部リード棒の前記金属箔側の先端は、前記基底部と前記凸部が存在し、前記凸部は、前記外部リード棒の前記金属箔側の先端から当該外部リード棒の後端側に向かって連続して形成され、なおかつ、前記外部リード棒の長手方向に伸びる中心軸に対して交差するように傾斜して形成されており、前記凸部と前記金属箔が溶接して接合されていることを特徴とする。
【0018】
請求項2に記載の白熱ランプは、請求項1に記載の白熱ランプであって、特に、前記外部リード棒の基底部と凸部は、プレス加工によって形成されていることを特徴とする。
【発明の効果】
【0019】
本発明の白熱ランプは、外部リード棒の金属箔と対向する部分は、基底部と当該基底部から突出するように形成された凸部を有し、外部リード棒の金属箔側の先端は、基底部と凸部が存在し、この凸部は、外部リード棒の金属箔側の先端から外部リード棒の後端側に向かって連続して形成され、なおかつ、外部リード棒の長手方向に伸びる中心軸に対して交差するように傾斜して形成されているので、凸部と金属箔が確実に溶接でき、外部リード棒が金属箔に確実に接合されるものである。
【発明を実施するための最良の形態】
【0020】
以下、本願発明の白熱ランプを図面に基づいて説明する。
図1は、本発明の白熱ランプの構成を示す説明図である。
白熱ランプは、石英ガラスからなる管形の発光管10の両端に封止部11が形成され、この封止部11にモリブデンからなる金属箔2が封着されている。
この金属箔2の一端側にはフィラメントFに繋がり発光管10内に伸びる内部リード3と、他端側には発光管10から外部に突出するモリブデンの棒状体よりなる外部リード4が溶接されて接合されている。
【0021】
このような白熱ランプは、予め金属箔2に内部リード3と外部リード棒4を溶接してフィラメント組立体を製造し、このフィラメント組立体を発光管10となる両端が開口された石英ガラスからなる円筒体に挿入配置し、その円筒体の両端を金属箔2が封着されるように圧潰して封止部11を形成することにより、白熱ランプが製造されるものである。
【0022】
図2は、外部リード棒4の斜視図であり、図3は、外部リード棒4を凸部方向から見た平面図である。
外部リード棒4の金属箔と対向する部分は、基底部41と、この基底部41から突出するように形成された凸部42とを有している。
外部リード棒4の金属箔側の先端4aは、基底部41と凸部42が存在し、凸部42は、外部リード棒4の金属箔側の先端4aから外部リード棒4の後端側に向かって連続して形成され、さらに、この凸部42は、外部リード棒3の長手方向に伸びる中心軸Xに対して交差するように傾斜して形成されている。
凸部42と中心軸Xとの交差する鋭角となる角度αは、5°〜20°の範囲であり、この実施例では10°である。
【0023】
図4は、凸部42の製造方法を説明する図であり、型板91には、型板91の中心軸Zと交差するように凹部90が形成されており、外部リード棒4の先端4aが型板91の先端91aから突出するように型板91の上に載置し、その状態で上からプレス板92によって外部リード棒4の先端をプレスする。
この結果、型板91の凹部90に外部リード棒4の一部が入り込み凸部42が形成され、凹部90以外の部分の型板91とプレス板92の間でプレスされた部分が外部リード棒4の基底部41となるものである。
【0024】
このようにして加工された外部リード棒4を図5に示す。図5は、凸部42の方向からみた平面図である。
図5では、外部リード棒4の金属箔側の先端4aは、基底部41だけが存在し凸部42は存在しない状態になっている。
この形状では、外部リード棒4と金属箔2を抵抗溶接する際に、外部リード棒4の先端が金属箔とは反対側に反り返るので、図5中、Cの部分で、外部リード棒4の先端を切断して、図3に示す本願発明の白熱ランプの外部リード棒に加工するものである。
【0025】
そして、図3に示す凸部42の金属箔と対向する部分が平面状の接触面42aとなっており、この接触面42aを金属箔4に当接した状態にして、外部リード棒4と金属箔2を一対の金属製の溶接棒で挟んで電流を流し、抵抗溶接によって、凸部42と金属箔2を溶接することにより、外部リード棒4と金属箔2を接合するものである。
【0026】
本願発明の白熱ランプの外部リード棒4の製造方法は、図4に示すように、外部リード棒4の先端4aと型板91の凹部90の位置関係を正確に出す必要はなく、プレス加工された後の外部リード棒4の先端側を適宜の長さで切断して、外部リード棒4の先端4aに基底部41と凸部42が存在するように切断加工するものである。
【0027】
外部リード棒4の先端4aを切断加工する際に、その切断位置は、図6に示すように、必ず、凸部42の先端と一致するC1の位置か、或いは、凸部42と交差するCの位置である。このような位置で外部リード棒4の先端4aを切断加工することにより、外部リード棒4の先端4aに基底部41と凸部42の両方が存在する構造となる。
なお、切断加工位置Cは、切断加工位置C1の近傍であって意図的に切断加工位置C1から遠く離すものではなく、切断加工位置Cと切断加工位置C1の離間距離(ズレ量)は、0.1〜0.3mmの範囲である。この範囲は、切断加工位置を制御できる範囲である。
【0028】
さらに、図6を用いて説明すると、プレス加工された後の外部リード棒4の先端側を切断加工する際に、C1の位置で切断加工してできた凸部42の接触面42aの面積と、Cの位置で切断加工してできた凸部42の接触面42aの面積との差は、微小な差である。
これは、凸部42は、外部リード棒3の長手方向に伸びる中心軸Xに対して交差するように傾斜して形成されているので、Cの位置で切断加工されて、図6中、点e、f、gで囲まれた部分の凸部がなくなっても、C1の位置で切断加工されてできる凸部42の接触面42aの面積に比べ、減少割合が極めて小さいので、抵抗溶接時の金属箔2と凸部42の抵抗値のバラツキを極めて小さくでき、どのような外部リード棒4を用いても金属箔2と外部リード棒4の溶接状態が安定し、確実に溶接できるものである。
【0029】
次に、凸部を形成するためにプレス加工後の外部リード棒の先端を切断する位置の違いによって凸部の接触面積の変化を調べる実験を行った。
この実験に用いた凸部の形状は、図7に示すように、3つのパターンで行った。
パターン1は、本願発明の白熱ランプに用いる外部リード棒であって、凸部42は、外部リード棒4の先端4aから外部リード棒4の後端側に向かって連続して形成され、さらに、この凸部42は、外部リード棒4の長手方向に伸びる中心軸Xに対して角度αが70°で交差するように傾斜して形成されている。
パターン2は、本願発明の白熱ランプに用いる外部リード棒であって、凸部42は、外部リード棒4の先端4aから外部リード棒4の後端側に向かって連続して形成され、さらに、この凸部42は、外部リード棒4の長手方向に伸びる中心軸Xに対して角度αが85°で交差するように傾斜して形成されている。
パターン3は、比較用の白熱ランプに用いる外部リード棒であって、凸部42は、外部リード棒4の先端4aから外部リード棒4の後端側に向かって連続して形成され、さらに、この凸部42は、外部リード棒4の長手方向に伸びる中心軸Xと平行となるように形成されている。
【0030】
そして、パターン1〜3に示すプレス加工後の外部リード棒4の先端を、パターン1、2に示す凸部42の先端を基準位置0mmとし、この基準位置0mmから外部リード棒4の後端側に向けて0.1mm刻みで切断位置を変えた場合の接触面42aの面積値と、基準位置0mmの時の接触面積に対する面積損失比を調べた。
結果を図8に示す。
【0031】
図8に示すように、比較用の白熱ランプに用いるパターン3の外部リード棒4では、凸部42が外部リード棒4の長手方向に伸びる中心軸Xと平行となるように形成されているので、切断位置が基準位置より0.1mm外部リード棒4の後端側に変わるだけで、凸部42の接触面42aの基準となる接触面積に対して25%も減少することになり、凸部と金属箔の抵抗溶接時に、抵抗値が高くなり過ぎ、凸部と金属箔の接触部分が過大に発熱し金属箔が溶け、外部リード棒と金属箔を接合できないものである。
【0032】
一方、本発明の白熱ランプに用いるパターン1の外部リード棒4では、凸部42が外部リード棒4の長手方向に伸びる中心軸Xに対して角度αが70°で交差するように傾斜して形成されているので、切断位置が基準位置より0.2mm外部リード棒4の後端側に変わっても、凸部42の接触面42aの基準となる接触面積に対して16.1%しか減少しないことになり、凸部と金属箔の抵抗溶接時に、抵抗値の変化が少なく、凸部と金属箔の接触部分の発熱が抑制され、外部リード棒と金属箔を確実に溶接によって接合できるものである。
【0033】
さらに、本発明の白熱ランプに用いるパターン2の外部リード棒4では、凸部42が外部リード棒4の長手方向に伸びる中心軸Xに対して角度αが85°で交差するように傾斜して形成されているので、切断位置が基準位置より0.1mm外部リード棒4の後端側に変わっても、凸部42の接触面42aの基準となる接触面積に対して16.2%しか減少しないことになり、凸部と金属箔の抵抗溶接時に、抵抗値の変化が少なく、凸部と金属箔の接触部分の発熱が抑制され、外部リード棒と金属箔を確実に溶接によって接合できるものである。
【0034】
また、本発明の白熱ランプに用いる外部リード棒は、図3に示すように、凸部42は、外部リード棒4の金属箔側の先端4aから外部リード棒4の後端側に向かって連続して形成されるので、外部リード棒と金属箔を抵抗溶接する際に、外部リード棒の先端が金属箔とは反対側に反り返ることがなく、金属箔が封止部に密着して封着される構造となり、封止部の密着性を向上させることができる。
【0035】
図9は、本発明の白熱ランプに用いる外部リード棒の凸部の変形例である。
これらの変形例の凸部42は、全て、外部リード棒4の先端4aから外部リード棒4の後端側に向かって連続して形成され、さらに、この凸部42は、外部リード棒4の長手方向に伸びる中心軸Xに対して交差するように傾斜して形成されている。
【0036】
なお、両端封止型の白熱ランプで全て説明はしたが、外部リード棒の構造に特徴があり、一端封止型の白熱ランプでも、本願発明は同様の作用・効果を有するものである。
【図面の簡単な説明】
【0037】
【図1】白熱ランプの構成を示す説明図である。
【図2】本願発明の白熱ランプに用いられる外部リード棒の斜視図である。
【図3】図2示す外部リード棒を凸部方向から見た平面図である。
【図4】本願発明の白熱ランプに用いられる外部リード棒の製造方法説明図である。
【図5】図4に示す製造方法で作成された外部リード棒の平面図である。
【図6】図4に示す製造方法で作成された外部リード棒の切断加工位置を示す説明図である。
【図7】実験に用いた外部リード棒の先端部の形状説明図である。
【図8】実験結果を示すデータ説明図である。
【図9】本願発明の白熱ランプに用いられる外部リード棒の他の平面図である。
【図10】従来の白熱ランプに用いられる金属箔と内部リードと外部リード棒の接合関係を説明する説明図である。
【図11】従来の白熱ランプに用いられる外部リード棒の製造方法説明図である。
【図12】従来の白熱ランプに用いられる外部リード棒の製造方法説明図である。
【図13】従来の白熱ランプに用いられる外部リード棒の製造方法説明図である。
【図14】従来の白熱ランプに用いられる金属箔と内部リードと外部リード棒の接合関係を説明する説明図である。
【符号の説明】
【0038】
10 発光管
11 封止部
2 金属箔
3 内部リード
4 外部リード
41 基底部
42 凸部
【特許請求の範囲】
【請求項1】
発光管の端部に封止部が形成され、この封止部に金属箔が封着され、この金属箔に前記発光管内に伸びる内部リードと前記発光管から外部に突出する外部リード棒が接合された白熱ランプにおいて、
前記外部リード棒の前記金属箔と対向する部分は、基底部と当該基底部から突出するように形成された凸部を有し、
前記外部リード棒の前記金属箔側の先端は、前記基底部と前記凸部が存在し、
前記凸部は、前記外部リード棒の前記金属箔側の先端から当該外部リード棒の後端側に向かって連続して形成され、なおかつ、前記外部リード棒の長手方向に伸びる中心軸に対して交差するように傾斜して形成されており、
前記凸部と前記金属箔が溶接して接合されていることを特徴とする白熱ランプ。
【請求項2】
前記外部リード棒の基底部と凸部は、プレス加工によって形成されていることを特徴とする請求項1に記載の白熱ランプ。
【請求項1】
発光管の端部に封止部が形成され、この封止部に金属箔が封着され、この金属箔に前記発光管内に伸びる内部リードと前記発光管から外部に突出する外部リード棒が接合された白熱ランプにおいて、
前記外部リード棒の前記金属箔と対向する部分は、基底部と当該基底部から突出するように形成された凸部を有し、
前記外部リード棒の前記金属箔側の先端は、前記基底部と前記凸部が存在し、
前記凸部は、前記外部リード棒の前記金属箔側の先端から当該外部リード棒の後端側に向かって連続して形成され、なおかつ、前記外部リード棒の長手方向に伸びる中心軸に対して交差するように傾斜して形成されており、
前記凸部と前記金属箔が溶接して接合されていることを特徴とする白熱ランプ。
【請求項2】
前記外部リード棒の基底部と凸部は、プレス加工によって形成されていることを特徴とする請求項1に記載の白熱ランプ。
【図1】



【図2】

【図3】

【図4】

【図5】

【図6】

【図7】
【図8】

【図9】
【図10】

【図11】

【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2009−289512(P2009−289512A)
【公開日】平成21年12月10日(2009.12.10)
【国際特許分類】
【出願番号】特願2008−139046(P2008−139046)
【出願日】平成20年5月28日(2008.5.28)
【出願人】(000102212)ウシオ電機株式会社 (1,414)
【Fターム(参考)】
【公開日】平成21年12月10日(2009.12.10)
【国際特許分類】
【出願日】平成20年5月28日(2008.5.28)
【出願人】(000102212)ウシオ電機株式会社 (1,414)
【Fターム(参考)】
[ Back to top ]