
表面加工割れ感受性評価方法およびその装置

【課題】太径の円柱被加工素材の冷間鍛造時の表面加工割れ感受性を、負荷能力の大きなプレス装置を用いなくても、適切に評価することができる円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価方法およびその装置を提供すること。
【解決手段】棒鋼素材を圧延方向に対し垂直に切断した直径(mm)D0の円柱被加工素材10を、上ダイ7及び下ダイ8とからなる金型を用いて側方押出によりフランジ成形を行い、フランジ側面に発生する累積割れ率が50%となる時のフランジ直径(mm)DCを測定し、下記式(1)に規定する限界拡径比を求め、限界拡径比に基づいて冷間鍛造時の表面加工割れ感受性を評価する。限界拡径比=DC/D0・・・(1)
【解決手段】棒鋼素材を圧延方向に対し垂直に切断した直径(mm)D0の円柱被加工素材10を、上ダイ7及び下ダイ8とからなる金型を用いて側方押出によりフランジ成形を行い、フランジ側面に発生する累積割れ率が50%となる時のフランジ直径(mm)DCを測定し、下記式(1)に規定する限界拡径比を求め、限界拡径比に基づいて冷間鍛造時の表面加工割れ感受性を評価する。限界拡径比=DC/D0・・・(1)
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、棒鋼を所定の寸法に切断した円柱状被加工素材を冷間鍛造により歯車等の鍛造部品を製造する際の素材表面に生じる表面加工割れ感受性を評価する方法およびその装置に関する。
【背景技術】
【0002】
自動車や産業機械に使用される歯車やハブ等の部品は、棒鋼を素材として所定の寸法に切断した円柱状被加工素材を熱間鍛造した後、切削加工して製造される。しかしながら、省工程、省エネルギーを目的に、冷間鍛造によって歯車やハブ等の部品を製造することがあり、今後、さらにこの工法が増加する傾向である。素材を冷間鍛造する際には、素材の加工限度が問題となり、加工限度はほとんどの場合、被加工材に生ずる加工割れによって規制される。従って材料の冷間鍛造時の割れに関しての優劣、すなわち加工性について適切な評価を下すことは、目的とする加工に対しての材料の選択または適否の判定のために、あるいは与えられた材料に対する妥当な加工度の算定または加工の成否の推定のために極めて必要なことである。
【0003】
そのため材料の冷間加工性を評価する方法として、幾つかの試験方法が提案されている。例えば、冷間据込み試験方法では、棒鋼素材から円柱試験体を切り出し、その円柱試験体を軸方向に据え込み、割れ発生の有無を観察して、限界据込み率を求めて素材の加工性を評価する方法である。冷間据込み試験での割れ発生は、微細な割れ(長さ0.5〜1.0mm)が初めて観察されたときとする。そして、据え込みにより初めて割れが発生した試験体の周辺部の高さを数箇所において測定して、それらの平均値(hc)を算出し、最初の試験体の高さをh0とした時に、限界据込み率εhc(%)は、εhc=(h0−hc)/h0×100の式によって求めるものである(例えば、非特許文献1参照)。なお、限界据込み率は割れ発生率が50%以上となる時の据込み率を限界据込み率として評価する。
【0004】
また、棒鋼は圧延時の微小なロール疵や皺等がある表面性状を呈していて、圧延したままの素材、あるいは圧延材を焼鈍やボンデ処理をした素材、これら素材をピーリングしない棒鋼を切断した円柱被加工素材の表面性状も同様の表面性状を呈している。このような被加工素材の表面性状は、加工割れに大きな影響を与えるものである。しかし、従来の据込み性試験方法では、所要荷重を小さくするために、小径の円柱試験体を棒鋼素材から切り出した後、切削加工して製作しているものであるから、円柱試験体は棒鋼の表面性状を有しておらず、棒鋼を切断したままの円柱被加工素材の表面加工割れについての評価をすることができないという問題がある。
【0005】
また、他の試験方法として提案されている円筒工具試験法では、表面にV形の溝を格子状に付けた円筒工具の円筒面で円柱試験体をその軸方向に圧縮する方法(例えば、非特許文献2参照)がある。この方法は、試験体の高さと直径の比、圧縮した試験体に割れの発生した時の最小高さ部の高さ減少率で材料の冷間加工性を評価する。
【0006】
この試験方法は、低荷重で可能な試験方法であるが、試験片の表面の一部しか割れの評価ができない欠点がある。そのため、実用的ではない。
【0007】
さらに、特許文献1では、軸対称形状の可塑性試験片を平工具を用いて温間域または熱間域で据込み鍛造し、試験片側面に割れが発生する加工条件を比較検討することにより、加工割れ強度を評価する強度試験方法が開示されている。軸対称形状の可塑性試験片として、円柱側面に円環状の突起を形成した形状の試験片を用い、据込み鍛造する際に、突起の外周部における周方向の引張応力により、少ない圧下で加工割れが生じ易い試験条件とした加工割れ強度を評価する強度試験方法が提案されている。
【0008】
しかし、この試験方法は、少ない圧下で加工割れが生じ易い試験条件としているものの、予め温間域から熱間域に加熱した試験片を用い、試験片の温度制御を行う熱間加工割れ強度試験方法であって、冷間鍛造時の加工割れ強度を適切に評価する強度試験方法についての開示はない。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開平9−248647号公報
【非特許文献】
【0010】
【非特許文献1】「塑性と加工」vol.22、No.241((1981−2)、139〜144頁
【非特許文献2】「塑性と加工」vol.18、No.202((1977−11)、923〜929頁
【発明の概要】
【発明が解決しようとする課題】
【0011】
そこで、本発明は、このような問題点に鑑み、圧延したままの素材、あるいは圧延材を焼鈍やボンデ処理をした素材、これら素材をピーリングしない(圧延した表面状態が存在している)棒鋼素材を圧延方向に対し垂直に所定の寸法に切断して作製した太径の円柱被加工素材の冷間鍛造時の表面加工割れ感受性を、負荷能力の大きなプレス装置を用いなくても、適切に評価することができる円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価方法およびその装置を提供することを課題とするものである。
【課題を解決するための手段】
【0012】
本発明者らは、上記課題を解決すべく鋭意研究し、棒鋼素材の冷間鍛造法である側方押出法が、低荷重でフランジ成形することができることに着目した。そして、円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価方法に側方押出を適用して加工限界を評価する指標である限界据込み率に相当する指標を求めることができれば、負荷能力の大きなプレス装置を用いなくても、太径の円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価が可能となることを着想し研究を進めた。その結果、円柱被加工素材に側方押出(棒鋼素材を圧延方向に対し垂直に切断した円柱被加工素材を、側方押出金型を備えたプレス装置を用いて側方押出によりフランジ成形を行う冷間鍛造)法を適用して、側方押出されたフランジ外側面に割れが生じたフランジ直径{割れ率が50%となる時のフランジ直径(mm)}を測定し、フランジの限界拡径比{割れ率が50%となる時のフランジ直径(mm)/最初の円柱被加工素材の直径(mm)で表すことができる}を求めることで、限界拡径比は冷間鍛造時の表面加工割れ感受性を評価する指標となり得ることを知見した。
【0013】
そこで、本発明者らは、冷間加工性評価試験として側方押出法を採用し、側方押出したフランジの限界拡径比を求めることで、冷間加工性評価試験での所用荷重を低減でき、表面性状を含めて円柱被加工素材の冷間鍛造時の表面加工割れ感受性を適切に評価することができることを見出して本発明を完成した。
【0014】
本発明の要旨は、次の通りである。
【0015】
(1) 棒鋼素材を圧延方向に対し垂直に切断して作製した円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価方法であって、棒鋼素材を圧延方向に対し垂直に切断した円柱被加工素材を、上ダイ及び下ダイとからなる金型を用いて側方押出によりフランジ成形を行い、下記式(1)に規定する限界拡径比を求め、限界拡径比に基づいて棒鋼素材を切断して作成した円柱被加工素材の冷間鍛造時の表面加工割れ性を評価することを特徴とする、円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価方法。
限界拡径比=DC/D0 ・・・ (1)
(ここで、D0は最初の円柱被加工素材の直径(mm)、DCは割れ率が50%となる時のフランジ直径(mm)を意味する。)
【0016】
(2) 前記側方押出では、下記式(2)、(3)を満たす形状の金型を用いることを特徴とする、上記(1)記載の円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価方法。
0<DD−D0≦2.0 ・・・ (2)
(ここで、DDは上ダイ内径、D0は棒鋼素材の直径を意味する。)
0.1≦t/D0 ・・・ (3)
(ここで、D0は棒鋼素材の直径、tは上ダイと下ダイの隙間厚さを意味する。)
【0017】
(3)上記(1)または(2)に記載の冷間鍛造で側方押出によりフランジ成形を行い、円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価方法に用いる表面加工割れ感受性評価装置であって、円柱被加工素材(試験体)を挿入するための孔を有しかつ冷間鍛造時に円柱被加工素材の一部を側方方向に押出してフランジ成形する隙間(キャビティ)を有する上ダイ及び下ダイとからなる金型、該金型内でのフランジ成形部の隙間厚さを確保するスペーサ、および円柱被加工素材を加圧するための上パンチを備えていることを特徴とする円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価装置。
【0018】
(4) さらに、前記下ダイに円柱被加工素材(試験体)を挿入するための孔をもうけ、該孔内に昇降可能な下カウンタパンチが挿入されていることを特徴とする上記(3)に記載の円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価装置。
【0019】
(5) 金型のフランジ成形部の隙間が、棒鋼素材の直径をD0、上ダイと下ダイのフランジ成形部の隙間厚さをtとした場合に、下記式(3)の条件を満たすことを特徴とする上記(3)または(4)に記載の円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価装置。
0.1≦t/D0 ・・・ (3)
(ここで、D0は棒鋼素材の直径、tは上ダイ及び下ダイのフランジ成形部の隙間厚さを意味する。)
【発明の効果】
【0020】
本発明によれば、冷間加工性評価試験に要するプレスの所要荷重が従来の冷間据込み試験に比較して約1/2の低い荷重で実施することができ、さらに、圧延したままの素材、あるいは圧延材を焼鈍やボンデ処理をした素材、これら素材をピーリングしない(圧延した表面状態が存在している)太径棒鋼を切断して作製した試験体(円柱被加工素材)を用いることで、これまでは評価することができなかった円柱被加工素材の表面性状を含めて、冷間鍛造時の表面加工割れ感受性を評価できるという顕著な効果を奏することができる。
【図面の簡単な説明】
【0021】
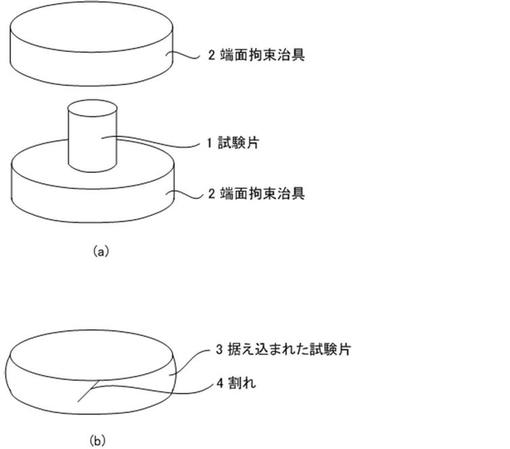
【図1】従来の冷間据込み試験を説明するための図で、(a)は端面拘束冶具で試験体を軸方向に据え込む前、(b)は据え込まれた試験体に割れが生じた状態を説明するための図である。
【図2】従来の冷間据込み試験のための細径の試験体を作製することを示す図である。
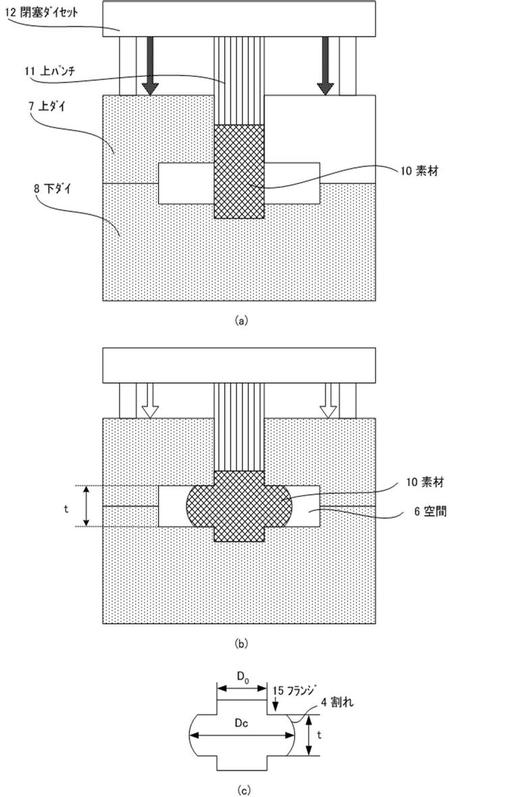
【図3】本発明の冷間加工性評価試験の表面加工割れ感受性評価方法を説明するための図である。(a)は冷間鍛造前、(b)は冷間鍛造後、(c)は冷間鍛造によりフランジ成形した試験体の形状を示す図である。
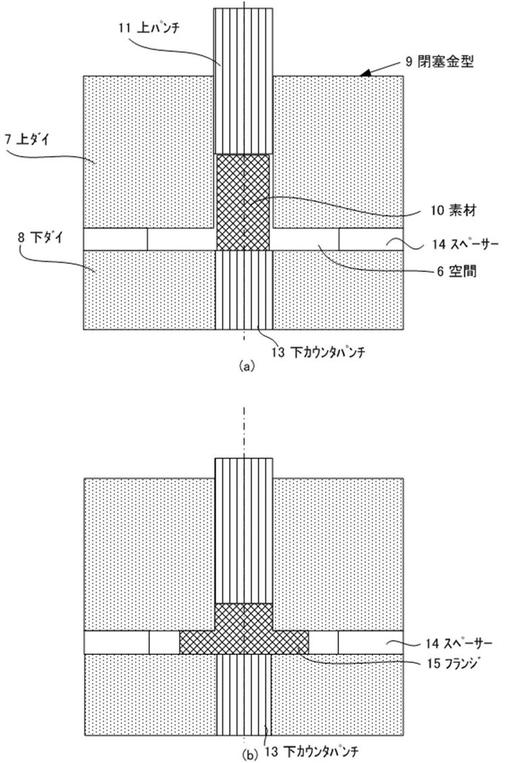
【図4】本発明の冷間加工性評価試験装置の概要を示す図で、(a)冷間鍛造前、(b)は冷間鍛造後を示す図である。
【図5】本発明の冷間加工性評価試験装置の他の例の概要を示す図である。
【図6】本発明の冷間加工性評価試験装置の他の例の概要を示す図である。
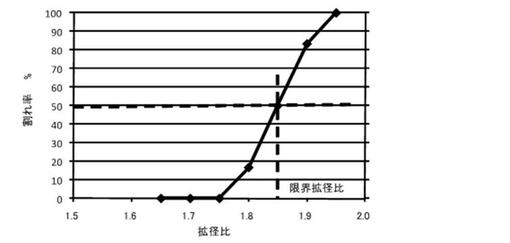
【図7】本発明における限界拡径比を説明するための図である。
【発明を実施するための形態】
【0022】
以下、本発明の実施の形態について説明する。
【0023】
まず、鍛造業界で一般的に用いられている冷間鍛造用鋼の加工限界評価方法となっている塑性加工学会冷鍛分科会推奨の冷間据込み試験について述べる。この冷間据込み試験は、図1(a)に示すように、試験片1を表面に浅い同心円溝(同心円溝は図示していない)を付けた端面拘束冶具2で据え込み、図1(b)に示すように据え込まれた試験片3の側面に割れ4の発生する据込み率を尺度として利用して冷間鍛造用鋼の加工限界を評価する方法である。
【0024】
ところが、最近の鉄鋼材料、例えば、S45C炭素鋼材料では、限界据込み率75%程度あり、割れが発生するまで据え込んで据込み率80%とするためには負荷能力の高いプレスが必要である。例えば、太径の55mmφ円柱試験体では12000kN超の負荷能力のプレスが必要となる。このため、太径の棒鋼を切断した円柱試験体の試験は、負荷能力の高いプレスを必要とすることから、これまで殆ど実施されていない。したがって、通常は、図2に示すように、太径の55mmφ棒鋼5から14mmφ程度の細径の試験片1を切り出して冷間据込み試験に供されている。14mmφ程度の細径の試験片とすれば、1500kN程度の負荷能力のプレスでの試験が可能となるからである。しかし、棒鋼から試験体を切り出した場合は、棒鋼の表面性状に起因する表面加工割れ感受性の評価をすることができない。
【0025】
すなわち、従来の冷間据込み試験では、太径の棒鋼をそのままの径の試験体としようとすると負荷能力の高いプレスが必要であること、および、試験を低荷重で行なうために、太径の棒鋼から切り出した細径の試験片を用いると、被加工素材(棒鋼)の表面性状を勘案した素材の表面加工割れ感受性の評価ができないという問題がある。
【0026】
そこで、本発明は負荷能力の高いプレスを用いずに、低荷重で太径素材の加工限界が評価でき、かつこれまでは考慮されていなかった被加工素材の表面性状を勘案した素材の表面加工割れ感受性が評価できる評価方法について鋭意研究した。
【0027】
まず、低荷重で太径素材の表面加工割れ感受性を評価できる試験を可能とするために、本発明者は棒鋼素材のフランジ成形法として、側方押出成形法に着目した。側方押出成形法では、低荷重でフランジ成形することができるからである。そして、円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価方法に側方押出法を適用し、加工限界を評価する指標となる限界据込み率に相当する指標を求めることができれば、負荷能力の大きなプレス(装置)を用いることなく、円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価が可能となることを着想し研究を進めた。
【0028】
図3(a)、(b)、(c)は、側方押出成形法を説明するための概要を示す図である。
側方押出し成型装置は、図3(a)に示すように、素材(試験体)10の一部を側方(横)方向に押し出してフランジ(張り出した変形部分)を成形することができる空間(キャビティ)6を有する上ダイ(上型)7及び下ダイ(下型)8からなる金型(閉塞金型)9、素材10を加圧するための上パンチ11、キャビティ6を形成するために上ダイ7を下ダイ8に押し付ける(図示しない)油圧機構を内蔵した閉塞ダイセット12を備えている。
【0029】
側方押出法では、図3(b)に示すように、素材10を上ダイ7及び下ダイ8からなる金型(閉塞金型)9内にセットし、閉塞ダイセット12により上ダイ7と下ダイ8によりキャビティ6を形成する。それとともに、上パンチ11により素材10を加圧することで、素材10の一部を閉塞金型9のキャビティ6へ側方押出して、図3(c)に示すようにフランジ15を成形する。
【0030】
本発明に至った冷間据込み(冷間鍛造)試験例について説明する。
本発明では、鍛造素材の成分や熱処理の有無に関係なく、利用することができるが、この試験では、冷間鍛造品に一般的に用いられている鋼であるJIS S53C鋼(質量%で、0.53%C、0.24%Si、0.77%Mn、0.018%P、0.005%S)の棒状素材を用いて、所定の減面率で圧延、球状化焼鈍(740℃×7h−徐冷)して製造した45mmφ棒鋼を試験の供試材とした。
【0031】
この試験例では、供試材を切断して、長さ50mmの試験体とし、図3に示すように、側方押出し試験を実施した。側方押出し試験に使用した装置では上下ダイ(金型)の内径を45.5mm、上下ダイ(金型)間の隙間4.6mmとした金型を用いた。また、比較例として45mmφ棒鋼を切断して、長さ67.5mmの試験体も準備した。
【0032】
側方押出し試験では、試験体を加圧する面に浅い同心円状溝をつけた上パンチにより、試験体を軸方向に加圧し、側方押し出ししてフランジを形成し、所要荷重を求めた。また、45mmφ、長さ67.5mmの試験体を従来の冷間据込み試験において据込率70%とするためには、約7000kNの荷重が必要であった。これに対して、本発明の側方押出し試験では、約4000kNの荷重でフランジ成形が可能であった。即ち、本発明のように側方押出し試験を実施すれば、試験に要するプレスの所要荷重が、従来法の冷間据込み試験の所要荷重に比較して約60%となり、低い荷重で実施することができ、さらに、加工割れに影響を与える棒鋼の表面性状を含めて被加工素材の加工割れ感受性を評価できることが分かる。
【0033】
そして、本発明では、棒鋼素材を圧延方向に対し垂直に切断した円柱被加工素材を、側方押出金型を備えたプレス装置を用いて側方押出によりフランジ成形して、側方空間部へ押出されたフランジ外側面に割れが生じたフランジ直径{割れ率が50%となる時のフランジ直径(mm)}を測定することで、下記式(1)で示すフランジの限界拡径比{割れ率が50%となる時のフランジ直径(mm)/最初の円柱被加工素材の直径(mm)で表すことができる}を求めれば、限界拡径比は冷間鍛造時の表面加工割れ感受性を評価する指標となり得ることを知見した。
限界拡径比=DC/D0 ・・・ (1)
(ここで、D0は最初の円柱被加工素材の直径(mm)、DCは割れ率が50%となる時のフランジ直径(mm)を意味する。)
【0034】
そこで、本発明は、冷間加工性評価試験として側方押出法を採用し、側方空間部へ押出したフランジの限界拡径比を求めることで、従来行われた冷間据込み試験での所要荷重を低減でき、表面性状を含めて円柱被加工素材の冷間鍛造時の表面加工割れ感受性を適切に評価することとした。
【0035】
従来の冷間据込み試験では、素材に荷重を付加して鍛造が進むにしたがって素材が据え込まれて横に広がるので、素材加圧する面積が増加して据え込み荷重が増加する。したがって、従来の冷間据込み試験では、負荷能力の高いプレスが必要となっていた。
【0036】
ところが、冷間加工性評価試験としての側方押出成形法では、素材を加圧する面積が一定の状態でフランジ成形することができるので、所要荷重を増加させることなくフランジ成形が可能となる。このため、従来の冷間据込み試験のように負荷能力の高いプレスを用いることなく、冷間鍛造時の表面加工割れ感受性を評価することが可能である。
【0037】
冷間鍛造時の表面加工割れは、棒鋼素材の表面性状によっても大きな影響がある。棒鋼素材の表面性状は、棒鋼は圧延時の微小なロール疵や皺等がある表面性状を呈していて、圧延したままの素材、あるいは圧延材を焼鈍やボンデ処理をした素材、これら素材をピーリングしない棒鋼を切断した円柱被加工素材の表面性状も同様の表面性状を呈している。
したがって、このような表面性状の棒鋼素材の表面加工割れ感受性を評価することが重要である。
【0038】
本発明では、負荷能力の高いプレスを用いることなく、太径の素材についての冷間加工性評価試験が可能となるので、圧延したまま、あるいは圧延材を焼鈍したまま等の太径の棒鋼素材を切断して作製した円柱被加工素材(試験体)の表面加工割れ感受性を評価することができる。
【0039】
以下、本発明に係わる圧延したままの素材、あるいは圧延材を焼鈍やボンデ処理をした素材、これら素材をピーリングしない棒鋼を切断した太径の棒鋼素材を切断して作製した円柱被加工素材の表面加工割れ感受性を評価する試験方法について説明する。
【0040】
まず、本発明での冷間加工性評価試験において、棒鋼素材を切断した円柱被加工素材とした試験体を側方押出法によりフランジを形成するに用いる表面加工割れ感受性評価装置について述べる。
【0041】
図4〜図6は、冷間加工性評価試験で側方押出法を行なう表面加工割れ感受性評価装置(冷間鍛造装置)の例を示す図である。図4(a)に示す表面加工割れ感受性評価装置では、棒鋼素材を圧延方向に対し垂直に切断した円柱被加工素材(試験体)10の一部を側方方向(水平方向)に押出してフランジ成形する空間(キャビティ)6を有する上ダイ7及び下ダイ8からなる金型(閉塞金型)9、素材10を加圧するための上パンチ11および下カウンタパンチ13を備えている。そして、上ダイ7及び下ダイ8には、垂直方向に素材を挿入する空間を設けてあり、下カウンタパンチ13上に素材をセットできるように構成されている。すなわち、下カウンタパンチ13の上部は下ダイ8の表面より下方となっていて、金型内に挿入された棒鋼素材を保持できるように構成され、また、空間(キャビティ)6の外側端部には、スペーサ14を設けて、空間(上ダイと下ダイの隙間)6の厚さを確保できるように構成されていて、スペーサの高さを変えることによって空間6の厚さを変更することができる。
【0042】
また、上ダイ7及び下ダイ8からなる金型9と棒鋼素材10とのクリアランス(隙間)を下記式(2)で示すように2.0mm以下に設定する必要がある。
0<DD−D0≦2.0 ・・・ (2)
(ここで、DD−D0はクリアランスで、DDは上ダイ7及び下ダイ8の内径(mm)、D0は棒鋼素材の直径(mm)を意味する。)
クリアランス(DD−D0)が2.0mmを超えると側方押出ししたフランジ(張り出した変形部分)が等方な円ではなく、楕円形になってしまい、限界拡径比がうまく評価できなくなるからである。クリアランスは小さい方が好ましく、このため1.6mm以下が好ましい。
【0043】
さらに、側方押出しによりフランジ成形を容易とするためには、図3(b)、(c)に示すように、フランジ成形部の金型形状(隙間)が、棒鋼素材の直径をD0、上ダイと下ダイの隙間厚さをtとした場合に、下記式(3)の条件を満たすことが好ましい。
【0044】
0.1≦t/D0 ・・・ (3)
(ここで、D0は棒鋼素材の直径、tは上ダイ及び下ダイの隙間厚さを意味する。)
すなわち、t/D0が、0.1未満だと、所要荷重が高くなりすぎて、金型が破損する場合があるからである。また、t/D0に、特に上限を設けることは必要ないが、t/D0が1.0を超えると、加圧中に棒鋼素材が座屈することがあるので、1.0以下とすることが好ましい。金型材料としては、工具鋼、耐熱鋼、超硬合金などの通常の材質が使用できる。
【0045】
側方押出法による冷間鍛造の例では、図4(a)、(b)に示すように、棒鋼素材10を上ダイ7及び下ダイ8からなる金型(閉塞金型)9内にセットし、上パンチ11を閉塞ダイセットで押し下げる。これにより上ダイ7と下ダイ8によりキャビティ(空間、隙間)6が形成されているので、上パンチ11により素材10を加圧すると、素材10の一部は金型9のキャビティ6へ側方押出されてフランジが形成される。フランジの直径は、上パンチの加圧量によって変化する。
【0046】
図5は、図4に示す表面加工割れ感受性評価装置の変形例であって、下ダイ8の上面
と下カウンタパンチ13の上面を同一面に形成している。この場合、冷間鍛造による側方押出しでフランジ成形する時に素材10が下カウンタパンチ13の上面を滑らないようにして確保するため、下カウンタパンチ13の上面に同心円状溝を設けることもできる。図5(a)は鍛造前、(b)は鍛造後を示す図である。
【0047】
図6は、図4に示す表面加工割れ感受性評価装置のさらなる変形例であって、下ダイ8に下カウンタパンチ13を設けずに、側方押出しによりフランジ形成ができるようにした例である。
図6(a)は鍛造前、(b)は鍛造後を示す図である。下ダイ8の上面に同心円状溝を設けることもできる。
【0048】
次に、本発明の冷間加工性評価試験(側方押出し試験)で、限界拡径比を求める方法について説明する。
【0049】
限界拡径比は、図3(a)に示すように、棒鋼素材を圧延方向に対し垂直に切断した最初の円柱被加工素材(試験体)の直径(mm)をD0とし、側方押出金型を備えたプレス装置を用いて側方押出により冷間でフランジ成形をして、側方空間部へ押出されたフランジ外側面に割れが生じ、割れ率が50%となる時のフランジ直径(mm)をDCとした時に、DC/D0を限界拡径比(%)として表すことができる。試験体の割れは、フランジの拡径比を種々変化させて、拡径された試験体の水平位置における外表層(側面)に生じた割れ発生状況を目視或いは10倍の拡大鏡で観察し、従前どおり長さ0.5〜1.0mmの微細な割れが始めて観察された時を割れが発生したとする。そして、割れ発生後の割れ率が50%となる時を限界拡径比とした。限界拡径比は冷間鍛造時の表面加工割れ感受性を評価する指標となり得る。
【0050】
限界拡径比を求めるためには、予備的冷間加工性評価試験で側方空間部へ押出されたフランジ側面に割れの発生したことが始めて観察された拡径比(最初の円柱被加工材の直径(mm)/割れ率が発生した時のフランジ直径(mm))を求め、その拡径比近傍の拡径比で、少なくとも6個、好ましくは6〜30個の試験体(素材)について冷間加工性評価試験を実施してフランジ外側面の割れが発生した試験体の個数を求める。例えば、6個の試験体に冷間加工性評価試験を実施し、割れ個数が6個中で3個となった拡径比の時を割れ率50%のフランジ直径(mm)と評価し、限界拡径比を下記式(1)により求めることができる。
限界拡径比=DC/D0 ・・・ (1)
(ここで、D0は最初の円柱被加工素材の直径(mm)、DCは割れ率が50%となる時のフランジ直径(mm)を意味する。)
【0051】
また、後述する実施例に示すように、本発明に係わる冷間加工性評価試験結果と従来の冷間据込み試験結果とを比較すると、本発明での限界拡径比と従来法の限界据込み率とでは、被加工素材の加工割れ性の優劣については両者ほぼ同様な傾向を示していて、本発明の冷間加工性評価試験での限界拡径比で被加工素材の加工割れ感受性を適切に評価することが可能であることが確認できた。
【実施例】
【0052】
以下、実施例に基づいて、本発明をさらに具体的に説明する。
【0053】
本実施例の試験では、丸棒素材の外表層の割れ感受性を評価するため、側方押出試験を行った。また、比較例として丸棒材の冷間据込み試験(従来法)を行った。
【0054】
(割れ感受性評価用丸棒素材)
素材にはJIS S45C(質量%で、0.46%C、0.26%Si、0.76%Mn、0.020%P、0.010%S)のφ45圧延材(引張強さ520MPa)を用いた。
【0055】
外表層の表面性状を変化させるため、仕上圧延ロールを、a)新品、b)交換直前、c)その中間、と変えて圧延した場合の圧延材を用意した。S45C圧延材には、軟質化処理として球状化焼鈍処理を施した。その後、リン酸塩被膜(ボンデ)処理を行った。
【0056】
(試験体)
本発明例では、外表層は受け入れままで機械加工をせず、所定長さに切断した。比較例のφ14試験体は、φ45丸棒素材のr/2部から試験体を機械加工により採取した。いずれの機械加工面の粗さも、JIS B0601:‘82に準じた十点平均粗さRaが2〜3μmとなるようにした。
【0057】
(鍛造装置)
試験には最大負荷能力1000トンの油圧式プレスを用いた。いずれの試験条件に置いても、圧下速度は50mm/sec一定とした。側方押出試験では3通りの金型を用いた。スペーサ厚さにより上下金型間の隙間tを調整した。図4に示す金型構成1では、上下金型の内径部で素材端部を拘束した。図5に示す金型構成2では、上金型の内径部で素材上端部を拘束し、下金型はカウンタパンチの上面に設けた同心円溝にて素材下端部を拘束した。図6に示す金型構成3では、上金型の内径部で素材上端部を拘束し、下金型は拘束しなかった。
【0058】
据込試験では同心円溝付きの拘束治具を用いた。鍛造毎の最大荷重をロードセルにより測定した。
【0059】
(冷間加工性評価試験の手順)
予備試験としておおよその割れの出る拡径比を求めるため、拡径比1.5から1.95まで、0.05刻みで鍛造を行った。(一度金型から取り出すと再使用は難しいため、全て異なる新しい試験体を用いた)。割れが発生するかどうかは、鍛造後の試験体のフランジ部分を倍率10倍の拡大鏡により観察し、亀裂長さが0.5〜1.0mmになったものを割れと判定した。
【0060】
表1に示すように、予備試験では、「予備試験1〜10」のように、拡径比1.85以降で割れが発生した。その際の所用荷重は3530〜3660kNであった。据込では据込率増加に伴う荷重が急増するが、本発明である側方押出では拡径比増加に伴う荷重増はほとんどない。
【0061】
本試験は、n数を6とし、予備試験で求められた割れ発生する拡径比1.85より0.2低い拡径比1.65から0.05刻みで拡径比の水準を設定した。割れ発生率と拡径比の関係をまとめると図7に示すグラフのようになり、拡径比1.85においてn/2である3個が割れ、割れ発生率50%となった。したがって限界拡径比は1.85である。
【0062】
【表1】

【0063】
(本試験)
試験手順で示す要領で、各種試験体の限界拡径比を求めた。その結果を表2に示した。
【0064】
表2において、本発明例1〜3は、上型(上ダイ)内径DD=45.5mm、上下型(上下ダイ)間隙間t=4.6mmにおいて、外表層面粗さが変わった場合の結果で、表面粗さの粗くなるほど限界拡径比が低下する結果が得られた。これは実際に部品を鍛造した場合の割れ感受性の順番と同一であった。
【0065】
本発明例4〜6、7〜9は上下型間隙間tを変えた場合の結果で、本発明例1〜3と同様に、表面粗さの粗くなるほど限界拡径比が低下する結果が得られた。
【0066】
本発明例10〜12は上型内径DD=46.5mmとして、素材直径D0との関係がDD−D0=1.5mmとなったものである。この場合、試験体と金型とのセンターのズレが大きくなるものの、この範囲であれば、割れ感受性に対する表面粗さの影響を、実際に部品に鍛造した時と同じ順に評価可能である。本発明例1〜12では、図4に示す金型構成1を用いた。
【0067】
本発明例13〜15は図5に示す金型構成2にて、本発明例16〜18は図6に示す金型構成3にて評価した結果である。この場合も表面粗さの粗くなるほど限界拡径比が低下する結果が得られた。
【0068】
本発明例19は、t/D0が0.08の場合である。これも本発明範囲であるが、所用荷重はやや高めである。しかし、従来法である比較例1の所用荷重よりは低減されている。本発明例20〜22は、クリアランスDD−D0が3.0mmとやや大きい。そのため、試験体と金型とのセンターのズレが若干生じ、フランジがやや楕円状に変形した。本発明例20(Ra:10μm)と本発明例22(Ra:20μm)の加工限界(限界拡径比)には有意の差が出たが、本発明例20(Ra:10μm)と本発明例21(Ra:15μm)の加工限界には差が見られなかった。DD−D0が2.0mm以下にすると、試験体のわずかな表面肌の粗さの差も評価できる。逆に、DD−D0が2.0mmより大きいと、試験体のわずかな表面肌の粗さの差は評価しづらくなる。
【0069】
本発明例での所用荷重は4500kN以下で、負荷能力の小さなプレスでの割れ感受性評価が可能である。
【0070】
比較例1〜3は、丸棒素材の外表層を残した状態での据込試験であり、表面粗さの粗くなるほど限界据込み率が低下する結果が得られた。これは実際に部品を鍛造した場合の割れ感受性の順番と同一であった。ただし所用荷重は7000kN近くに達しており、大きな負荷能力のプレスが無ければ割れ感受性を評価することは出来ない。
【0071】
比較例4〜6はφ14に機械加工した場合の据込試験である。所用荷重は小さいが、丸棒素材の外表層を除去してしまったため、限界据込率は75〜76%とほぼ同じ割れ感受性を示し、実際に部品を鍛造した場合の割れ感受性と不一致であり、評価方法として不適である。
【0072】
以上、本発明例と比較例に示したように、本発明によれば、冷間加工性評価試験を小さな負荷能力のプレスで実施することができ、そして冷間加工性評価試験で求めた限界拡径比により冷間鍛造用鋼の加工限界(加工割れ感受性)を適切に評価できることが確認できた。
【0073】
【表2】
【符号の説明】
【0074】
1 試験片
2 端面拘束冶具
3 据え込まれた試験体
4 割れ
5 棒鋼
6 空間(キャビティ)
7 上ダイ
8 下ダイ
9 閉塞金型(ダイ7とダイ8から成る)
10 素材(試験体)
11 上パンチ
12 閉塞ダイセット
13 下カウンタパンチ
14 スペーサ
15 フランジ
【技術分野】
【0001】
本発明は、棒鋼を所定の寸法に切断した円柱状被加工素材を冷間鍛造により歯車等の鍛造部品を製造する際の素材表面に生じる表面加工割れ感受性を評価する方法およびその装置に関する。
【背景技術】
【0002】
自動車や産業機械に使用される歯車やハブ等の部品は、棒鋼を素材として所定の寸法に切断した円柱状被加工素材を熱間鍛造した後、切削加工して製造される。しかしながら、省工程、省エネルギーを目的に、冷間鍛造によって歯車やハブ等の部品を製造することがあり、今後、さらにこの工法が増加する傾向である。素材を冷間鍛造する際には、素材の加工限度が問題となり、加工限度はほとんどの場合、被加工材に生ずる加工割れによって規制される。従って材料の冷間鍛造時の割れに関しての優劣、すなわち加工性について適切な評価を下すことは、目的とする加工に対しての材料の選択または適否の判定のために、あるいは与えられた材料に対する妥当な加工度の算定または加工の成否の推定のために極めて必要なことである。
【0003】
そのため材料の冷間加工性を評価する方法として、幾つかの試験方法が提案されている。例えば、冷間据込み試験方法では、棒鋼素材から円柱試験体を切り出し、その円柱試験体を軸方向に据え込み、割れ発生の有無を観察して、限界据込み率を求めて素材の加工性を評価する方法である。冷間据込み試験での割れ発生は、微細な割れ(長さ0.5〜1.0mm)が初めて観察されたときとする。そして、据え込みにより初めて割れが発生した試験体の周辺部の高さを数箇所において測定して、それらの平均値(hc)を算出し、最初の試験体の高さをh0とした時に、限界据込み率εhc(%)は、εhc=(h0−hc)/h0×100の式によって求めるものである(例えば、非特許文献1参照)。なお、限界据込み率は割れ発生率が50%以上となる時の据込み率を限界据込み率として評価する。
【0004】
また、棒鋼は圧延時の微小なロール疵や皺等がある表面性状を呈していて、圧延したままの素材、あるいは圧延材を焼鈍やボンデ処理をした素材、これら素材をピーリングしない棒鋼を切断した円柱被加工素材の表面性状も同様の表面性状を呈している。このような被加工素材の表面性状は、加工割れに大きな影響を与えるものである。しかし、従来の据込み性試験方法では、所要荷重を小さくするために、小径の円柱試験体を棒鋼素材から切り出した後、切削加工して製作しているものであるから、円柱試験体は棒鋼の表面性状を有しておらず、棒鋼を切断したままの円柱被加工素材の表面加工割れについての評価をすることができないという問題がある。
【0005】
また、他の試験方法として提案されている円筒工具試験法では、表面にV形の溝を格子状に付けた円筒工具の円筒面で円柱試験体をその軸方向に圧縮する方法(例えば、非特許文献2参照)がある。この方法は、試験体の高さと直径の比、圧縮した試験体に割れの発生した時の最小高さ部の高さ減少率で材料の冷間加工性を評価する。
【0006】
この試験方法は、低荷重で可能な試験方法であるが、試験片の表面の一部しか割れの評価ができない欠点がある。そのため、実用的ではない。
【0007】
さらに、特許文献1では、軸対称形状の可塑性試験片を平工具を用いて温間域または熱間域で据込み鍛造し、試験片側面に割れが発生する加工条件を比較検討することにより、加工割れ強度を評価する強度試験方法が開示されている。軸対称形状の可塑性試験片として、円柱側面に円環状の突起を形成した形状の試験片を用い、据込み鍛造する際に、突起の外周部における周方向の引張応力により、少ない圧下で加工割れが生じ易い試験条件とした加工割れ強度を評価する強度試験方法が提案されている。
【0008】
しかし、この試験方法は、少ない圧下で加工割れが生じ易い試験条件としているものの、予め温間域から熱間域に加熱した試験片を用い、試験片の温度制御を行う熱間加工割れ強度試験方法であって、冷間鍛造時の加工割れ強度を適切に評価する強度試験方法についての開示はない。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開平9−248647号公報
【非特許文献】
【0010】
【非特許文献1】「塑性と加工」vol.22、No.241((1981−2)、139〜144頁
【非特許文献2】「塑性と加工」vol.18、No.202((1977−11)、923〜929頁
【発明の概要】
【発明が解決しようとする課題】
【0011】
そこで、本発明は、このような問題点に鑑み、圧延したままの素材、あるいは圧延材を焼鈍やボンデ処理をした素材、これら素材をピーリングしない(圧延した表面状態が存在している)棒鋼素材を圧延方向に対し垂直に所定の寸法に切断して作製した太径の円柱被加工素材の冷間鍛造時の表面加工割れ感受性を、負荷能力の大きなプレス装置を用いなくても、適切に評価することができる円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価方法およびその装置を提供することを課題とするものである。
【課題を解決するための手段】
【0012】
本発明者らは、上記課題を解決すべく鋭意研究し、棒鋼素材の冷間鍛造法である側方押出法が、低荷重でフランジ成形することができることに着目した。そして、円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価方法に側方押出を適用して加工限界を評価する指標である限界据込み率に相当する指標を求めることができれば、負荷能力の大きなプレス装置を用いなくても、太径の円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価が可能となることを着想し研究を進めた。その結果、円柱被加工素材に側方押出(棒鋼素材を圧延方向に対し垂直に切断した円柱被加工素材を、側方押出金型を備えたプレス装置を用いて側方押出によりフランジ成形を行う冷間鍛造)法を適用して、側方押出されたフランジ外側面に割れが生じたフランジ直径{割れ率が50%となる時のフランジ直径(mm)}を測定し、フランジの限界拡径比{割れ率が50%となる時のフランジ直径(mm)/最初の円柱被加工素材の直径(mm)で表すことができる}を求めることで、限界拡径比は冷間鍛造時の表面加工割れ感受性を評価する指標となり得ることを知見した。
【0013】
そこで、本発明者らは、冷間加工性評価試験として側方押出法を採用し、側方押出したフランジの限界拡径比を求めることで、冷間加工性評価試験での所用荷重を低減でき、表面性状を含めて円柱被加工素材の冷間鍛造時の表面加工割れ感受性を適切に評価することができることを見出して本発明を完成した。
【0014】
本発明の要旨は、次の通りである。
【0015】
(1) 棒鋼素材を圧延方向に対し垂直に切断して作製した円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価方法であって、棒鋼素材を圧延方向に対し垂直に切断した円柱被加工素材を、上ダイ及び下ダイとからなる金型を用いて側方押出によりフランジ成形を行い、下記式(1)に規定する限界拡径比を求め、限界拡径比に基づいて棒鋼素材を切断して作成した円柱被加工素材の冷間鍛造時の表面加工割れ性を評価することを特徴とする、円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価方法。
限界拡径比=DC/D0 ・・・ (1)
(ここで、D0は最初の円柱被加工素材の直径(mm)、DCは割れ率が50%となる時のフランジ直径(mm)を意味する。)
【0016】
(2) 前記側方押出では、下記式(2)、(3)を満たす形状の金型を用いることを特徴とする、上記(1)記載の円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価方法。
0<DD−D0≦2.0 ・・・ (2)
(ここで、DDは上ダイ内径、D0は棒鋼素材の直径を意味する。)
0.1≦t/D0 ・・・ (3)
(ここで、D0は棒鋼素材の直径、tは上ダイと下ダイの隙間厚さを意味する。)
【0017】
(3)上記(1)または(2)に記載の冷間鍛造で側方押出によりフランジ成形を行い、円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価方法に用いる表面加工割れ感受性評価装置であって、円柱被加工素材(試験体)を挿入するための孔を有しかつ冷間鍛造時に円柱被加工素材の一部を側方方向に押出してフランジ成形する隙間(キャビティ)を有する上ダイ及び下ダイとからなる金型、該金型内でのフランジ成形部の隙間厚さを確保するスペーサ、および円柱被加工素材を加圧するための上パンチを備えていることを特徴とする円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価装置。
【0018】
(4) さらに、前記下ダイに円柱被加工素材(試験体)を挿入するための孔をもうけ、該孔内に昇降可能な下カウンタパンチが挿入されていることを特徴とする上記(3)に記載の円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価装置。
【0019】
(5) 金型のフランジ成形部の隙間が、棒鋼素材の直径をD0、上ダイと下ダイのフランジ成形部の隙間厚さをtとした場合に、下記式(3)の条件を満たすことを特徴とする上記(3)または(4)に記載の円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価装置。
0.1≦t/D0 ・・・ (3)
(ここで、D0は棒鋼素材の直径、tは上ダイ及び下ダイのフランジ成形部の隙間厚さを意味する。)
【発明の効果】
【0020】
本発明によれば、冷間加工性評価試験に要するプレスの所要荷重が従来の冷間据込み試験に比較して約1/2の低い荷重で実施することができ、さらに、圧延したままの素材、あるいは圧延材を焼鈍やボンデ処理をした素材、これら素材をピーリングしない(圧延した表面状態が存在している)太径棒鋼を切断して作製した試験体(円柱被加工素材)を用いることで、これまでは評価することができなかった円柱被加工素材の表面性状を含めて、冷間鍛造時の表面加工割れ感受性を評価できるという顕著な効果を奏することができる。
【図面の簡単な説明】
【0021】
【図1】従来の冷間据込み試験を説明するための図で、(a)は端面拘束冶具で試験体を軸方向に据え込む前、(b)は据え込まれた試験体に割れが生じた状態を説明するための図である。
【図2】従来の冷間据込み試験のための細径の試験体を作製することを示す図である。
【図3】本発明の冷間加工性評価試験の表面加工割れ感受性評価方法を説明するための図である。(a)は冷間鍛造前、(b)は冷間鍛造後、(c)は冷間鍛造によりフランジ成形した試験体の形状を示す図である。
【図4】本発明の冷間加工性評価試験装置の概要を示す図で、(a)冷間鍛造前、(b)は冷間鍛造後を示す図である。
【図5】本発明の冷間加工性評価試験装置の他の例の概要を示す図である。
【図6】本発明の冷間加工性評価試験装置の他の例の概要を示す図である。
【図7】本発明における限界拡径比を説明するための図である。
【発明を実施するための形態】
【0022】
以下、本発明の実施の形態について説明する。
【0023】
まず、鍛造業界で一般的に用いられている冷間鍛造用鋼の加工限界評価方法となっている塑性加工学会冷鍛分科会推奨の冷間据込み試験について述べる。この冷間据込み試験は、図1(a)に示すように、試験片1を表面に浅い同心円溝(同心円溝は図示していない)を付けた端面拘束冶具2で据え込み、図1(b)に示すように据え込まれた試験片3の側面に割れ4の発生する据込み率を尺度として利用して冷間鍛造用鋼の加工限界を評価する方法である。
【0024】
ところが、最近の鉄鋼材料、例えば、S45C炭素鋼材料では、限界据込み率75%程度あり、割れが発生するまで据え込んで据込み率80%とするためには負荷能力の高いプレスが必要である。例えば、太径の55mmφ円柱試験体では12000kN超の負荷能力のプレスが必要となる。このため、太径の棒鋼を切断した円柱試験体の試験は、負荷能力の高いプレスを必要とすることから、これまで殆ど実施されていない。したがって、通常は、図2に示すように、太径の55mmφ棒鋼5から14mmφ程度の細径の試験片1を切り出して冷間据込み試験に供されている。14mmφ程度の細径の試験片とすれば、1500kN程度の負荷能力のプレスでの試験が可能となるからである。しかし、棒鋼から試験体を切り出した場合は、棒鋼の表面性状に起因する表面加工割れ感受性の評価をすることができない。
【0025】
すなわち、従来の冷間据込み試験では、太径の棒鋼をそのままの径の試験体としようとすると負荷能力の高いプレスが必要であること、および、試験を低荷重で行なうために、太径の棒鋼から切り出した細径の試験片を用いると、被加工素材(棒鋼)の表面性状を勘案した素材の表面加工割れ感受性の評価ができないという問題がある。
【0026】
そこで、本発明は負荷能力の高いプレスを用いずに、低荷重で太径素材の加工限界が評価でき、かつこれまでは考慮されていなかった被加工素材の表面性状を勘案した素材の表面加工割れ感受性が評価できる評価方法について鋭意研究した。
【0027】
まず、低荷重で太径素材の表面加工割れ感受性を評価できる試験を可能とするために、本発明者は棒鋼素材のフランジ成形法として、側方押出成形法に着目した。側方押出成形法では、低荷重でフランジ成形することができるからである。そして、円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価方法に側方押出法を適用し、加工限界を評価する指標となる限界据込み率に相当する指標を求めることができれば、負荷能力の大きなプレス(装置)を用いることなく、円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価が可能となることを着想し研究を進めた。
【0028】
図3(a)、(b)、(c)は、側方押出成形法を説明するための概要を示す図である。
側方押出し成型装置は、図3(a)に示すように、素材(試験体)10の一部を側方(横)方向に押し出してフランジ(張り出した変形部分)を成形することができる空間(キャビティ)6を有する上ダイ(上型)7及び下ダイ(下型)8からなる金型(閉塞金型)9、素材10を加圧するための上パンチ11、キャビティ6を形成するために上ダイ7を下ダイ8に押し付ける(図示しない)油圧機構を内蔵した閉塞ダイセット12を備えている。
【0029】
側方押出法では、図3(b)に示すように、素材10を上ダイ7及び下ダイ8からなる金型(閉塞金型)9内にセットし、閉塞ダイセット12により上ダイ7と下ダイ8によりキャビティ6を形成する。それとともに、上パンチ11により素材10を加圧することで、素材10の一部を閉塞金型9のキャビティ6へ側方押出して、図3(c)に示すようにフランジ15を成形する。
【0030】
本発明に至った冷間据込み(冷間鍛造)試験例について説明する。
本発明では、鍛造素材の成分や熱処理の有無に関係なく、利用することができるが、この試験では、冷間鍛造品に一般的に用いられている鋼であるJIS S53C鋼(質量%で、0.53%C、0.24%Si、0.77%Mn、0.018%P、0.005%S)の棒状素材を用いて、所定の減面率で圧延、球状化焼鈍(740℃×7h−徐冷)して製造した45mmφ棒鋼を試験の供試材とした。
【0031】
この試験例では、供試材を切断して、長さ50mmの試験体とし、図3に示すように、側方押出し試験を実施した。側方押出し試験に使用した装置では上下ダイ(金型)の内径を45.5mm、上下ダイ(金型)間の隙間4.6mmとした金型を用いた。また、比較例として45mmφ棒鋼を切断して、長さ67.5mmの試験体も準備した。
【0032】
側方押出し試験では、試験体を加圧する面に浅い同心円状溝をつけた上パンチにより、試験体を軸方向に加圧し、側方押し出ししてフランジを形成し、所要荷重を求めた。また、45mmφ、長さ67.5mmの試験体を従来の冷間据込み試験において据込率70%とするためには、約7000kNの荷重が必要であった。これに対して、本発明の側方押出し試験では、約4000kNの荷重でフランジ成形が可能であった。即ち、本発明のように側方押出し試験を実施すれば、試験に要するプレスの所要荷重が、従来法の冷間据込み試験の所要荷重に比較して約60%となり、低い荷重で実施することができ、さらに、加工割れに影響を与える棒鋼の表面性状を含めて被加工素材の加工割れ感受性を評価できることが分かる。
【0033】
そして、本発明では、棒鋼素材を圧延方向に対し垂直に切断した円柱被加工素材を、側方押出金型を備えたプレス装置を用いて側方押出によりフランジ成形して、側方空間部へ押出されたフランジ外側面に割れが生じたフランジ直径{割れ率が50%となる時のフランジ直径(mm)}を測定することで、下記式(1)で示すフランジの限界拡径比{割れ率が50%となる時のフランジ直径(mm)/最初の円柱被加工素材の直径(mm)で表すことができる}を求めれば、限界拡径比は冷間鍛造時の表面加工割れ感受性を評価する指標となり得ることを知見した。
限界拡径比=DC/D0 ・・・ (1)
(ここで、D0は最初の円柱被加工素材の直径(mm)、DCは割れ率が50%となる時のフランジ直径(mm)を意味する。)
【0034】
そこで、本発明は、冷間加工性評価試験として側方押出法を採用し、側方空間部へ押出したフランジの限界拡径比を求めることで、従来行われた冷間据込み試験での所要荷重を低減でき、表面性状を含めて円柱被加工素材の冷間鍛造時の表面加工割れ感受性を適切に評価することとした。
【0035】
従来の冷間据込み試験では、素材に荷重を付加して鍛造が進むにしたがって素材が据え込まれて横に広がるので、素材加圧する面積が増加して据え込み荷重が増加する。したがって、従来の冷間据込み試験では、負荷能力の高いプレスが必要となっていた。
【0036】
ところが、冷間加工性評価試験としての側方押出成形法では、素材を加圧する面積が一定の状態でフランジ成形することができるので、所要荷重を増加させることなくフランジ成形が可能となる。このため、従来の冷間据込み試験のように負荷能力の高いプレスを用いることなく、冷間鍛造時の表面加工割れ感受性を評価することが可能である。
【0037】
冷間鍛造時の表面加工割れは、棒鋼素材の表面性状によっても大きな影響がある。棒鋼素材の表面性状は、棒鋼は圧延時の微小なロール疵や皺等がある表面性状を呈していて、圧延したままの素材、あるいは圧延材を焼鈍やボンデ処理をした素材、これら素材をピーリングしない棒鋼を切断した円柱被加工素材の表面性状も同様の表面性状を呈している。
したがって、このような表面性状の棒鋼素材の表面加工割れ感受性を評価することが重要である。
【0038】
本発明では、負荷能力の高いプレスを用いることなく、太径の素材についての冷間加工性評価試験が可能となるので、圧延したまま、あるいは圧延材を焼鈍したまま等の太径の棒鋼素材を切断して作製した円柱被加工素材(試験体)の表面加工割れ感受性を評価することができる。
【0039】
以下、本発明に係わる圧延したままの素材、あるいは圧延材を焼鈍やボンデ処理をした素材、これら素材をピーリングしない棒鋼を切断した太径の棒鋼素材を切断して作製した円柱被加工素材の表面加工割れ感受性を評価する試験方法について説明する。
【0040】
まず、本発明での冷間加工性評価試験において、棒鋼素材を切断した円柱被加工素材とした試験体を側方押出法によりフランジを形成するに用いる表面加工割れ感受性評価装置について述べる。
【0041】
図4〜図6は、冷間加工性評価試験で側方押出法を行なう表面加工割れ感受性評価装置(冷間鍛造装置)の例を示す図である。図4(a)に示す表面加工割れ感受性評価装置では、棒鋼素材を圧延方向に対し垂直に切断した円柱被加工素材(試験体)10の一部を側方方向(水平方向)に押出してフランジ成形する空間(キャビティ)6を有する上ダイ7及び下ダイ8からなる金型(閉塞金型)9、素材10を加圧するための上パンチ11および下カウンタパンチ13を備えている。そして、上ダイ7及び下ダイ8には、垂直方向に素材を挿入する空間を設けてあり、下カウンタパンチ13上に素材をセットできるように構成されている。すなわち、下カウンタパンチ13の上部は下ダイ8の表面より下方となっていて、金型内に挿入された棒鋼素材を保持できるように構成され、また、空間(キャビティ)6の外側端部には、スペーサ14を設けて、空間(上ダイと下ダイの隙間)6の厚さを確保できるように構成されていて、スペーサの高さを変えることによって空間6の厚さを変更することができる。
【0042】
また、上ダイ7及び下ダイ8からなる金型9と棒鋼素材10とのクリアランス(隙間)を下記式(2)で示すように2.0mm以下に設定する必要がある。
0<DD−D0≦2.0 ・・・ (2)
(ここで、DD−D0はクリアランスで、DDは上ダイ7及び下ダイ8の内径(mm)、D0は棒鋼素材の直径(mm)を意味する。)
クリアランス(DD−D0)が2.0mmを超えると側方押出ししたフランジ(張り出した変形部分)が等方な円ではなく、楕円形になってしまい、限界拡径比がうまく評価できなくなるからである。クリアランスは小さい方が好ましく、このため1.6mm以下が好ましい。
【0043】
さらに、側方押出しによりフランジ成形を容易とするためには、図3(b)、(c)に示すように、フランジ成形部の金型形状(隙間)が、棒鋼素材の直径をD0、上ダイと下ダイの隙間厚さをtとした場合に、下記式(3)の条件を満たすことが好ましい。
【0044】
0.1≦t/D0 ・・・ (3)
(ここで、D0は棒鋼素材の直径、tは上ダイ及び下ダイの隙間厚さを意味する。)
すなわち、t/D0が、0.1未満だと、所要荷重が高くなりすぎて、金型が破損する場合があるからである。また、t/D0に、特に上限を設けることは必要ないが、t/D0が1.0を超えると、加圧中に棒鋼素材が座屈することがあるので、1.0以下とすることが好ましい。金型材料としては、工具鋼、耐熱鋼、超硬合金などの通常の材質が使用できる。
【0045】
側方押出法による冷間鍛造の例では、図4(a)、(b)に示すように、棒鋼素材10を上ダイ7及び下ダイ8からなる金型(閉塞金型)9内にセットし、上パンチ11を閉塞ダイセットで押し下げる。これにより上ダイ7と下ダイ8によりキャビティ(空間、隙間)6が形成されているので、上パンチ11により素材10を加圧すると、素材10の一部は金型9のキャビティ6へ側方押出されてフランジが形成される。フランジの直径は、上パンチの加圧量によって変化する。
【0046】
図5は、図4に示す表面加工割れ感受性評価装置の変形例であって、下ダイ8の上面
と下カウンタパンチ13の上面を同一面に形成している。この場合、冷間鍛造による側方押出しでフランジ成形する時に素材10が下カウンタパンチ13の上面を滑らないようにして確保するため、下カウンタパンチ13の上面に同心円状溝を設けることもできる。図5(a)は鍛造前、(b)は鍛造後を示す図である。
【0047】
図6は、図4に示す表面加工割れ感受性評価装置のさらなる変形例であって、下ダイ8に下カウンタパンチ13を設けずに、側方押出しによりフランジ形成ができるようにした例である。
図6(a)は鍛造前、(b)は鍛造後を示す図である。下ダイ8の上面に同心円状溝を設けることもできる。
【0048】
次に、本発明の冷間加工性評価試験(側方押出し試験)で、限界拡径比を求める方法について説明する。
【0049】
限界拡径比は、図3(a)に示すように、棒鋼素材を圧延方向に対し垂直に切断した最初の円柱被加工素材(試験体)の直径(mm)をD0とし、側方押出金型を備えたプレス装置を用いて側方押出により冷間でフランジ成形をして、側方空間部へ押出されたフランジ外側面に割れが生じ、割れ率が50%となる時のフランジ直径(mm)をDCとした時に、DC/D0を限界拡径比(%)として表すことができる。試験体の割れは、フランジの拡径比を種々変化させて、拡径された試験体の水平位置における外表層(側面)に生じた割れ発生状況を目視或いは10倍の拡大鏡で観察し、従前どおり長さ0.5〜1.0mmの微細な割れが始めて観察された時を割れが発生したとする。そして、割れ発生後の割れ率が50%となる時を限界拡径比とした。限界拡径比は冷間鍛造時の表面加工割れ感受性を評価する指標となり得る。
【0050】
限界拡径比を求めるためには、予備的冷間加工性評価試験で側方空間部へ押出されたフランジ側面に割れの発生したことが始めて観察された拡径比(最初の円柱被加工材の直径(mm)/割れ率が発生した時のフランジ直径(mm))を求め、その拡径比近傍の拡径比で、少なくとも6個、好ましくは6〜30個の試験体(素材)について冷間加工性評価試験を実施してフランジ外側面の割れが発生した試験体の個数を求める。例えば、6個の試験体に冷間加工性評価試験を実施し、割れ個数が6個中で3個となった拡径比の時を割れ率50%のフランジ直径(mm)と評価し、限界拡径比を下記式(1)により求めることができる。
限界拡径比=DC/D0 ・・・ (1)
(ここで、D0は最初の円柱被加工素材の直径(mm)、DCは割れ率が50%となる時のフランジ直径(mm)を意味する。)
【0051】
また、後述する実施例に示すように、本発明に係わる冷間加工性評価試験結果と従来の冷間据込み試験結果とを比較すると、本発明での限界拡径比と従来法の限界据込み率とでは、被加工素材の加工割れ性の優劣については両者ほぼ同様な傾向を示していて、本発明の冷間加工性評価試験での限界拡径比で被加工素材の加工割れ感受性を適切に評価することが可能であることが確認できた。
【実施例】
【0052】
以下、実施例に基づいて、本発明をさらに具体的に説明する。
【0053】
本実施例の試験では、丸棒素材の外表層の割れ感受性を評価するため、側方押出試験を行った。また、比較例として丸棒材の冷間据込み試験(従来法)を行った。
【0054】
(割れ感受性評価用丸棒素材)
素材にはJIS S45C(質量%で、0.46%C、0.26%Si、0.76%Mn、0.020%P、0.010%S)のφ45圧延材(引張強さ520MPa)を用いた。
【0055】
外表層の表面性状を変化させるため、仕上圧延ロールを、a)新品、b)交換直前、c)その中間、と変えて圧延した場合の圧延材を用意した。S45C圧延材には、軟質化処理として球状化焼鈍処理を施した。その後、リン酸塩被膜(ボンデ)処理を行った。
【0056】
(試験体)
本発明例では、外表層は受け入れままで機械加工をせず、所定長さに切断した。比較例のφ14試験体は、φ45丸棒素材のr/2部から試験体を機械加工により採取した。いずれの機械加工面の粗さも、JIS B0601:‘82に準じた十点平均粗さRaが2〜3μmとなるようにした。
【0057】
(鍛造装置)
試験には最大負荷能力1000トンの油圧式プレスを用いた。いずれの試験条件に置いても、圧下速度は50mm/sec一定とした。側方押出試験では3通りの金型を用いた。スペーサ厚さにより上下金型間の隙間tを調整した。図4に示す金型構成1では、上下金型の内径部で素材端部を拘束した。図5に示す金型構成2では、上金型の内径部で素材上端部を拘束し、下金型はカウンタパンチの上面に設けた同心円溝にて素材下端部を拘束した。図6に示す金型構成3では、上金型の内径部で素材上端部を拘束し、下金型は拘束しなかった。
【0058】
据込試験では同心円溝付きの拘束治具を用いた。鍛造毎の最大荷重をロードセルにより測定した。
【0059】
(冷間加工性評価試験の手順)
予備試験としておおよその割れの出る拡径比を求めるため、拡径比1.5から1.95まで、0.05刻みで鍛造を行った。(一度金型から取り出すと再使用は難しいため、全て異なる新しい試験体を用いた)。割れが発生するかどうかは、鍛造後の試験体のフランジ部分を倍率10倍の拡大鏡により観察し、亀裂長さが0.5〜1.0mmになったものを割れと判定した。
【0060】
表1に示すように、予備試験では、「予備試験1〜10」のように、拡径比1.85以降で割れが発生した。その際の所用荷重は3530〜3660kNであった。据込では据込率増加に伴う荷重が急増するが、本発明である側方押出では拡径比増加に伴う荷重増はほとんどない。
【0061】
本試験は、n数を6とし、予備試験で求められた割れ発生する拡径比1.85より0.2低い拡径比1.65から0.05刻みで拡径比の水準を設定した。割れ発生率と拡径比の関係をまとめると図7に示すグラフのようになり、拡径比1.85においてn/2である3個が割れ、割れ発生率50%となった。したがって限界拡径比は1.85である。
【0062】
【表1】
【0063】
(本試験)
試験手順で示す要領で、各種試験体の限界拡径比を求めた。その結果を表2に示した。
【0064】
表2において、本発明例1〜3は、上型(上ダイ)内径DD=45.5mm、上下型(上下ダイ)間隙間t=4.6mmにおいて、外表層面粗さが変わった場合の結果で、表面粗さの粗くなるほど限界拡径比が低下する結果が得られた。これは実際に部品を鍛造した場合の割れ感受性の順番と同一であった。
【0065】
本発明例4〜6、7〜9は上下型間隙間tを変えた場合の結果で、本発明例1〜3と同様に、表面粗さの粗くなるほど限界拡径比が低下する結果が得られた。
【0066】
本発明例10〜12は上型内径DD=46.5mmとして、素材直径D0との関係がDD−D0=1.5mmとなったものである。この場合、試験体と金型とのセンターのズレが大きくなるものの、この範囲であれば、割れ感受性に対する表面粗さの影響を、実際に部品に鍛造した時と同じ順に評価可能である。本発明例1〜12では、図4に示す金型構成1を用いた。
【0067】
本発明例13〜15は図5に示す金型構成2にて、本発明例16〜18は図6に示す金型構成3にて評価した結果である。この場合も表面粗さの粗くなるほど限界拡径比が低下する結果が得られた。
【0068】
本発明例19は、t/D0が0.08の場合である。これも本発明範囲であるが、所用荷重はやや高めである。しかし、従来法である比較例1の所用荷重よりは低減されている。本発明例20〜22は、クリアランスDD−D0が3.0mmとやや大きい。そのため、試験体と金型とのセンターのズレが若干生じ、フランジがやや楕円状に変形した。本発明例20(Ra:10μm)と本発明例22(Ra:20μm)の加工限界(限界拡径比)には有意の差が出たが、本発明例20(Ra:10μm)と本発明例21(Ra:15μm)の加工限界には差が見られなかった。DD−D0が2.0mm以下にすると、試験体のわずかな表面肌の粗さの差も評価できる。逆に、DD−D0が2.0mmより大きいと、試験体のわずかな表面肌の粗さの差は評価しづらくなる。
【0069】
本発明例での所用荷重は4500kN以下で、負荷能力の小さなプレスでの割れ感受性評価が可能である。
【0070】
比較例1〜3は、丸棒素材の外表層を残した状態での据込試験であり、表面粗さの粗くなるほど限界据込み率が低下する結果が得られた。これは実際に部品を鍛造した場合の割れ感受性の順番と同一であった。ただし所用荷重は7000kN近くに達しており、大きな負荷能力のプレスが無ければ割れ感受性を評価することは出来ない。
【0071】
比較例4〜6はφ14に機械加工した場合の据込試験である。所用荷重は小さいが、丸棒素材の外表層を除去してしまったため、限界据込率は75〜76%とほぼ同じ割れ感受性を示し、実際に部品を鍛造した場合の割れ感受性と不一致であり、評価方法として不適である。
【0072】
以上、本発明例と比較例に示したように、本発明によれば、冷間加工性評価試験を小さな負荷能力のプレスで実施することができ、そして冷間加工性評価試験で求めた限界拡径比により冷間鍛造用鋼の加工限界(加工割れ感受性)を適切に評価できることが確認できた。
【0073】
【表2】
【符号の説明】
【0074】
1 試験片
2 端面拘束冶具
3 据え込まれた試験体
4 割れ
5 棒鋼
6 空間(キャビティ)
7 上ダイ
8 下ダイ
9 閉塞金型(ダイ7とダイ8から成る)
10 素材(試験体)
11 上パンチ
12 閉塞ダイセット
13 下カウンタパンチ
14 スペーサ
15 フランジ
【特許請求の範囲】
【請求項1】
棒鋼素材を圧延方向に対し垂直に切断して作製した円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価方法であって、棒鋼素材を圧延方向に対し垂直に切断した円柱被加工素材を、上ダイ及び下ダイとからなる金型を用いて側方押出によりフランジ成形を行い、下記式(1)に規定する限界拡径比を求め、限界拡径比に基づいて棒鋼素材を切断して作成した円柱被加工素材の冷間鍛造時の表面加工割れ性を評価することを特徴とする、円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価方法。
限界拡径比=DC/D0 ・・・ (1)
(ここで、D0は最初の円柱被加工素材の直径(mm)、DCは割れ率が50%となる時のフランジ直径(mm)を意味する。)
【請求項2】
前記側方押出では、下記式(2)、(3)を満たす形状の金型を用いることを特徴とする、請求項1記載の円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価方法。
0<DD−D0≦2.0 ・・・ (2)
(ここで、DDは上ダイ内径、D0は棒鋼素材の直径を意味する。)
0.1≦t/D0 ・・・ (3)
(ここで、D0は棒鋼素材の直径、tは上ダイと下ダイの隙間厚さを意味する。)
【請求項3】
請求項1または2に記載の冷間鍛造で側方押出によりフランジ成形を行い、円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価方法に用いる表面加工割れ感受性評価装置であって、円柱被加工素材(試験体)を挿入するための孔を有しかつ冷間鍛造時に円柱被加工素材の一部を側方方向に押出してフランジ成形する隙間(キャビティ)を有する上ダイ及び下ダイとからなる金型、該金型内でのフランジ成形部の隙間厚さを確保するスペーサ、および円柱被加工素材を加圧するための上パンチを備えていることを特徴とする円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価装置。
【請求項4】
さらに、前記下ダイに円柱被加工素材(試験体)を挿入するための孔をもうけ、該孔内に昇降可能な下カウンタパンチが挿入されていることを特徴とする請求項3に記載の円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価装置。
【請求項5】
金型のフランジ成形部の隙間が、棒鋼素材の直径をD0、上ダイと下ダイのフランジ成形部の隙間厚さをtとした場合に、下記式(3)の条件を満たすことを特徴とする請求項3または4に記載の円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価装置。
0.1≦t/D0 ・・・ (3)
(ここで、D0は棒鋼素材の直径、tは上ダイ及び下ダイのフランジ成形部の隙間厚さを意味する。)
【請求項1】
棒鋼素材を圧延方向に対し垂直に切断して作製した円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価方法であって、棒鋼素材を圧延方向に対し垂直に切断した円柱被加工素材を、上ダイ及び下ダイとからなる金型を用いて側方押出によりフランジ成形を行い、下記式(1)に規定する限界拡径比を求め、限界拡径比に基づいて棒鋼素材を切断して作成した円柱被加工素材の冷間鍛造時の表面加工割れ性を評価することを特徴とする、円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価方法。
限界拡径比=DC/D0 ・・・ (1)
(ここで、D0は最初の円柱被加工素材の直径(mm)、DCは割れ率が50%となる時のフランジ直径(mm)を意味する。)
【請求項2】
前記側方押出では、下記式(2)、(3)を満たす形状の金型を用いることを特徴とする、請求項1記載の円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価方法。
0<DD−D0≦2.0 ・・・ (2)
(ここで、DDは上ダイ内径、D0は棒鋼素材の直径を意味する。)
0.1≦t/D0 ・・・ (3)
(ここで、D0は棒鋼素材の直径、tは上ダイと下ダイの隙間厚さを意味する。)
【請求項3】
請求項1または2に記載の冷間鍛造で側方押出によりフランジ成形を行い、円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価方法に用いる表面加工割れ感受性評価装置であって、円柱被加工素材(試験体)を挿入するための孔を有しかつ冷間鍛造時に円柱被加工素材の一部を側方方向に押出してフランジ成形する隙間(キャビティ)を有する上ダイ及び下ダイとからなる金型、該金型内でのフランジ成形部の隙間厚さを確保するスペーサ、および円柱被加工素材を加圧するための上パンチを備えていることを特徴とする円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価装置。
【請求項4】
さらに、前記下ダイに円柱被加工素材(試験体)を挿入するための孔をもうけ、該孔内に昇降可能な下カウンタパンチが挿入されていることを特徴とする請求項3に記載の円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価装置。
【請求項5】
金型のフランジ成形部の隙間が、棒鋼素材の直径をD0、上ダイと下ダイのフランジ成形部の隙間厚さをtとした場合に、下記式(3)の条件を満たすことを特徴とする請求項3または4に記載の円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価装置。
0.1≦t/D0 ・・・ (3)
(ここで、D0は棒鋼素材の直径、tは上ダイ及び下ダイのフランジ成形部の隙間厚さを意味する。)
【図1】

【図2】

【図3】
【図4】

【図5】
【図6】

【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−103238(P2013−103238A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−247390(P2011−247390)
【出願日】平成23年11月11日(2011.11.11)
【出願人】(000006655)新日鐵住金株式会社 (6,474)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月11日(2011.11.11)
【出願人】(000006655)新日鐵住金株式会社 (6,474)
【Fターム(参考)】
[ Back to top ]