
国際特許分類[B21J5/06]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 鍛造;ハンマーリング;プレス;リベット締め;鍛造炉 (2,634) | 鍛造,ハンマリングまたはプレスの方法;そのための特殊な装置または付属品 (1,391) | 特定の操作をおこなうもの (665)
国際特許分類[B21J5/06]の下位に属する分類
すえ込み (223)
ビレットの穴明け (45)
内面または外面上のプロフィルの成形 (129)
国際特許分類[B21J5/06]に分類される特許
1 - 10 / 268
歯車の製造方法
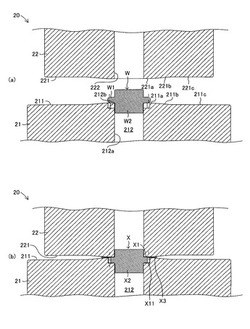
【課題】 より成形圧力が低減された冷間鍛造による歯車の製造方法を提供すること。
【解決手段】 外歯歯車Pの歯先円直径よりも大きい外径を有する大径部W1と大径部W1の径よりも小さい外径を有する小径部W2が形成された歯車素材Wを歯部成形ダイス21に載置し、歯部成形パンチ22で歯部成形ダイス21に載置された歯車素材Wの大径部W1を加圧して、大径部W1を歯型キャビティ部212bに押し込むことにより歯部X11を成形するとともに、加圧により流動する歯車素材Wの余剰部分が歯部成形パンチ22の型合わせ面221と歯部成形ダイス21の型合わせ面211との間の隙間を流れることによって歯部X11から径方向外方に延出するバリ部X3を形成する歯部成形工程と、バリ部X3を除去するバリ除去工程と、を含む、歯車の製造方法とすること。
(もっと読む)
軸外周面に複数の溝を形成する方法及び該方法によって形成された軸部材

【課題】軸外周に押し出し加工によりインボリュートスプラインなどの複数の溝を確実に形成し、商品価値の高い完成品を提供する。
【解決手段】ワークである中空軸7の中空部にパンチマンドレル3を嵌入しながら絞りダイス8内に押し込み、絞りテーパ部10で中空軸7に絞り加工を施しながら中空軸7の外周にインボリュートスプラインを形成する。インボリュートスプラインの形成が軸端外周部に絞りによって形成される余肉部に達したとき、押し込みを中止する。そして、インボリュートスプラインが形成されない余肉部を有する中空軸7を絞りダイス8内に残したまま、パンチマンドレル3を取り外し、次いで、先端加工部を備えたパンチピンを前進せしめて絞りダイス8内に進入させ、前記先端加工部により中空軸7の端部周面に形成された前記余肉部の内周部を押圧し、前記余肉部を内径側に寄せるとともに中空軸端までインボリュートスプラインを形成する。
(もっと読む)
表面加工割れ感受性評価方法およびその装置
【課題】太径の円柱被加工素材の冷間鍛造時の表面加工割れ感受性を、負荷能力の大きなプレス装置を用いなくても、適切に評価することができる円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価方法およびその装置を提供すること。
【解決手段】棒鋼素材を圧延方向に対し垂直に切断した直径(mm)D0の円柱被加工素材10を、上ダイ7及び下ダイ8とからなる金型を用いて側方押出によりフランジ成形を行い、フランジ側面に発生する累積割れ率が50%となる時のフランジ直径(mm)DCを測定し、下記式(1)に規定する限界拡径比を求め、限界拡径比に基づいて冷間鍛造時の表面加工割れ感受性を評価する。限界拡径比=DC/D0・・・(1)
(もっと読む)
軸肥大加工用スリーブ、軸肥大加工装置及びこれを用いた軸肥大加工方法
【課題】棒状のワークピースに対して軸肥大加工を施して肥大部を形成すると同時に、ワークピースの端部に対しても加工することができる軸肥大加工用スリーブ、軸肥大加工装置及びこれを用いた軸肥大加工方法を提供する。
【解決手段】金属製のワークピース2を軸線Aに沿って縮める方向に加圧し、前記軸線Aと交差する方向にエネルギを加えて前記ワークピース2の任意の部位を肥大させる際に、前記ワークピース2の端部を保持する軸肥大加工用スリーブ1であって、前記ワークピース2が挿入される穴部5aと、該穴部5aの任意の断面における少なくとも一部の内周面に形成され、前記穴部5a内に挿入された前記ワークピース2の外径よりも内側に形成されている一又は複数の縮径部13とを備えた。
(もっと読む)
中空状動力伝達シャフト
【課題】絞り加工において、絞り加工部の増肉を図りつつ、製品の振れを抑制する中空状動力伝達シャフト、ドライブシャフトアッセンブリー、プロペラシャフトアッセンブリーを提供する。
【解決手段】中空素材をダイスに送り込むことによる塑性加工の縮径によって成形された中空状動力伝達シャフトである。中空素材の送り込み開始端部に拘束治具の挿入軸部を挿入して送り込み開始端部内径を拘束しつつ素材を縮径させる。
(もっと読む)
組立型クランクスローの製造方法
【課題】クランクスローを鍛造により製造するに際し、被加工材に対する左右の曲げ角度不均衡の問題、折り曲げ外面の圧接疵や減肉等の問題、折り曲げ内面の皺状加工疵の問題などを解消する。
【解決手段】本発明の組立型クランクスローの製造方法は、被加工材Wを成形する凹部5を有し且つ凹部5内の対向面に第1、第2テーパ部6a,6bを備えた下部金型2と、下部金型2の凹部5内へ向けて進退する上部金型3とを準備し、下部金型2における第1テーパ部6aとこれより深い位置の第2テーパ部6bとの境の変角部11を上部金型3が通過する位置で2Wt/(Wo-WP)が略1で且つ下部金型2の上端部幅より長尺である被加工材Wを、上部金型3により下部金型2の凹部5内へ圧下する。但し、Wt:被加工材の厚さ、WP:上部金型の下端部幅、Wo:変角部での凹部内の対向幅である。
(もっと読む)
車両用ホイールリムの製造方法
【課題】従来に比べて、生産性を向上させることができるとともに、軽量で変形強度の高い車両用ホイールリムの製造方法の提供。
【解決手段】パンチ26と、側面が凹凸面24とされたダイ22とを、プレス機に組み付けたしごき装置を用いて、一定厚の筒状素材4をパンチ26をダイ22に対して相対動させてしごき加工し、不等厚の筒状部材10Aを作製するしごき加工工程と、不等厚の筒状部材10Aを車両用ホイールリム形状にロール成形するロール成形工程と、を有し、しごき加工工程では、筒状素材4の、ロール成形工程にて車両用ホイールリムのリムフランジ部に成形される軸方向第1の端部4aと軸方向第2の端部4bの少なくとも一方を、しごき加工により板厚を減少させる冷間加工をする、車両用ホイールリムの製造方法。
(もっと読む)
金属製部品の塑性加工装置
【課題】円環状の第三中間素材21をローリング加工により拡径して第四中間素材22とする際に、破断面の溝底を起点とする微小なクラックの発生を防止して歩留りを向上させ、製造コストの低減を図る。
【解決手段】円板状の第一中間素材19の片面に揺動鍛造により円形凹部45を形成した後、中央部をこの円形凹部45と反対側から打ち抜いて、上記第三中間素材21とする。打ち抜きに伴って内周面に生じる破断面が、軸方向中間部に位置する。この破断面は、上記ローリング加工の初期段階で押し潰されて平滑面となる。この為、上記第三中間素材21の直径が拡がる段階でこの第三中間素材21の内周面には、上記クラック発生の起点となる様な溝が存在しない状態となり、上記課題を解決できる。
(もっと読む)
鍛造製品の製造方法、鍛造装置および鍛造用素材
【課題】鍛造中の素材の塑性流動状態を改善し、パイピングの発生を抑えて外観の良好な型鍛造品を安定的に提供する。
【解決手段】凹部を含む上面とその反対側の面に厚肉部を有するアルミニウム合金鍛造製品を製造する方法において、厚肉部の外郭を成形する金型と凹部を含む上面を成形する金型とを組み合わせた金型を用いて、凹部を含む上面となる面の黒鉛系水溶性潤滑剤の黒鉛固形成分の塗布量が0.027mg/mm2以下であって、かつ凹部を含む面の反対側の塗布量より少なくした鍛造用素材を塑性流動させて厚肉部を形成させることからなるするアルミニウム合金鍛造製品の製造方法である。
(もっと読む)
段付き軸状物の製造方法および段付き軸状物の製造装置
【課題】歯部が形成される段付き軸状物を鍛造加工によって製造できる段付き軸状物の製造方法を提供する。
【解決手段】素材60の下端部から上端部までを、下型10および上型20によって拘束した状態で、素材60を下端側に向けて材料流動させて歯部51を成形する第一の工程と、下型10による素材60の拘束状態を維持した状態で、下型10と上型20との間にクリアランスCを形成し、上型20による素材60の段部52を成形する部分の拘束状態を解除する第二の工程と、第二の工程において形成されたクリアランスCを保持した状態で、素材60をクリアランスCに向けて材料流動させて段部52を成形する第三の工程と、を行う。
(もっと読む)
1 - 10 / 268
[ Back to top ]