
国際特許分類[B21J5/12]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 鍛造;ハンマーリング;プレス;リベット締め;鍛造炉 (2,634) | 鍛造,ハンマリングまたはプレスの方法;そのための特殊な装置または付属品 (1,391) | 特定の操作をおこなうもの (665) | 内面または外面上のプロフィルの成形 (129)
国際特許分類[B21J5/12]に分類される特許
1 - 10 / 129
軸肥大加工用スリーブ、軸肥大加工装置及びこれを用いた軸肥大加工方法
【課題】棒状のワークピースに対して軸肥大加工を施して肥大部を形成すると同時に、ワークピースの端部に対しても加工することができる軸肥大加工用スリーブ、軸肥大加工装置及びこれを用いた軸肥大加工方法を提供する。
【解決手段】金属製のワークピース2を軸線Aに沿って縮める方向に加圧し、前記軸線Aと交差する方向にエネルギを加えて前記ワークピース2の任意の部位を肥大させる際に、前記ワークピース2の端部を保持する軸肥大加工用スリーブ1であって、前記ワークピース2が挿入される穴部5aと、該穴部5aの任意の断面における少なくとも一部の内周面に形成され、前記穴部5a内に挿入された前記ワークピース2の外径よりも内側に形成されている一又は複数の縮径部13とを備えた。
(もっと読む)
プレス加工装置及び中空ラックバーの製造方法

【課題】中空鋼管に平坦部を形成するためにパンチで押し付けた場合であっても、異形に変形したり、型が割れる等の不具合を防止すること。
【解決手段】水平方向に開くとともに、前記中空鋼管が挟持される左右型31,32と、左右型31,32の上部に配置され、上方からの押圧力を前記左右型を閉める方向への押圧力に変換するテーパ面31b,32b及び41a,41bと、左右型31,32に挟持された中空ラックバー10の上部に平坦部11aを形成するパンチ43と、パンチ43を上下動させる押圧機構52と、押圧機構52と独立して上下動し、テーパ面31b,32b及び41a,41bを介して押圧する固定加圧機構51とを備えている。
(もっと読む)
等速自在継手用外側継手部材およびその製造方法
【課題】継手の基本的性能に影響を及ぼすことなく、トルク伝達部材の組み込み性に優れた等速自在継手用の外側継手部材を安価に提供する。
【解決手段】内径面に軸方向に延びる複数のトラック溝5が形成されたカップ部2を備え、カップ部2の内周縁部のトラック溝5,5間領域に面取り部が夫々設けられ、カップ部2のうち、少なくとも内径面および外径面が鍛造により成形された外側継手部材1である。面取り部を、継手の角度変位を許容するための第1面取り部8と、その周方向両側に隣接して設けられ、第1面取り部8とは異なる方向に傾斜した第2面取り部9,9とで構成する。
(もっと読む)
外側継手部材の鍛造用金型装置及び外側継手部材の製造方法
【課題】等速自在継手の外側継手部材の寸法精度を向上させることが可能な外側継手部材の鍛造用金型装置を提供する。
【解決手段】等速自在継手の外側継手部材を成形するための筒状又はカップ状の外側継手部材用素材8の内面側に配置されるパンチ9と、前記パンチ9に対して相対的に接近・離間可能に配設されると共に前記外側継手部材用素材8の外面を軸方向へしごき成形するダイス10を備えた等速自在継手の外側継手部材の鍛造用金型装置において、前記パンチ9の外周面に、しごき成形後の前記外側継手部材用素材8に生じる反りの変形量に対応すると共にその反りと逆方向に変位した逆反り面を形成した。
(もっと読む)
鍔付き多角形状部品の製造方法
【課題】多角形部の角部を精度良く成形することができる鍔付き多角形状部品の製造方法を提供する。
【解決手段】軸状のブランク1aを据え込み、このブランク1aの所定箇所に多角形部3と鍔部4を合わせた体積を有し、かつ多角形部3の外接円にほぼ等しい直径を有して成る円柱状部5を予備成形する。次に、ダイに設けられた多角形凹部に前記円柱状部5を絞って多角形部3を成形する。最後に、前記多角形部3の絞りに伴って生じた余肉を含む前記円柱状部5の残余の部分を据え込んで鍔部4を成形する。このように外接円にほぼ等しい直径の円柱状部5を絞り成形することにより、多角形部3の角部には十分に肉が回り、多角形部3を精度良く成形することが可能となる。
(もっと読む)
内歯ヘリカルギア製造用マンドレル、内歯ヘリカルギア製造装置、及び、内歯ヘリカルギアの製造方法
【課題】内歯が形成されたギア部に隣接してストレート部が設けられた内歯ヘリカルギアを高精度、高歩留まりで製造できる内歯ヘリカルギア製造用マンドレル、並びに、これを用いた内歯ヘリカルギア製造装置及び内歯ヘリカルギア製造方法を提供する。
【解決手段】歯型が外周面に設けられた円板状のマンドレル部と、その上面側又は下面側に設けられスペーサ部14とを備えた内歯ヘリカルギア製造用マンドレル10aを円筒形の素材60aに挿入し、ダイス30及びパンチ40により素材60aを径方向に圧縮する。プレス後、マンドレル10aを抱き込んだ素材60aをダイス30内に残したまま、パンチ40のみを後退させる。次に、内歯ヘリカルギア製造用マンドレル10bを円筒形の素材60bに挿入した状態で、ダイス30及びパンチ40により素材60bを径方向に圧縮すると同時に、マンドレル10aを抱き込んだ素材60aをダイス30から押し出す。
(もっと読む)
タービンブレードの製造方法
【課題】鍛造のための所要工数及びタービンブレードの機械加工のための所要工数及び所要時間を短くすることができ、タービンブレードを効率的に製造することのできるタービンブレードの製造方法を提供する。
【解決手段】タービンブレードとしての2つの動翼10,12を長手方向に一体の連結状態で鍛造する鍛造工程と、鍛造工程の後において、2つの動翼10,12を連結状態で熱処理する熱処理工程と、熱処理工程の後において、動翼10,12を一体の連結状態で機械加工する機械加工工程と、機械加工工程の後において、動翼10,12を個々に分離する分離工程と、を経て動翼10,12を製造する。
(もっと読む)
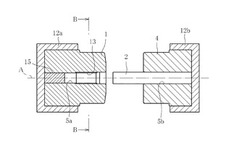
セレーション成形方法およびセレーションボルト
【課題】頭部に対して軸方向に僅かに間隔を空けた位置の軸部に、膨らみおよび割れが発生することなくセレーションを成形できるセレーション成形方法を提供する。
【解決手段】0%以上1.5%以下の範囲内に、鍛造加工時の被加工部30の断面減少率を設定し、セレーション成形ダイス40に形成され、被加工部30にセレーション13を成形する各セレーション成形部41・41・・・を、入口部41aが、上側に向かうにつれて、セレーション成形ダイス40の径方向外側およびセレーション成形部41の周方向内側に向けて延出する形状に形成する。
(もっと読む)
歯車構造体の製造方法及び歯車構造体の中間構造体
【課題】歯車構造体の歯車を塑性流動によって固定する際に、筒状部材の外形の一部が変形したとしても、該筒状部材に形成される歯車の形成精度を高く維持する。
【解決手段】中空軸(筒状部材)24の外周に、第1歯車(一方の歯車)26と第2歯車(他方の歯車)28を軸方向に隣接して形成する歯車構造体22の製造方法であって、中空軸24の外周に、第1歯車26を組み込むための基礎歯(溝)26Aを形成する第1工程と、中空軸24の外周に、第2歯車28を、該第2歯車28の軸方向両端部での歯底円径28d1、28d2が異なるように形成する第2工程と、基礎歯26Aの外周に、第1歯車26の歯車本体26Bを軸方向に沿って押し込み、該歯車本体26Bを塑性流動によって前記基礎歯26Aの外周に固定することによって該第1歯車26を形成する第3工程と、を含む。
(もっと読む)
鍛造歯形成形方法及びその成形品
【課題】鍛造により軸方向両端部を拘束してスプライン軸受を成形し、鍛造後の機械加工を不要にする。
【解決手段】粗形材1Aを金型20にセットし、スプラインパンチ21を圧入してシーブスライディング1の内周部にスプライン軸受5を成形する。粗形材1Aには、スプライン軸受5が成形されるスプラインボア10に隣接して逃げ溝8を予め形成しておく。鍛造時に、スプラインボア10の軸方向両端部を拘束して、塑性流動する材料を逃げ溝8内に流動させる。これにより、金型20内の圧力の過度の上昇を防止しつつ、スプライン軸受5及びその両端部を高い寸法精度で成形することができ、鍛造後の機械加工が不要になる。
(もっと読む)
1 - 10 / 129
[ Back to top ]