
Fターム[4E087CA27]の内容
Fターム[4E087CA27]に分類される特許
1 - 20 / 36
表面加工割れ感受性評価方法およびその装置
【課題】太径の円柱被加工素材の冷間鍛造時の表面加工割れ感受性を、負荷能力の大きなプレス装置を用いなくても、適切に評価することができる円柱被加工素材の冷間鍛造時の表面加工割れ感受性評価方法およびその装置を提供すること。
【解決手段】棒鋼素材を圧延方向に対し垂直に切断した直径(mm)D0の円柱被加工素材10を、上ダイ7及び下ダイ8とからなる金型を用いて側方押出によりフランジ成形を行い、フランジ側面に発生する累積割れ率が50%となる時のフランジ直径(mm)DCを測定し、下記式(1)に規定する限界拡径比を求め、限界拡径比に基づいて冷間鍛造時の表面加工割れ感受性を評価する。限界拡径比=DC/D0・・・(1)
(もっと読む)
車輪支持用ハブユニット及び車輪支持用ハブユニットの製造方法

【課題】ハブを構成するハブ本体を冷間鍛造加工及び熱処理等により製造する際、ハブ本体に一体成形された回転フランジの強度及び剛性を確保しつつ、回転フランジに変形が生じにくい構造を実現する。
【解決手段】外輪2と、ハブ本体7aと内輪8から構成されるハブ3とを備え、ハブ本体7aは軸方向外端寄り部分の外周面に車輪を支持固定する為の回転フランジ10aを直接形成したものであり、前記回転フランジ10aが冷間での側方押し出しによって前記ハブ本体7aと一体成形されていて、前記ハブ本体7aの外周面のうちで、軸方向中間部分から軸方向内端寄り部分に掛けての部分のみに焼入れ硬化層17aを設けている。
(もっと読む)
車輪支持用ハブユニット
【課題】ハブを構成するハブ本体を冷間鍛造加工及び熱処理等により製造する際、ハブ本体の回転側フランジに生じる変形を矯正する構造を実現する。
【解決手段】ハブ本体7aは、軸方向外端寄り部分の外周面に車輪を支持固定する為の回転側フランジ10aを、軸方向中間部外周面に軸方向外側の内輪軌道9aを、それぞれ直接形成しており、回転側フランジ10aには車輪への取付ボルトを固定するためのボルト固定穴30が形成されており、更に、回転側フランジ10aは冷間での側方押し出しによって前記ハブ本体7aと一体成形されていて、回転側フランジ10aの外径寄り部分の軸方向外側面に凹部32を形成している。
(もっと読む)
車輪用転がり軸受装置の軸部材とその製造方法
【課題】冷間鍛造工程にて、円柱状の素材から嵌合軸部、フランジ部、軸部を有する冷間鍛造品を効率よく製造する方法、及び当該製造方法にて製造された車輪用転がり軸受装置の軸部材を提供する。
【解決手段】嵌合軸部30とフランジ部21と軸部10とが軸方向に沿って同軸上に配置されている車輪用転がり軸受装置の軸部材1の製造方法において、嵌合軸部は軸方向に開口する凹部35を有する円筒形状であり、フランジ部は軸方向に直交する円板形状であり、軸部は円柱形状であって外周面に内輪軌道面が形成されており、車輪用転がり軸受装置の軸部材1における嵌合軸部30の外径に対応する外径を有する円柱状の軸状素材62を用い、冷間鍛造工程の2回の側方押出し加工と1回の前方押出し加工にて、嵌合軸部とフランジ部と軸部を一体に有する冷間鍛造品64を形成する。
(もっと読む)
車輪用転がり軸受装置の軸部材
【課題】車輪用転がり軸受装置の軸部材において、冷間鍛造によって形成されるフランジ部に入力される荷重によってフランジ部に発生する応力の局部的な集中(応力集中)を抑制する。
【解決手段】冷間鍛造によって形成されるフランジ部は、外方フランジ部と、内方フランジ部とから成っており、軸線方向断面で視て内方フランジ部は外方フランジ部より肉厚に形成されており、ボルト座面部27aが配設される側のフランジ面形状が、径方向基端部位置では径方向に一定長さの垂直面形状の基端部位置から外方フランジ部までの間のフランジ面形状として外方フランジ部に接続される凹曲面形状を備えると共に、凹曲面部21hに対する径方向内方側には、凹曲面部21hと連続して接合される凸曲面部21iを備えており、凸曲面部21iの曲率半径R3は、凹曲面部21hの曲率半径R2より小さい。
(もっと読む)
車輪用転がり軸受装置の軸部材とその製造方法
【課題】冷間鍛造工程にて、円柱状の素材から嵌合軸部、フランジ部、軸部を有する冷間鍛造品を効率よく製造する方法、及び当該製造方法にて製造された車輪用転がり軸受装置の軸部材を提供する。
【解決手段】嵌合軸部30とフランジ部21と軸部10とが軸方向に沿って同軸上に配置されている車輪用転がり軸受装置の軸部材1の製造方法において、嵌合軸部は軸方向に開口する凹部35を有する円筒形状であり、フランジ部は軸方向に直交する円板形状であり、軸部は円柱形状であって外周面に内輪軌道面が形成されており、車輪用転がり軸受装置の軸部材1における嵌合軸部30の外径に対応する外径を有する円柱状の軸状素材62を用い、冷間鍛造工程の1回の側方押出し加工と1回の前方押出し加工にて、嵌合軸部とフランジ部と軸部を一体に有する冷間鍛造品64を形成する。
(もっと読む)
車輪用転がり軸受装置の軸部材
【課題】車輪用転がり軸受装置の軸部材において、冷間鍛造によって形成されるフランジ部に入力される荷重によってフランジ部に発生する応力の局部的な集中(応力集中)を抑制する。
【解決手段】冷間鍛造によって形成されるフランジ部21は、外方フランジ部21dと、内方フランジ部21aとから成っており、軸線方向断面で視て内方フランジ部21aは外方フランジ部21dより肉厚に形成されており、ボルト座面部が配設される側のフランジ面形状が、径方向基端部位置では径方向に一定長さの垂直面形状とされていると共に、該垂直面形状位置から径方向外方に向けて漸次肉薄となる傾斜面21cの形状とされることにより形成されており、傾斜面21cと外方フランジ部21dとの第1のフランジ面接合部位21fが、軸部10側からみた平面視で、ハブボルトのボルト孔24を囲う凹状曲線部として形成されている。
(もっと読む)
車輪用転がり軸受装置の軸部材の製造方法
【課題】冷間鍛造後のスプリングバックによるフランジ部の反りを抑制することによってフランジ部の旋削取代を低減することができるフランジ付き軸部材の製造方法を提供する。
【解決手段】外周面に内輪軌道面18が形成される軸部10と、この軸部10の一端側に形成されかつ車輪の中心孔が嵌込まれる嵌合軸部30と、軸部10と嵌合軸部30との間に位置して外径方向に放射状に延出される車輪締結用の複数のフランジ部21とを有するフランジ付き軸部材1を製造する方法であって、冷間鍛造の鍛造型装置を用いて嵌合軸部30の中心部端面に鍛造凹部35を形成しながら軸部10と嵌合軸部30との間の外周面に、複数のフランジ部21を側方押出によって形成する際、フランジ部21の側方押出加工後のスプリングバックによる反り量に相当する分だけ、スプリングバックによる反り方向とは逆方向に湾曲した状態でフランジ部21を形成する。
(もっと読む)
閉塞鍛造装置および閉塞鍛造方法
【課題】パンチ面の外側周囲を任意の形状に成形し得る閉塞鍛造装置を提供する。
【解決手段】閉塞鍛造装置では、下型ダイ24は、パンチ穴24aを中心に複数の横型ダイ51を放射状に位置決め可能に複数の横型ダイ51に対応する複数のホルダ凹部26、および、これらの複数のホルダ凹部26のうち周方向に隣接するホルダ凹部26の双方の一部を形成するとともにパンチ穴24aの外側周囲(切欠部24c、三角形状部24d、側壁部24e)の形状の一部を形成する仕切部28を有し、上型ダイは、下型ダイ24、インサートパンチ、ノックアウトパンチおよび複数の横型ダイ51によって閉塞空間を形成可能に下型ダイ24に対応して設けられる。これにより、閉塞空間内の素材をインサートパンチおよびノックアウトパンチで加圧すると、当該素材は、複数の横型ダイ51のキャビティ52に押し出されるとともにパンチ穴24aの外側周囲にも押し出される。
(もっと読む)
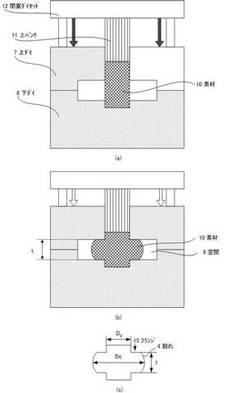
金属ライナー用カップおよびその製造方法
【課題】強度や耐久性能にばらつきのない圧力容器用の金属ライナー用カップ並びにその製造方法を提供する。
【解決手段】 底部および側面からなるカップ形状で軸対称のキャビティ4と、キャビティ4の底部中心に連通し、キャビティ4の軸線方向に沿って形成された円柱空間5と、円柱空間5に充填された金属素材6を押圧するパンチ7とからなる成形装置Aを用い、空間5に円柱形の金属素材6を、パンチ7でキャビティ4内に押し込むことにより、金属ライナー用カップBを製造する。
(もっと読む)
クランクシャフト粗形材の成形方法及び成形装置
【課題】多気筒用クランクシャフト粗形材を、棒材から割れを生じさせることなく、少ない工程数で成形すること。
【解決手段】成形装置1は、棒材3の両端部3a,3bを半径方向に拘束し、棒材3を軸方向へ圧縮する圧縮型4,5と、棒材3の所定部位3c〜3fを特定方向SD1,SD2へ押圧する押圧型6A〜6Dと、隣り合う押圧型6A〜6Dの間にて棒材3を半径方向に拘束し棒材3上を軸方向へ移動する拘束型7A〜7Cと、圧縮型4,5の動きに連動して拘束型7A〜7Cを軸方向へ移動させ、押圧型6A〜6Dを特定方向SD1,SD2及び軸方向へ移動させる連動機構11,12A,12Bとを備える。圧縮型4,5により棒材3を軸方向へ圧縮することで、棒材3を据え込み、その圧縮に同期させて連動機構11,12A,12Bにより拘束型7A〜7Cを軸方向へ移動させ、押圧型6A〜6Dを特定方向SD1,SD2及び軸方向へ移動させ棒材3の所定部位3c〜3fを特定方向SD1,SD2へ押圧して偏芯させる。
(もっと読む)
針に特徴部を設ける方法
静脈内カテーテルアセンブリに組み込まれるような針シールドの外面にグリップ面が設けられる。グリップ面は、カテーテル挿入時のカテーテルアセンブリのバランスおよび制御を改善するために、カテーテルアダプタ、カテーテルおよび針先端により近いグリップ位置を提供する。加えて、グリップ面は、カテーテルアセンブリの種々のコンポーネントに対するユーザの不慮の接触、すなわち望ましくない「傾斜越え」状態をもたらし得る接触を防止する。 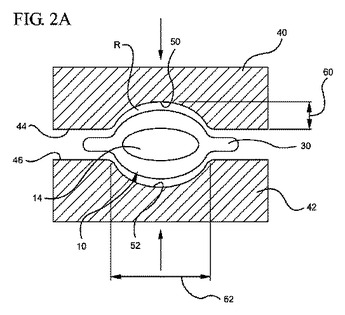 (もっと読む)
(もっと読む)
三方分岐管又は三方分岐部材の製造方法又は製造装置
【課題】 中央枝部を必要なだけ長くでき、全て冷間で実行でき、精度が良好、鋳造による脆性や加熱による表面酸化も無く、鉛不使用で、設備費用も割安な三方分岐管等の製法又は製造装置を実現する。
【解決手段】 金型にT字形の通路29が形成されている。通路はTの字の縦の字画、横の字画に相当する各通路LT,RT,VTで構成される。縦の字画に相当する通路VTから、冷間で、銅の丸棒30を押入して行く。丸棒の先端が二つの通路に分岐侵入するように該丸棒が押出し成形され、三方分岐部材が形成される。このときTの字の横の字画に相当する左右の枝部の両端面31は垂直でない。押圧杆26,27で両側から押圧し、垂直面を増やす。金型から取出して、両端に残った偏肉部46を切除し端面全体を垂直にする。これを金型に装着。各枝部に対して中抜き加工をする(図8)。そのあと残っている壁34を切除する。これで全て冷間加工で三方分岐管35が作れる。
(もっと読む)
車輪用軸受装置とその製造方法
【課題】重量軽減を図りながら製造コストの低減を図ることができる車輪用軸受装置とその製造方法を提供する。
【解決手段】転がり軸受41が組み付けられる軸部10と、この軸部10の一端側に形成されかつ車輪の中心孔が嵌込まれる嵌合軸部30と、軸部10と嵌合軸部30との間に位置する外周面に外径方向へ放射状に延出されかつ車輪を締め付けるハブボルト27が配置されるボルト孔24が貫設された複数のフランジ部21とを有するフランジ付き軸部材1を備える。フランジ部21は、冷間鍛造によって嵌合軸部30の中心部端面に鍛造凹部33が形成される際の側方押出加工によって形成される。フランジ部21の長手方向に直交する横断面形状の角部21eがR面取り形状に形成されている。
(もっと読む)
突出部付き軸状部材の製造方法
【課題】突出部が周方向に不等間隔で形成される軸状部材であっても、応力バランスよく側方押出し成形可能として、精度のよい軸状部材を形成することができる突出部付き軸状部材の製造方法を提供する。
【解決手段】中実状又は中空状の軸部11と、軸部11から径方向外方に延び、製品として軸状部材10の一部を構成する突出部12A〜12Dと、軸部11から径方向外方に延び、製品完成時には不要となるダミー突出部12Eと、を冷間での側方押出しによって一体成形した後、ダミー突出部12Eを軸部11から切断して分離する。
(もっと読む)
車輪用軸受装置とその製造方法
【課題】重量軽減、製造コストの低減を図ると共に冷間鍛造の側方押出加工の成形性を確保しつつフランジ部の根元部近傍の強度を高めることができる車輪用軸受装置とその製造方法の提供。
【解決手段】軸部10、嵌合軸部30、フランジ部21とを有するフランジ付き軸部材1を備えた車輪用軸受装置であって、フランジ部21は冷間鍛造によって嵌合軸部30の中心部端面に鍛造凹部33が形成される際の側方押出加工によって形成されると共に、鍛造凹部33は嵌合軸部30の軸方向断面で見てフランジ部21の数に対応した多角形で形成され、多角形の各辺はフランジ部21の側方押出方向に直交する方向に形成され、且つ多角形の隅部は嵌合軸部30の外形に沿った円弧形状で形成されて、鍛造凹部33におけるフランジ部21の根元部に対応する位置は嵌合軸部30の径方向に多角形の隅部の肉厚より厚肉状の鍛造凹部厚肉部300が形成されている。
(もっと読む)
車輪用軸受装置の製造方法
【課題】重量軽減を図りながら製造コストの低減を図ることができる車輪用軸受装置の製造方法を提供する。
【解決手段】転がり軸受41が組み付けられる軸部10と、車輪の中心孔が嵌込まれる嵌合軸部30と、軸部10と嵌合軸部30との間に位置する外周面に外径方向へ放射状に延出されかつハブボルト27のボルト孔24が貫設された複数のフランジ部21とを有するフランジ付き軸部材1を備える車輪用軸受装置を製造する際、冷間鍛造の側方押出加工によって嵌合軸部30の中心部端面に鍛造凹部33を形成しながら軸部10と嵌合軸部30との間の中間軸部20の外周面にフランジ部21を形成した後、フランジ部21にボルト孔24を形成する。その後、フランジ部21のボルト孔24の一側開口縁回りのボルト座面21cをコイニング加工によって平坦面に仕上げ加工する。
(もっと読む)
車輪用軸受装置
【課題】重量軽減を図りながら、複数のフランジ部を容易に形成して製造コストの低減を図ることができる車輪用軸受装置を提供する。
【解決手段】転がり軸受41が組み付けられる軸部10と、車輪の中心孔が嵌込まれる嵌合軸部30と、軸部10と嵌合軸部30との間に位置する外周面に外径方向へ放射状に延出されかつハブボルト27のボルト孔24が貫設された複数のフランジ部21とを有するフランジ付き軸部材1を備える。フランジ部21は、冷間鍛造によって嵌合軸部30の中心部端面に鍛造凹部33が形成される際の側方押出加工によって形成される。フランジ部21のそりが向く側のボルト孔24の一側開口縁には第1面取り部25が形成され、反対側の開口縁には第2面取り部26が形成される。第1面取り部25の面取り深さをT1とし、第2面取り部26の面取り深さをT2としたときに「T1<T2」の関係となるように設定されている。
(もっと読む)
金型機構及び製造方法並びに多方軸部品
【課題】放射状に軸部が延びた金属製の多方軸部品を製造する際に、軸部の真円精度を低下させることなく製造工程の簡略化を図ることができない点を解消する。
【解決手段】軸部が放射状に延びた金属製の多方軸部品を製造するための金型機構は、軸部を形成する複数の金型2と、金型2を型締方向に同時に移動させる型締手段とを有し、各金型2は、型締方向を正面としたときの、正面視両端に分割テーパ部2Aと、正面視中央に該軸部を形成する軸形成孔部2Cとが設けられ、離型方向を背面としたときの背面視下部位に、金型2に閉塞力を発揮させるためのテーパ部2Dを設けている。
【効果】軸形成孔部は素材の流入部位以外が閉塞されているのでばりが発生せず、金型を同時に閉塞するので軸部断面の真円度が高くなり、よって鍛造後の後処理が省略できる。
(もっと読む)
中空段付軸の成形方法
【課題】素材の径に対して大径となる段状大径部を金型の環状空間部の形状に沿って肉くずれのない形状に成形することができるようにする。
【解決手段】対向部に素材1が嵌入される穴部より大径にした環状空間部2を有する上下の金型内3,4に、中実棒状の素材1を保持し、この素材より小径の上下のパンチ5,6にて軸方向から押圧して素材の軸方向両側からパンチによる穴を押し出し成形すると共に、金型の環状空間部に対向する部分で段状に拡径変形させて軸方向中間部に段状大径部を有する中空段付軸の成形方法において、上下の金型3,4を上下方向に離隔した状態にして素材1を保持し、素材を上下のパンチ5,6にて押圧しながら上下の金型を対向方向に押圧するようにした。
(もっと読む)
1 - 20 / 36
[ Back to top ]