
Fターム[4E087CB03]の内容
Fターム[4E087CB03]に分類される特許
1 - 20 / 295
歯車の製造方法
【課題】 より成形圧力が低減された冷間鍛造による歯車の製造方法を提供すること。
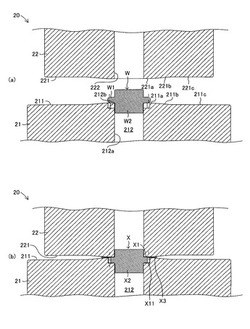
【解決手段】 外歯歯車Pの歯先円直径よりも大きい外径を有する大径部W1と大径部W1の径よりも小さい外径を有する小径部W2が形成された歯車素材Wを歯部成形ダイス21に載置し、歯部成形パンチ22で歯部成形ダイス21に載置された歯車素材Wの大径部W1を加圧して、大径部W1を歯型キャビティ部212bに押し込むことにより歯部X11を成形するとともに、加圧により流動する歯車素材Wの余剰部分が歯部成形パンチ22の型合わせ面221と歯部成形ダイス21の型合わせ面211との間の隙間を流れることによって歯部X11から径方向外方に延出するバリ部X3を形成する歯部成形工程と、バリ部X3を除去するバリ除去工程と、を含む、歯車の製造方法とすること。
(もっと読む)
切断刃及び当該切断刃の製造方法

【課題】所望とする刃先形状に近似した形状に加工したあとに焼入硬化工程を施すことを不要とすることにより、製造プロセスを簡略化して、高い生産性及び低コスト化を実現する切断刃及び当該切断刃の製造方法を提供する。
【解決手段】鋭角な刃先角を形成する刃先を備える切断刃であって、当該切断刃が、準安定オーステナイト相を有する変態誘起塑性鋼からなり、刃先となるべき部分に対して塑性加工を施すことによって刃先の部分を形成し、当該刃先の部分が、当該刃先の部分以外の他の部分よりも高い硬度を備える。
(もっと読む)
表面加工割れ感受性評価方法およびその装置
【課題】太径の円柱被加工素材の冷間鍛造時の表面加工割れ感受性を、負荷能力の大きなプレス装置を用いなくても、適切に評価することができる円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価方法およびその装置を提供すること。
【解決手段】棒鋼素材を圧延方向に対し垂直に切断した直径(mm)D0の円柱被加工素材10を、上ダイ7及び下ダイ8とからなる金型を用いて側方押出によりフランジ成形を行い、フランジ側面に発生する累積割れ率が50%となる時のフランジ直径(mm)DCを測定し、下記式(1)に規定する限界拡径比を求め、限界拡径比に基づいて冷間鍛造時の表面加工割れ感受性を評価する。限界拡径比=DC/D0・・・(1)
(もっと読む)
ディスクブレーキ用軽量中空ピストンおよびその製造方法
【課題】 軽量化が要望されるディスクブレーキ用のカップ状ピストンにおいて、強度を高め、軽量化することか可能なピストンとその製造方法を提供する。
【解決手段】 ディスクブレーキ用の、外周部に溝を有するカップ状ピストンにおいて、該ピストンの外径をd1、内径をd2、側壁部の肉厚をt1とし、溝部の最小肉厚をt2、溝部の最大肉厚をt3とするとき、a=(d2/d1)2で示される定数aが0.85以下であって、t2はt1の0.5〜1.0倍、t3はt1の0.9倍以上、t2部の断面中心硬さ(HV)がt1部の硬さ(HV)の1.1〜1.3倍以上であることを特徴とする軽量ピストンであり、鋼棒を冷間鍛造にてカップ状部品にカップ成形した後に、さらに冷間鍛造にてカップ状部品開口部に圧縮加工を加えピストンの溝部に該当する位置の肉厚を厚くする。その後、スピニングにて溝部を成形する。
(もっと読む)
冷間鍛造用快削鋼
【課題】被削性、冷間鍛造性及び熱間加工性に優れた、冷間鍛造用快削鋼を提供する。
【解決手段】冷間鍛造用快削鋼は、質量%で、C:0.10〜0.60%、Si:0.05〜0.5%、Mn:0.35〜1.30%、P:0.03%以下、S:0.005%以上0.030%未満、Cr:0.01〜2.0%、Al:0.010%よりも高く0.070%以下、Ti:0.001〜0.028%、N:0.0080%未満、O:0.0040%以下、Ca:0.0003〜0.0035%、Te:0.0001%以上0.0040%未満を含有し、式(1)〜式(3)を満たす。
SA/SB>0.50・・・(1)
0.030<Te/S<0.15・・・(2)
Ti−3.5N≦0・・・(3)
SAは、1mol%以上のCaを固溶し、1μm以上の円相当直径を有する硫化物系介在物の総面積であり、SBは、上記円相当直径を有する硫化物系介在物の総面積である。
(もっと読む)
車両用ホイールリムの製造方法
【課題】従来に比べて、生産性を向上させることができるとともに、軽量で変形強度の高い車両用ホイールリムの製造方法の提供。
【解決手段】パンチ26と、側面が凹凸面24とされたダイ22とを、プレス機に組み付けたしごき装置を用いて、一定厚の筒状素材4をパンチ26をダイ22に対して相対動させてしごき加工し、不等厚の筒状部材10Aを作製するしごき加工工程と、不等厚の筒状部材10Aを車両用ホイールリム形状にロール成形するロール成形工程と、を有し、しごき加工工程では、筒状素材4の、ロール成形工程にて車両用ホイールリムのリムフランジ部に成形される軸方向第1の端部4aと軸方向第2の端部4bの少なくとも一方を、しごき加工により板厚を減少させる冷間加工をする、車両用ホイールリムの製造方法。
(もっと読む)
車輪支持用ハブユニット及び車輪支持用ハブユニットの製造方法
【課題】ハブを構成するハブ本体を冷間鍛造加工及び熱処理等により製造する際、ハブ本体に一体成形された回転フランジの強度及び剛性を確保しつつ、回転フランジに変形が生じにくい構造を実現する。
【解決手段】外輪2と、ハブ本体7aと内輪8から構成されるハブ3とを備え、ハブ本体7aは軸方向外端寄り部分の外周面に車輪を支持固定する為の回転フランジ10aを直接形成したものであり、前記回転フランジ10aが冷間での側方押し出しによって前記ハブ本体7aと一体成形されていて、前記ハブ本体7aの外周面のうちで、軸方向中間部分から軸方向内端寄り部分に掛けての部分のみに焼入れ硬化層17aを設けている。
(もっと読む)
車輪支持用ハブユニット
【課題】ハブを構成するハブ本体を冷間鍛造加工及び熱処理等により製造する際、ハブ本体の回転側フランジに生じる変形を矯正する構造を実現する。
【解決手段】ハブ本体7aは、軸方向外端寄り部分の外周面に車輪を支持固定する為の回転側フランジ10aを、軸方向中間部外周面に軸方向外側の内輪軌道9aを、それぞれ直接形成しており、回転側フランジ10aには車輪への取付ボルトを固定するためのボルト固定穴30が形成されており、更に、回転側フランジ10aは冷間での側方押し出しによって前記ハブ本体7aと一体成形されていて、回転側フランジ10aの外径寄り部分の軸方向外側面に凹部32を形成している。
(もっと読む)
車輪用軸受装置およびその製造方法
【課題】冷間鍛造の加工硬化による強度アップで軽量化したハブ輪を高周波焼入れする際のオーバーヒートを防止した車輪用軸受装置およびその製造方法を提供する。
【解決手段】車輪取付フランジ6が円周方向複数に分割された複数の部分フランジ6aで構成され、ハブ輪4が、熱間鍛造工程と、この後に部分的に施される冷間鍛造工程を備え、熱間鍛造で、車輪取付フランジ6の根元部が先端部よりも厚肉に形成され、冷間鍛造によって薄肉化されて略均一な肉厚に形成されると共に、ハブ輪4の外周面に対向して加熱導体となる高周波コイル32が挿入され、部分フランジ6a間に導電体からなるコンセント治具33が所定の磁気的すきまを介して嵌挿された状態で、高周波コイル32に高周波電流を通じさせて高周波加熱することによって、ハブ輪4に所定の硬化層13が形成されている。
(もっと読む)
鍛造装置及び鍛造方法
【課題】抜き勾配が設けられていない部分を有するワークであっても、パンチから確実に離型することができる鍛造技術を提供することを課題とする。
【解決手段】抜き勾配が付いている勾配付き部と、抜き勾配が付いていない勾配無し部とを、円周方向に交互に有しているワークが配置されるダイ30と、このダイ30に向かって移動するパンチ50とにより、冷間鍛造又は熱間鍛造を施す鍛造装置20において、塑性変形を施し、その後にパンチ50を離すときにパンチ50側から勾配無し部17を押すパンチ側ノックアウト部材70を備える。
【効果】勾配無し部をパンチ側ノックアウト部材で直接押すことができ、抜き勾配が設けられていない部分を有するワークであっても、パンチから確実に離型することができる。
(もっと読む)
段付円柱状部材の製造方法
【課題】使用する金属材料や形状に限定されず、シェブロンクラックの発生を防止でき、しかも、材料の歩留が悪化したり、加工の手間が煩雑化するのを防止する。
【解決手段】円柱状の素材をダイス32の成型用キャビティ33内に押し込む事により、この素材の先端部乃至中間部の外径を縮める。そして、このうちの先端部に最も小径の第一円筒面部25を、中間部にこの第一円筒面部25よりも外径が大きな第二円筒面部26を、基端部に最も外径が大きい第三円筒面部27を、それぞれ形成する。又、前記第一円筒面部25と前記第二円筒面部26との間に第一傾斜段部28を、この第二円筒面部26と前記第三円筒面部27との間に第二傾斜段部29を、それぞれ形成して、段付円柱状部材である中間素材30とする。前記第一傾斜段部28を形成する為に、前記ダイス32の内周面に設けた第一加工用段差部35の傾斜角度βを、50〜75度とする。
(もっと読む)
加工油剤およびそれを用いた冷間塑性加工方法
【課題】耐焼付性や加工力低減に優れた効果を発揮する加工油剤を提供する。
【解決手段】本発明の加工油剤は、非晶質炭素膜で被覆された加工具の被覆面と被覆面の接触により加工される被加工材の被加工面との間に介在する加工油剤であって、有機酸と有機塩基とからなる有機塩を含むことを特徴とする。この有機塩は、例えば、オレイン酸とオレイルアミンにより形成されるC17H33COO− +H3NC18H35である。この有機塩は、強加工時に加工面に分解して吸着し、加工面間に境界膜を形成して、加工具と被加工材が直接金属接触することを防止している。この加工油剤を用いれば、加工率の大きな冷間塑性加工を行う場合でも、加工力の大幅な低減や焼付きの防止等を図れる。また、本発明に係る有機塩は、C、H、OおよびNのみで構成されるため、本発明の加工油剤は環境性にも優れる。
(もっと読む)
車輪用転がり軸受装置の軸部材とその製造方法
【課題】冷間鍛造工程にて、円柱状の素材から嵌合軸部、フランジ部、軸部を有する冷間鍛造品を効率よく製造する方法、及び当該製造方法にて製造された車輪用転がり軸受装置の軸部材を提供する。
【解決手段】嵌合軸部30とフランジ部21と軸部10とが軸方向に沿って同軸上に配置されている車輪用転がり軸受装置の軸部材1の製造方法において、嵌合軸部は軸方向に開口する凹部35を有する円筒形状であり、フランジ部は軸方向に直交する円板形状であり、軸部は円柱形状であって外周面に内輪軌道面が形成されており、車輪用転がり軸受装置の軸部材1における嵌合軸部30の外径に対応する外径を有する円柱状の軸状素材62を用い、冷間鍛造工程の2回の側方押出し加工と1回の前方押出し加工にて、嵌合軸部とフランジ部と軸部を一体に有する冷間鍛造品64を形成する。
(もっと読む)
車輪用転がり軸受装置の軸部材とその製造方法
【課題】冷間鍛造工程にて、円柱状の素材から嵌合軸部、フランジ部、軸部を有する冷間鍛造品を効率よく製造する方法、及び当該製造方法にて製造された車輪用転がり軸受装置の軸部材を提供する。
【解決手段】軸方向に開口する凹部35を有する円筒形状の嵌合軸部30と、嵌合軸部径よりも大きな径のフランジ径を有するフランジ部21と、円柱状の軸部10と、が軸方向に沿って同軸上に配置されている車輪用転がり軸受装置の軸部材1の製造方法であって、嵌合軸部径よりも大きく且つフランジ径よりも小さな外径を有する円柱状の軸状素材62を用い、冷間鍛造工程の1回の押出し加工と1回の前方押出し加工にて、嵌合軸部30とフランジ部21と軸部10を一体に有する冷間鍛造品66を形成する。
(もっと読む)
リング状素形材の製造方法
【課題】 外径面の旋削の代わりに外径サイジングし、歩留りの向上および生産性の向上を図って加工コストを低減する冷間鍛造前のリング状素材を冷間で加工する方法およびこの方法による冷間鍛造前のリング状素材によりベアリング素形材を得る方法を提供する。
【解決手段】 冷間鍛造用のリング状素材の端面と内径部を冷間鍛造で同時に圧下してアウターレースの冷間鍛造素形材に加工する方法において、アウターレースの冷間鍛造素形材に加工する冷間鍛造に先立ち、リング状素材の外径サイジングした後、内径面を旋削して冷間鍛造前のリング状素材に冷間によ加工し、この冷間鍛造前のリング状素材から鍛造ダイスと冷間鍛造前のリング状素材とのクリアランスを一定に保って、冷間鍛造によりベアリング素形材に加工することからなるリング状素材の加工方法。
(もっと読む)
ラックバー及びその製造方法
【課題】 高い精度でかつ安価にラックバーを製造できるようにする。
【解決手段】 鋼管(10)の穴に埋込芯金(14)を装着したままラック歯成形部を鍛造したラックバー及びその製造方において、埋込芯金(14)が鋼管(10)よりも軟質の金属で作られる。埋込芯金(14)の表面に波形が形成される。その波形は、底部(20)を大きく、頂部(22)を幅狭にした形状にする。
(もっと読む)
歯車成形装置及び方法
【課題】小さな成形荷重によって、外周角部の歯面形状が安定した外歯歯車を成形することができる歯車成形装置及び方法を提供すること。
【解決手段】歯車成形装置1においては、内周パンチ4の先端を外周パンチ3の先端よりも深くダイス成形穴21内に挿入し、かつ内周スリーブ6の先端を外周スリーブ5の先端よりも深くダイス成形穴21内に挿入して、鍛造空間11を形成する。鍛造空間11において、外周パンチ3及び内周パンチ4によって素材80を加圧し、この素材80の一部をダイス内周歯22へ流動させて、外歯歯車8を成形する。内周パンチ4の先端部の外周面には、素材80の一部を流動させるためのパンチ側逃し溝41が、その周方向の複数箇所に形成してある。
(もっと読む)
車輪用軸受装置およびその製造方法
【課題】切削代を低減して低コスト化を図ると共に、高負荷の部分の強度を高め、軽量化と高剛性化という相反する課題を解決して軸受の長寿命化を図った車輪用軸受装置およびその製造方法を提供する。
【解決手段】ハブ輪4が、熱間鍛造工程と、この熱間鍛造工程の後に部分的に施され、表面硬さが所定の硬度差以上になる冷間鍛造工程を備え、車輪取付フランジ6が円周方向複数に分割された複数の部分フランジ6aで構成され、パイロット部12が、その円周方向の複数箇所に切欠きが設けられ、断続した突片状に熱間鍛造で形成され、このパイロット部12が部分フランジ6a間に配置されると共に、熱間鍛造で、車輪取付フランジ6の根元部が先端部よりも厚肉に形成され、冷間鍛造によって薄肉化されて略均一な肉厚に形成されている。
(もっと読む)
高性能のネジ部形成用ネジを形成する方法
【課題】HRC23を超える表面硬さを持つワークピースにネジ部を形成することができるネジ部形成用ネジの形成方法を提供する。
【解決手段】合金ワイヤを冷間据え込みして頭部を成形後、ネジ部を形成する。次に、少なくとも0.48炭素レベルまで炭素富化し、その後に焼き入れ及び焼き戻しする。表面の硬さがコアの硬さを3ロックウエルCポイント以上超えないように、且つ表面とコアの双方がロックウエルC33〜39の硬さとなるようにする。続いて尖端部を高周波焼き入れする。そしてネジを再度焼き入れ及び焼き戻しする。リードネジ部及び最初の3〜4つの全ネジ部が、少なくとも0.008インチの深さまで、最低ロックウエルC56硬さとなるように、且つコアがロックウエルC33〜39硬さとなるようにする。最後に、仕上げを施す。
(もっと読む)
車輪用転がり軸受装置の軸部材の製造方法
【課題】冷間鍛造後のスプリングバックによるフランジ部の反りを抑制することによってフランジ部の旋削取代を低減することができるフランジ付き軸部材の製造方法を提供する。
【解決手段】外周面に内輪軌道面18が形成される軸部10と、この軸部10の一端側に形成されかつ車輪の中心孔が嵌込まれる嵌合軸部30と、軸部10と嵌合軸部30との間に位置して外径方向に放射状に延出される車輪締結用の複数のフランジ部21とを有するフランジ付き軸部材1を製造する方法であって、冷間鍛造の鍛造型装置を用いて嵌合軸部30の中心部端面に鍛造凹部35を形成しながら軸部10と嵌合軸部30との間の外周面に、複数のフランジ部21を側方押出によって形成する際、フランジ部21の側方押出加工後のスプリングバックによる反り量に相当する分だけ、スプリングバックによる反り方向とは逆方向に湾曲した状態でフランジ部21を形成する。
(もっと読む)
1 - 20 / 295
[ Back to top ]