
Fターム[4E087CA21]の内容
Fターム[4E087CA21]の下位に属するFターム
前方押出し (124)
後方押出し (104)
前後方(複合)押出し (20)
対向押出し (9)
側方押出し (36)
Fターム[4E087CA21]に分類される特許
1 - 20 / 29
円筒歯車の鍛造成形方法
【課題】外周に歯形を有する円筒歯車の鍛造成形方法において、成形荷重が低く、且つ、歯形に欠肉のない円筒歯車の鍛造成形方法を提供することを目的とする。
【解決手段】一次成形工程にて素材に予備孔3を形成して円筒状の一次成形品W2を成形し、二次成形工程にて一次成形品W2の両端面を軸線方向に押圧して歯形4を有する二次成形品を成形する。このように、一次成形工程にて一次成形品W2に予備孔3を形成して中空化しておくことにより、二次成形工程にて一次成形品W2を押圧する際に、外周側だけでなく中空化した内周側へも肉を流動させることができる。これにより、肉の流れを分散し、肉を流れ易くすることで、成形荷重を低く抑えることができる。更に、肉を流れ易くし、歯形4に欠肉のない円筒歯車を形成することができる。
(もっと読む)
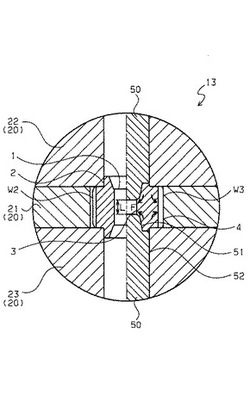
シャフトと、その製造方法及びその製造装置

【課題】棒状ワークの両端部に対して同時に絞り成形を施すに際し、加工率(断面減少率)が大きい場合であっても、所定の径まで縮径し且つ所定長さまで延伸させることが容易なシャフトの製造方法及びその製造装置を提供する。
【解決手段】第1絞り金型32においては、第1開口38から第1キャビティ36の第1成形ランド部42にかけて第1テーパー部44が形成され、一方、第2絞り金型34においては、第3開口48から第2キャビティ46の第2成形ランド部52にかけて第2テーパー部54が形成される。第2テーパー部54と第2キャビティ46の軸線方向とのなす角度β’は、第1テーパー部44と第1キャビティ36の軸線方向とのなす角度α’よりも大きく設定される。また、第1開口38の径方向断面積からの第1成形ランド部42の径方向断面積の減少率(断面減少率)は、28%よりも大きく34%以下である。
(もっと読む)
マグネシウム合金部材、エアコン用圧縮機及びマグネシウム合金部材の製造方法
【課題】自動車エアコン用圧縮機の機構部品に適用可能な機械的強度及び高温での疲労強度を出現できる、マグネシウム合金部材及びマグネシウム合金部材の製造方法を提供し、更に、必要な機械的強度及び高温での疲労強度を備えたマグネシウム合金を機構部品に使用したエアコン用圧縮機を提供する。
【解決手段】質量%で、カルシウムCaを0.3〜10%、アルミニウムAlを0.2〜15%、マンガンMnを0.05〜1.5%含有し、カルシウムCa/アルミニウムAlの質量比が0.6〜1.7であり、残部がマグネシウムMg及び不可避不純物からなるマグネシウム合金の鋳造素材を、250〜500℃で塑性加工(押出し加工)してマグネシウム合金部材を形成する。これにより、マグネシウム合金部材において、室温における0.2%耐力が300MPa以上、150℃における疲労強度が100MPa以上を出現でき、自動車エアコン用圧縮機の機構部品をマグネシウム合金部材で形成して、圧縮機の重量を軽減できる。
(もっと読む)
ニアネットシェイプ鍛造のためのシステムと方法
【課題】ダイ温度がα−β温度範囲付近である必要がない、α−β温度範囲でのチタン及びチタン合金のニアネットシェイプ鍛造のための改良された方法を提供する。
【解決手段】チタンビレット12をα−β温度範囲内の温度に加熱し、チタンビレットの温度より約500°F低い温度を有する第1のダイ18中にチタンビレットを押し出す。チタン部品をニアネットシェイプ鍛造するためのシステム10は、α−β温度範囲内の温度を有するチタンビレット、及びチタンビレットと接触しているパンチ14を含んでいる。チタンビレットと近接してチタンビレットを受容する第1のダイは、チタンビレットの温度より約500°F低い温度を有する。
(もっと読む)
鍛造ビレット、軽金属製ホイール及びそれらの製造方法
【課題】機械的強度が優れ、しかも、機械的強度が均一な鍛造製品(軽合金製ホイール等)を製造することができる鍛造ビレット、該鍛造ビレットから得られる軽合金製ホイール及びその軽合金製ホイールの製造方法を提供すること。
【解決手段】本発明は、軽金属合金を鋳造して鋳造ビレット4とし、該鋳造ビレット4を加圧圧縮して得られる鍛造ビレット10であって、JIS−Z2242に準拠したシャルピー衝撃試験に基づくシャルピー衝撃値が15J/cm2以上である鍛造ビレット10である。かかる鍛造ビレット10は、諸産業用部材に好適に用いられる。
(もっと読む)
冷間成形機用加工セット及び冷間成形方法
【課題】金属部品の尖っている部分を経済的に大量生産することができること。
【解決手段】被加工物15用のキャビティを有するダイス31と工具33とのユニットから成り、ダイス31は、軸芯に沿って制限された距離をスライドし、2つのユニットが成形機に取り付けられる際、他方のユニット33によってスプリング力で偏倚され、各ユニットは、他方のユニットの端面の滑らかな表面仕上げに対して押し付けられる滑らかな表面仕上げの端面を有し、一方のユニットの端面面積は、その主要横断面に比べ、相対的に小さく、所定スプリングに対して2つのユニット端面間の高い接触圧力が得られ、キャビティ内の被加工物に塗布する押出し/冷却用オイルが被加工物の静水圧トラップ押出し中に端面を横切ってキャビティから漏れるのが抑制され、従来の限度を越えた程度まで被加工物を成形することができる。
(もっと読む)
アンダーカット部を有する部材の成形方法
【課題】工程時間を大幅に短縮でき、製品歩留まり向上が図れる燃料噴射ノズルの成形方法を提供する。
【解決手段】ビレットを切断して棒状素材1を準備し、冷間鍛造(前方押出し又は後方押出し)にて前記棒状素材1に凹部2を形成する。次いで前記凹部2にアンダーカット部3を形成し、冷間でのスウェージング加工によって、前記凹部2に内径2−4mmの袋穴4を形成し、更に切削加工によって外周面を加工して製品(燃料噴射ノズル)を得る。
(もっと読む)
バルブガイドの成形方法
【課題】 軽量で耐熱性、耐焼付性に優れたバルブガイドの成形方法を提供する。
【解決手段】 Al基複合材からなる棒状素材1に、冷間鍛造にて大径の凹部2を形成し、次いで、スウェージング加工によって、前記凹部2をバルブステムと同径の小径穴3に成形する。この後、底部を切断し筒状にし、更に外周部を切削加工することで、フランジ部4を有するバルブガイドWを得る。特に、前記冷間鍛造後に凹部2の内周に溝2aを形成しておくと、この溝2aはスウェージング加工で消失せずに、油溝3aとして残る。
(もっと読む)
インサート金具及びその製造方法
【課題】 係合溝と係合突起部とを独立して形成することにより、所望の回り止め機能と抜け止め機能とを正確に設定し得るインサート金具の提供。
【解決手段】 筒軸本体11の一端部に鍔部12を備えてなるインサート金具において、筒軸本体11の外周にその他端部からに鍔部12側に延びる係合溝13…13を筒軸本体11の中心軸と平行でかつ所定角度おいて複数本形成する一方、各係合溝13…13により区切られた筒軸本体11の各区切外周部14…14における鍔部側に半径方向外方に向かって突出する係止突起部15…15をそれぞれ設けた。
(もっと読む)
マグネシウム合金の鍛造加工方法
【課題】従来、マグネシウム合金の鍛造加工の前処理として行ってきた強ひずみ加工を実施することなく、鍛造加工中において塑性変形に付随するせん断変形の様相を成形中に変動させず、静水圧応力を維持或いは増加させることにより、低温度であっても亀裂や破断の生じない鍛造加工を行なうことができる鍛造加工方法を提供する。
【解決手段】塑性変形前の状態で製品成形用くぼみ部4内のマグネシウム合金素材Mが変形部5を形成する製品成形用くぼみ部4の開口部6以外で拘束状態にされたことによって、加圧開始と同時に被加工材料内部の静水圧応力が増大しやすい環境下におかれ、製品成形用くぼみ部4の開口部6が屈曲部を持たない形状を有することによって塑性変形に付随するせん断変形の様相が成形中に変動しないようにすると共に、鍛造加工中における材料流動の摩擦拘束を促進することによってマグネシウム合金素材M内部の静水圧応力を増大するようにした。
(もっと読む)
鋼製部品の製造方法
【課題】熱間鍛造と制御冷却による従来の強化手法に比べて、大幅な降伏強度、衝撃強度及び疲労強度特性の向上が可能な鋼製部品の製造方法と、このような方法によって製造された鋼製部品を提供する。
【解決手段】質量比で、0.25〜0.80%のC、0.05〜2.20%のSi、0.10〜1.50%のMnと共に、1.20%以下のCr、0.30%以下のV、0.08%以下のTi、0.05%以下のAlのうちの1種以上を含有する鋼に、1050〜1150℃の温度に10分以上保持したのち、600〜850℃の温度範囲で15〜50%の加工率の鍛造(第1鍛造工程)と、500〜800℃の温度範囲で60〜75%の加工率の鍛造(第2鍛造工程)を順次施し、放冷する。
(もっと読む)
ホース継手
【課題】バンジョー型のホース継手などの複雑な金属部品を冷間成形するための装置、ツール、および方法を提供すること。
【解決手段】本発明によれば、ニアネットシェイプの長さのワイヤから開始し、複数の鍛造ブローおよびブランクの中間回転が続いて、ホース結合シェル端部と、移行ネックと、大きなカウンタボアがあけられた環状結合本体と、垂直整列突起部とを作り出すことを特徴としている。
(もっと読む)
軌道輪部材の製造方法
【課題】外周面に軸方向外寄り部分に支持フランジ7aを、内周面に複列の外輪軌道5、5を、それぞれ有するハブ10の如き軌道輪部材の製造方法を改良し、これら両軌道輪5、5の転がり疲れ寿命を確保する。
【解決手段】(A)→(B)の第一の据え込み工程と、(B)→(C)の剪断・押し出し工程と、(C)→(D)の第二の据え込み工程と、(D)→(E)の打ち抜き工程を経て、素材16を第四中間素材20に加工する。上記剪断・押し出し工程では、軸方向他端面に開口する断面円形の凹孔37の周囲を主円筒部36とした第二中間素材18を得る。上記第二の据え込み工程では、一部の金属材料を径方向外方に移動させ、上記支持フランジ7aを形成する。上記第四中間素材20のうちで外輪軌道5、5を形成すべき部分に、上記素材16を構成する金属材料のうちで径方向中間部の金属材料13を存在させて、上記課題を解決する。
(もっと読む)
小型精密部品の製造方法
【課題】小型精密部品を製造する際に、小型精密部品の形状精度が悪化したり、成形型の寿命が短くなったりしてしまうことを抑制することが可能な小型精密部品の製造方法を提供する。
【解決手段】5重量%〜40重量%のSiを含有するAlSi合金からなるプリフォームを準備するプリフォーム準備工程S10と、AlSi合金が固液共存状態となった状態で鍛造加工を開始し、AlSi合金が固体状態となった状態で鍛造加工を終了する条件で鍛造加工を行う鍛造加工工程S20とをこの順序で含む小型精密部品の製造方法であって、鍛造加工工程S20においては、非酸化性の材料からなる成形型を備えた真空鍛造装置中で鍛造加工を行うことを特徴とする小型精密部品の製造方法。
(もっと読む)
高強度難燃性マグネシウム合金
【課題】希土類等の元素を使用せずに、引張強度が高く高強度、かつ低コストで製造できる高強度難燃性マグネシウム合金である。
【解決手段】マグネシウム合金に0.5〜5.0重量%のカルシウムが添加された難燃性マグネシウム合金の小片状ブロックに、モリブデン(Mo)、ニオブ(Nb)、タングステン(W)、アルミナ(Al2O3)、珪化マグネシウム(Mg2Si)、及び炭化珪素(SiC)から選択される少なくとも1種以上を追加添加物として添加して粉砕物とした後、成形、焼結及び塑性加工により製造された高強度難燃性マグネシウム合金である。
(もっと読む)
ネット成形された歯車部材および製造方法
【課題】ネット成形された歯車部材を提供すること。
【解決手段】全体的に円筒形の外面がその上に形成された複数の径方向外側に延びるギア歯を備えている歯車本体を有する、自動的にシフト可能な車両の動力伝達装置用の歯車部材が提供される。内面が、全体的に円筒形の外面に対してほぼ同軸に配置され、歯車本体の少なくとも一部分に対して延びる。さらに、複数の径方向内側に延びるスプラインが、内面の少なくとも一部分の上に形成される。複数の径方向外側に延びるギア歯および複数の径方向内側に延びるスプラインのうちの少なくとも1つが冷間押出しされる。全体的に円筒形のスラグの逆押出しによって全体的に管状のブランクを形成するステップを含む歯車部材を形成する方法も提供される。その後、歯車部材を形成するために、複数のギア歯が、冷間押出しによって全体的に管状のブランクの少なくとも一部分の上に形成される。
(もっと読む)
焼結部品用サイジング金型の設計方法
【課題】サイジング金型で矯正して仕上げる焼結部品の寸法精度を向上させるために、適切な矯正面を有するサイジング金型を作ることができるサイジング金型の設計方法を提供する。
【解決手段】中心から被サイジング面の各部までの距離が変化している焼結部品、例えば焼結歯車1の製造において、歯2の歯先3、歯面4、歯底5を被サイジング面にしてそれらの面をサイジング加工するときの被サイジング面のスプリングバック量xをサイジング領域の全域において一定とし、その一定のスプリングバック量x分を製品の歯形6から製品の中心方向に小さくしてサイジング金型の歯形7を設計するようにした。
(もっと読む)
ビレット供給装置
【課題】本発明は、ビレットを、押出プレス装置の直交方向からコンテナのビレット収容部の軸に合わせて搬入しコンテナに装填できるビレット供給装置を提供する。
【解決手段】ビレット供給装置は、水平移動自在に支持された移動フレーム本体Fを有し、ビレットローダ装置BLは、移動フレーム本体の先端部に取り付けられ、押出プレス装置のコンテナにおけるビレット収容部の軸と平行にしてビレットを載置する。移動フレーム本体が電動モータM1により水平移動され、ビレットローダ装置がビレット収容部の軸位置に供給されたとき、移動フレーム本体の先端部の両側が固定装置R1、R2で固定される。移動フレーム本体の先端部が前記固定装置により固定された後、ビレットローダ装置が載置されているビレットをコンテナに装填する。
(もっと読む)
熱間型鍛造方法及び熱間型鍛造用断熱潤滑剤
【課題】 鍛造加工率の大きい部位においても、鍛造品に蓄積される歪みを、従来に比べ小さくすることにより、鍛造後の熱処理時に、再結晶による結晶粒粗大化による機械的性質の低下を抑制し、同時に、鍛造型の磨耗量を低減し、鍛造型の耐用期間を向上できる、熱間型鍛造用油性潤滑剤及び該油性潤滑剤を用いる金属材料を熱間押し出し鍛造により成形する方法を提供する。
【解決手段】 熱間型鍛造用油性潤滑剤にアルミニウムなどのテルミット反応性金属粉を含有させる。また、鍛造型の型表面上に上記の熱間型鍛造用油性潤滑剤を塗布する工程と、予熱した鍛造素材を該金型にて所定の形状に鍛造する工程とを含む熱間型鍛造方法。
(もっと読む)
ビレット端面加工方法
【課題】 ロボットを用いてビレットのセンターにセンターリングマシンにて穴あけを行うと同時に端面加工を行うことを可能とした熱間押出管材端面の同時加工方法を提供する。
【解決手段】 ビレット端面加工タイムサイクル短縮にあたり、センターリングマシン、ロボット、および端面加工機を組合せて二本のビレットの面取り加工とセンター穴加工をそれぞれ同時に行うことを特徴とするビレット端面加工方法。また、上記のセンターリングマシンにてビレット両端センター穴加工を行い、該両端センター穴に芯押しして固定した後面取機で端面加工を行うことを特徴とするビレット端面加工方法。
(もっと読む)
1 - 20 / 29
[ Back to top ]