
国際特許分類[B21J5/10]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 鍛造;ハンマーリング;プレス;リベット締め;鍛造炉 (2,634) | 鍛造,ハンマリングまたはプレスの方法;そのための特殊な装置または付属品 (1,391) | 特定の操作をおこなうもの (665) | ビレットの穴明け (45)
国際特許分類[B21J5/10]に分類される特許
1 - 10 / 45
金属製部品の塑性加工装置
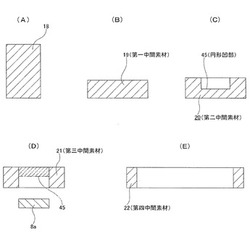
【課題】円環状の第三中間素材21をローリング加工により拡径して第四中間素材22とする際に、破断面の溝底を起点とする微小なクラックの発生を防止して歩留りを向上させ、製造コストの低減を図る。
【解決手段】円板状の第一中間素材19の片面に揺動鍛造により円形凹部45を形成した後、中央部をこの円形凹部45と反対側から打ち抜いて、上記第三中間素材21とする。打ち抜きに伴って内周面に生じる破断面が、軸方向中間部に位置する。この破断面は、上記ローリング加工の初期段階で押し潰されて平滑面となる。この為、上記第三中間素材21の直径が拡がる段階でこの第三中間素材21の内周面には、上記クラック発生の起点となる様な溝が存在しない状態となり、上記課題を解決できる。
(もっと読む)
回転電機の回転子鉄心の製造方法

【課題】ポールコアとシャフトの嵌合強度を維持しつつ、組立時のシャフト圧入抵抗負荷を低減する。
【解決手段】仮成形品7のボス部2側面を円筒状の下ダイ7Aで受け、仮成形品7のディスク3外側側面に上ダイ7Bを設置する。円筒状の下ダイ7Aの上端は、ボス部2の外周面を保持して仮成形品7の位置決めがなされる。円筒状の下ダイ7Aの中心には、孔抜き用のパンチ7Cが配置されている。仮成形品7は、ディスク3側面を上方から上ダイ7Bを介して加圧手段で加圧しながら、ボス部2側からパンチ7Cで仮成形工程で未加工の円柱状凹部68(軸孔5のボス部側孔部51)の底部を穿孔し、軸孔5のディスク部3側のディスク部側孔部52を形成して段差部53を備えた軸孔5の二次仮成形品8を成形する。
(もっと読む)
エルハルト穿孔方法
【課題】高Cr、高Niオーステナイト系合金管をエルハルト・プッシュベンチ製管法により製造する際、外面割れの発生を確実に防止できるエルハルト穿孔方法を提供する。
【解決手段】高温引張試験による高温最大絞り率が90%以下であるオーステナイト系合金の鋼塊を壺内に装入しエルハルト穿孔する際、鋼塊の高温最大絞り率がα[%]である場合、壺内の平均断面積に対する鋼塊の平均断面積の比率で表される充填面積率β[%]が下記(1)式を満足する条件で穿孔を行う。
β≧−4/3×α+170 ・・・(1)
(もっと読む)
歯車の製造方法および歯車の製造装置
【課題】安価に製造することができる歯車の製造方法および歯車の製造装置を提供すること。
【解決手段】ダイス13内に形成される第1成形空間A1内で第1加工歯車W1が鍛造成形され、次いで、第1加工歯車W1がダイス13内に形成される第2成形空間に移送される。その後、第2成形空間内で第2加工歯車が鍛造成形され、次いで、第2成形空間内で第2加工歯車の中央部分が打ち抜かれる。このように、同一の金型内で、第1加工歯車W1の鍛造、第2加工歯車の鍛造、および、第2加工歯車の打ち抜きが行われるので、必要な型数を減少させることができ、型費を低減することができる。
(もっと読む)
ベアリング内外輪分離装置およびベアリング製造方法
【課題】小さなプレス圧力で内外輪一体部材からベアリングの内輪部材と外輪部材とを分離することができるベアリング内外輪分離装置およびベアリング製造方法を提供する。
【解決手段】ベアリングの外輪の内径またはベアリングの内輪の外径とほぼ同じ径の抜き孔111が形成され、内外輪一体部材Wがセットされるダイス11と、ダイス11の抜き孔111の内径より小さい外径を有し、油圧シリンダによって上下動してダイス11の抜き孔111に挿抜され、内外輪一体部材Wからベアリングの内輪部材と外輪部材とを分離するパンチ12と、パンチ12が下降して、パンチ12がダイス11にセットされた内外輪一体部材Wに当り押圧している際、ダイス11の上面11aをパンチ12の軸心CLに対し傾斜した状態で、かつ、パンチ12の軸心CLを中心としてダイス11の上面11aの外周縁が順次上下動するように、ダイス11を揺動させる揺動機構部13と、を有する。
(もっと読む)
円筒歯車の鍛造成形方法
【課題】外周に歯形を有する円筒歯車の鍛造成形方法において、成形荷重が低く、且つ、歯形に欠肉のない円筒歯車の鍛造成形方法を提供することを目的とする。
【解決手段】一次成形工程にて素材に予備孔3を形成して円筒状の一次成形品W2を成形し、二次成形工程にて一次成形品W2の両端面を軸線方向に押圧して歯形4を有する二次成形品を成形する。このように、一次成形工程にて一次成形品W2に予備孔3を形成して中空化しておくことにより、二次成形工程にて一次成形品W2を押圧する際に、外周側だけでなく中空化した内周側へも肉を流動させることができる。これにより、肉の流れを分散し、肉を流れ易くすることで、成形荷重を低く抑えることができる。更に、肉を流れ易くし、歯形4に欠肉のない円筒歯車を形成することができる。
(もっと読む)
揺動鍛造装置および揺動鍛造方法を用いた穿孔方法
【課題】揺動鍛造を用いて貫通穴の穿孔を行うことができる揺動鍛造装置および穿孔方法を提供する。
【解決手段】基準軸Cに対して傾斜させた鍛造工具10の工具軸Gを揺動させて素材Wを加工する揺動鍛造装置であって、前記鍛造工具10と、前記鍛造工具10を揺動させて前記素材Wの表面の一部を該鍛造工具10の端面により押圧する工具揺動手段30と、前記工具揺動手段30と協調して、前記基準軸Cと前記工具軸Gとが交差する揺動点Pを該基準軸Cに沿って相対移動させる工具送り手段50と、前記鍛造工具10に向かって開口し、前記鍛造工具10により前記素材Wから内部へ押し出される材料を剪断して該素材から分離する開口端部を有する剪断分離手段60と、を備え、前記鍛造工具10で前記素材Wに貫通穴を穿孔する。
(もっと読む)
自動車用ドアヒンジの製造方法
【課題】鋼製の丸棒から熱間鍛造、パンチング等により、高い強度の自動車用ドアヒンジの製造を、安価な費用で行うことができるようにするものである。
【解決手段】鋼製の丸棒を熱間鍛造により取付部と、腕部と、水平断面が円形状の柱状部7aとを備えた鍛造品33aを成形するとともに、前記柱状部7aに軸心を貫通してヒンジ用ピンを挿入する軸孔6を特殊なダイス52aとパンチ51とを用いてパンチングで形成する際に、前記パンチ51が加工始端側から所定寸法までは形成される孔部が抜きカスとならずに前記柱状部7aが外方に膨出し、前記パンチ51が前記所定寸法から加工終端までは形成される孔部が抜きカスとなって排出される隙間を前記ダイス52aに形成して、前記軸孔6の高さを孔径の2倍以上に形成できるようにしたことにより十分な強度がありながら、製造費用の低減を図った自動車用ドアヒンジの製造方法である。
(もっと読む)
カム装置とこれを備えた孔明け装置および閉塞鍛造装置
【課題】複雑な形状のワークを形成する際に、加工用工具の軸線が交差する場合でも、一工程で作業が完了できるようにする。
【解決手段】下型と上型とからなる金型の間に備えられたカム装置において、カムドライバー2のカム面とカムスライダー3のカム面とは、前記上型の上死点から下死点に至る間で、前記両カム面が摺接してカム作用すると共にその摺接後にカムドライバー2のカム面が更に下降することで前記両カム面同士が係合解除される状態となり、前記カムスライダー3は、前記両カム面同士が係合解除された後に、直ちに復帰装置により初期状態に復帰されるカム装置1とする。
(もっと読む)
揺動鍛造方法を用いた穿設方法
【課題】揺動鍛造を用いた新規な穿設方法を提供する。
【解決手段】基準軸Cに対して傾斜させた鍛造工具10の工具軸Gを揺動させて素材Wを成形する揺動鍛造方法を用い、素材Wに深穴を穿設する穿設方法である。鍛造工具10を工具軸Gに対する回転を規制しつつ揺動させて素材Wの表面の一部を鍛造工具10の端面により押圧する工具揺動工程と、工具揺動工程と協調して基準軸Cと前記工具軸Gとが交差する揺動点Pを基準軸Cを固定した状態で基準軸Cに沿って相対移動させる工具送り工程と、を含む。
(もっと読む)
1 - 10 / 45
[ Back to top ]