
親水性軟質ポリウレタンフォームの製造方法
【課題】吸水速度、吸水量、吸水保持量といった吸水性能に著しく優れ、容易に製造可能な親水性軟質ポリウレタンフォームを提供する。
【解決手段】ポリオールとポリイソシアネートとを含むフォーム原料を発泡させて得られる軟質ポリウレタンフォームを、発泡直後にプレス処理してなる親水性軟質ポリウレタンフォーム。発泡直後にプレス処理することにより、フォームのセルの形状を意図的に変える。
【解決手段】ポリオールとポリイソシアネートとを含むフォーム原料を発泡させて得られる軟質ポリウレタンフォームを、発泡直後にプレス処理してなる親水性軟質ポリウレタンフォーム。発泡直後にプレス処理することにより、フォームのセルの形状を意図的に変える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、親水性軟質ポリウレタンフォームの製造方法に関する。
【背景技術】
【0002】
親水性軟質ポリウレタンフォームは、その優れた弾力性、多孔質体であることによる吸水性、保水性により、液晶用板ガラスや建築用板ガラス等のガラス洗浄、OA機器分野におけるクリーンルームの水分の拭き取り材、ワイパー、ハードディスク洗浄やプリンターのインク吸収材、吸水ロール、吸汗や保湿を必要とする分野、水耕栽培用素材、自動車の洗車後の水分の拭き取り材等幅広い用途に使用されている。
【0003】
従来、軟質ポリウレタンフォームに親水性を付与する方法としては、次の(1)〜(5)の方法が知られている。
(1) 原料ポリオールとして特定の親水性ポリオールを用い、イソシアネートインデックスを低目にして反応させる方法(特開2002−105164号公報)
(2) 特定の親水性ポリオールを過剰量の水で発泡させる方法(特開昭61−78819号公報)
(3) 吸水性樹脂等の吸水性物質をフォーム原料の発泡時に添加する方法
(4) 軟質ポリウレタンフォームに吸水性樹脂や無機親水性フィラー等の添加物を含浸させる方法
(5) 軟質ポリウレタンフォームをプラズマ処理するなどしてフォーム表面を親水化する方法
(6) 軟質ポリウレタンフォームを熱プレス処理する方法(特開2006−89507の第0032段落、特表2002−511114の請求項17〜22)
【特許文献1】特開2002−105164号公報
【特許文献2】特開昭61−78819号公報
【特許文献3】特開2006−89507
【特許文献4】特表2002−511114
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、上記従来技術のうち、(1),(2)の方法では、得られる軟質ポリウレタンフォームは、吸水速度の面で若干劣り、(3)の方法では、吸水性物質をフォーム原料に配合することによる発泡阻害の恐れがある。また、(4)の方法では、含浸させた添加物の脱落の問題がある。 (5)の方法では、処理コストが高くつく上に、フォーム内面の親水化が困難であるという欠点がある。(6)の方法では、軟質ポリウレタンフォームが水、熱水、溶剤と接したときの溶出量が多いものとなる。
【0005】
本発明は上記従来の問題点を解決し、吸水速度、吸水量、吸水保持量といった吸水性能に著しく優れ、しかも溶出量が少ない親水性軟質ポリウレタンフォームを提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明(請求項1)の親水性軟質ポリウレタンフォームの製造方法は、ポリオールとポリイソシアネートとを含むフォーム原料を発泡させると共に、発泡直後の軟質ポリウレタンフォームをプレスすることを特徴とするものである。
【0007】
請求項2の親水性軟質ポリウレタンフォームの製造方法は、請求項1において、フォームの厚さが元の厚さの10〜50%となるようにプレスすることを特徴とするものである。
【0008】
請求項3の親水性軟質ポリウレタンフォームの製造方法は、請求項1又は2において、プレスを健康泡の発生後1〜5分以内に開始することを特徴とするものである。
【0009】
請求項4の親水性軟質ポリウレタンフォームの製造方法は、請求項1ないし3のいずれか1項において、プレスを5〜30分間行うことを特徴とするものである。
【0010】
請求項5の親水性軟質ポリウレタンフォームの製造方法は、請求項1ないし4のいずれか1項において、前記フォーム原料のイソシアネートインデックスが60〜95であることを特徴とするものである。
【発明の効果】
【0011】
本発明によれば、発泡直後の軟質ポリウレタンフォームをプレスしてセルの形状を意図的に変えることにより、毛細管現象を顕著化して吸水速度、吸水量、吸水保持量等の吸水性能を高めることができる。
【0012】
このプレス処理は、軟質ポリウレタンフォームをその厚さが元の厚さの10〜50%となるようにプレスする処理であることが好ましい。
【0013】
また、本発明では、プレスを健康泡の発生後、1〜5分以内に開始し、5〜30分間行うことにより、より一層吸水性能に優れた親水性軟質ポリウレタンフォームを得ることができる。
【0014】
また、フォーム原料のイソシアネートインデックスを60〜95と若干低目に設定することにより、ウレタン反応に寄与しないポリオールのOH基をフォーム中に遊離の状態で残し、このOH基により高い吸水性を得ることができる。
【0015】
本発明では、上記プレス処理を複数回ないしは段階的に行ってもよい。
【発明を実施するための最良の形態】
【0016】
以下に本発明の親水性軟質ポリウレタンフォームの製造方法について詳細に説明する。
【0017】
本発明の親水性軟質ポリウレタンフォームの製造方法は、ポリオールとポリイソシアネートとを含むフォーム原料を発泡させて得られる軟質ポリウレタンフォームを発泡直後にプレスするものである。
【0018】
本発明で用いるポリオールとしては特に制限はなく、通常の軟質ポリウレタンフォームの製造に用いられるポリエステル系ポリオール、ポリエーテル系ポリオール、好ましくはポリエーテル系ポリオールが挙げられる。ポリエーテル系ポリオールとしてはグリセリン、トリメチロールプロパン、ペンタエリスリトール、ソルビトールあるいはアミン類等2個以上の活性水素を含有する化合物の1種又は2種以上にプロピレンオキサイド、エチレンオキサイドを単独付加したポリ(オキシプロピレン)ポリオール又は両者をブロック、ランダム付加したポリ(オキシプロピレン)ポリ(オキシエチレン)ポリオールがある。本発明で用いるポリオールは、分子量400〜12000で平均官能基数が2以上であることが好ましい。
【0019】
ポリイソシアネートとしても、通常の軟質ポリウレタンフォームの製造に用いられるものをいずれも用いることができ、例えば、トリレンジイソシアネート(TDI)、ジフェニルメタンジイソシアネート(MDI)、ヘキサメチレンジイソシアネート、フェニレンジイソシアネート、ナフタレンジイソシアネート、ジシクロヘキシルメタンジイソシアネート、キシリレンジイソシアネート、ポリメチルポリフェニルイソシアネート、粗TDI、粗MDI、変性MDI等が挙げられる。
【0020】
イソシアネートの配合量は、通常、フォーム原料のイソシアネートインデックスが80〜120の範囲となる量とされるが、後述の如く、このイソシアネートインデックスを低目に設定して得られる親水性軟質ポリウレタンフォームの吸水性能を高めることもできる。
【0021】
フォーム原料には、発泡剤としての水が配合され、好ましくは更に触媒、架橋剤、整泡剤等が配合される。
【0022】
水の配合量は通常、全ポリオール100重量部に対し0.5〜4.0重量部、特に0.5〜2.5重量部であるが、後述の如く、水を大過剰量で使用して、得られる親水性軟質ポリウレタンフォームの吸水性能を高めることもできる。
【0023】
触媒としては、テトラメチルヘキサメチレンジアミン、ペンタメチルジエチレントリアミン、ジメチルシクロヘキシルアミン、ビス−(ジメチルアミノエチル)エーテル、テトラメチルプロピレンジアミン、トリメチルアミノエチルピペラジン、テトラメチルエチレンジアミン、ジメチルベンジルアミン、メチルモルホリン、エチルモルホリン、トリエチレンジアミン等の軟質ポリウレタンフォームの製造に用いる通常のアミン触媒を使用することができる。上記触媒の使用量は、全ポリオール100重量部に対し0.001〜6重量部、特に0.1〜4重量部とすることが好ましい。
【0024】
また、用途により高硬度のものが望まれる場合に配合する架橋剤としては、トリメチロールプロパン、ジエチレングリコール、1,4−ブタンジオール、ジプロピレングリコール等、或いはこれらにプロピレンオキサイド又はエチレンオキサイドを付加させたものなどを用いることができ、その配合量は全ポリオール100重量部に対して0〜10重量部とすることが好ましい。
【0025】
更に、整泡剤としては、通常、軟質ポリウレタンフォーム発泡に使用されるシリコーン系界面活性剤等の整泡剤が使用され、その配合量は、全ポリオール100重量部に対し0.1〜7重量部、特に0.5〜5重量部とすることができる。
【0026】
更に、フォーム原料には必要に応じて顔料等の着色剤を配合しても良い。
【0027】
なお、本発明では、ライズタイムが60〜120秒特に80〜100秒となるような配合とするのが好ましい。
【0028】
上記成分が配合された配合物から軟質ポリウレタンフォームを発泡、製造する条件は、通常の条件で良いが、発泡温度は20〜30℃が好ましい。フォーム原料の発泡方法は、プレポリマー法、ワンショット法のいずれであっても良い。
【0029】
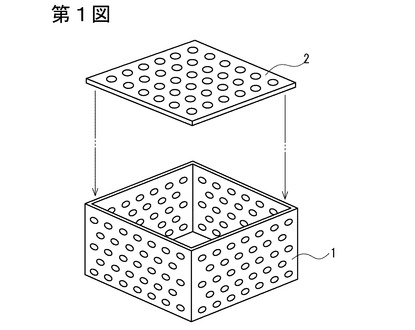
本発明は、このようにして発泡させたポリウレタンフォームを発泡直後にプレスする。第1図及び第2図はこのプレス方法の一例を説明する斜視図と断面図である。
【0030】
第1図の通り、この発泡成形を行うための金型は、下型1と上型2とからなる。下型1は上方が開放した容器状であり、上型2は該下型1に対し上方から嵌入しうる大きさである。下型1及び上型2はいずれもパンチングプレートよりなる。
【0031】
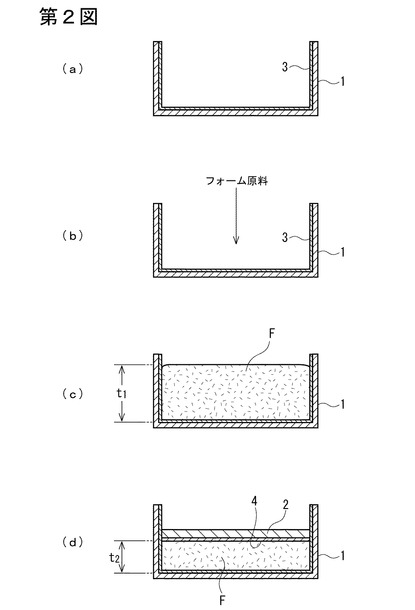
この金型を用いて発泡成形を行うには、第2図(a),(d)のように下型1の内面及び上型2の下面に不織布3,4を取り付ける。
【0032】
発泡成形に際しては、第2図(b)の通りフォーム原料を下型1内に供給し、第2図(c)の通り発泡させる。健康泡が発生した発泡体Fを上型2でプレスし、第2図(d)の通り一定厚みまで圧縮する。
【0033】
プレスは、発泡フォームFがライズタイムに達した後、5分以内とりわけ1分以内に行うのが好ましい。
【0034】
このプレスは、好ましくは、フォームFの元の厚さt1に対するプレス時の厚さt2の百分率t2/t1×100%が10〜50%となるように行う。
【0035】
このようにライズ直後に発泡フォームFをプレスして得られる軟質ポリウレタンフォームは、プレスによってセルが微細となったものであり、親水性に優れる。また、ライズ直後にプレスした場合、軟質ポリウレタンフォーム12の水、熱水は溶剤による溶出量は十分に低い値となる。この理由については、ライズ後に長時間が経過してから熱プレスした場合には、熱プレスによって熱分解が起こり、これによって溶出量の多い軟質ポリウレタンフォームとなるのに対し、ライズタイム直後にプレスした場合には、熱分解が生じないため、溶出量が低い値になる。
【0036】
軟質ポリウレタンフォームFは、適宜に切断されて軟質ポリウレタンフォームのスラブとされる。
【0037】
本発明においては、ポリオールとして親水性ポリオールを用いるのが好ましい。この親水性ポリオールとしてはEO含有率20〜80重量%、特に50〜80重量%のポリエーテルポリオールが好ましい。この場合、全ポリオール中の親水性ポリオールの割合は50〜70重量%であることが好ましい。
【実施例】
【0038】
以下に実施例及び比較例を挙げて本発明をより具体的に説明する。
【0039】
なお、以下の実施例及び比較例で用いた原料は次の通りである。
[使用原料]
親水性ポリオール:ポリエーテルポリオール 商品名「700W」
(平均分子量7000)
汎用ポリオール:ポリエーテルポリオール 旭硝子社製 商品名「EXENOL82
8」(平均分子量5000、水酸基価34、EO含有率15重量%)
架橋剤:1,4−ブタンジオール
ポリイソシアネート:ピュアMDI(三井武田ケミカル(株)製EX−190)/クルー
ドDI(住化バイエルウレタン製44V20)=80/20(重量
比)の混合
発泡剤:水
アミン系触媒:トリエチレンジアミン 東洋曹達社製 商品名「TOYOCATTF」
アミン系触媒:トリエチレンジアミン 東ソー(株)製 商品名「A133」
整泡剤:東レ・ダウコーニング・シリコーン製 商品名「SF2936」
【0040】
また、得られた軟質ポリウレタンフォームの物性試験方法は次の通りである。
[物性試験]
密度:試験片200×200×10mmの重量を体積で除して求めた(JIS K 6
401に準拠)。
吸水速度:0.5mlの水滴をサンプル表面に接触させることで移動させ、この水滴が
完全に吸収されるまでの時間を測定した。なお、サンプルのプレス方向と直 交方向の面の吸水速度を縦方向の吸水速度とし、プレス方向と同方向の面の 吸水速度を横方向の吸水速度として求めた。
溶出量:アセトン抽出8hrにより溶出量を求めた。
【0041】
実施例1
上記汎用ポリオール 20重量部
上記親水性ポリオール 70重量部
1,4−ブタンジオール 10重量部
ポリイソシアネート 12重量部
(0.25当量分)
を均一に混合してプレポリマーとした。
このプレポリマー100重量部に対し
水 2重量部
アミン系触媒(TOYOCATTF) 0.3重量部
アミン系触媒(A133) 0.5重量部
整泡剤 2.5重量部
ポリイソシアネート 64重量部
(イソシアネートインデックス90)
を加え、200×200mmの方形容器状のモールド内でフリー発泡させた。このライズタイムは平均して約90秒であった。ライズが停止した後、直ちに(即ち1〜5分以内に)フォームをモールドより取り出し、離型紙付きアルミ板で上方から押圧し、厚さを半分(50%)にまで押し縮め、この状態に10分間保つことにより、セルを微細化させた軟質ポリウレタンフォームを得た。
【0042】
比較例1
実施例1のプレス前の軟質ポリウレタンフォームをサンプルとして同様の物性測定を行った。
【0043】
【表1】

【0044】
表1より、本発明によれば、吸水性能に優れた、しかも溶出量の少ない親水性軟質ポリウレタンフォームが提供されることが分かる。
【図面の簡単な説明】
【0045】
【図1】プレスに用いられる金型の斜視図である。
【図2】プレス方法を示す断面図である。
【符号の説明】
【0046】
1 下型
2 上型
3,4 不織布
【技術分野】
【0001】
本発明は、親水性軟質ポリウレタンフォームの製造方法に関する。
【背景技術】
【0002】
親水性軟質ポリウレタンフォームは、その優れた弾力性、多孔質体であることによる吸水性、保水性により、液晶用板ガラスや建築用板ガラス等のガラス洗浄、OA機器分野におけるクリーンルームの水分の拭き取り材、ワイパー、ハードディスク洗浄やプリンターのインク吸収材、吸水ロール、吸汗や保湿を必要とする分野、水耕栽培用素材、自動車の洗車後の水分の拭き取り材等幅広い用途に使用されている。
【0003】
従来、軟質ポリウレタンフォームに親水性を付与する方法としては、次の(1)〜(5)の方法が知られている。
(1) 原料ポリオールとして特定の親水性ポリオールを用い、イソシアネートインデックスを低目にして反応させる方法(特開2002−105164号公報)
(2) 特定の親水性ポリオールを過剰量の水で発泡させる方法(特開昭61−78819号公報)
(3) 吸水性樹脂等の吸水性物質をフォーム原料の発泡時に添加する方法
(4) 軟質ポリウレタンフォームに吸水性樹脂や無機親水性フィラー等の添加物を含浸させる方法
(5) 軟質ポリウレタンフォームをプラズマ処理するなどしてフォーム表面を親水化する方法
(6) 軟質ポリウレタンフォームを熱プレス処理する方法(特開2006−89507の第0032段落、特表2002−511114の請求項17〜22)
【特許文献1】特開2002−105164号公報
【特許文献2】特開昭61−78819号公報
【特許文献3】特開2006−89507
【特許文献4】特表2002−511114
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、上記従来技術のうち、(1),(2)の方法では、得られる軟質ポリウレタンフォームは、吸水速度の面で若干劣り、(3)の方法では、吸水性物質をフォーム原料に配合することによる発泡阻害の恐れがある。また、(4)の方法では、含浸させた添加物の脱落の問題がある。 (5)の方法では、処理コストが高くつく上に、フォーム内面の親水化が困難であるという欠点がある。(6)の方法では、軟質ポリウレタンフォームが水、熱水、溶剤と接したときの溶出量が多いものとなる。
【0005】
本発明は上記従来の問題点を解決し、吸水速度、吸水量、吸水保持量といった吸水性能に著しく優れ、しかも溶出量が少ない親水性軟質ポリウレタンフォームを提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明(請求項1)の親水性軟質ポリウレタンフォームの製造方法は、ポリオールとポリイソシアネートとを含むフォーム原料を発泡させると共に、発泡直後の軟質ポリウレタンフォームをプレスすることを特徴とするものである。
【0007】
請求項2の親水性軟質ポリウレタンフォームの製造方法は、請求項1において、フォームの厚さが元の厚さの10〜50%となるようにプレスすることを特徴とするものである。
【0008】
請求項3の親水性軟質ポリウレタンフォームの製造方法は、請求項1又は2において、プレスを健康泡の発生後1〜5分以内に開始することを特徴とするものである。
【0009】
請求項4の親水性軟質ポリウレタンフォームの製造方法は、請求項1ないし3のいずれか1項において、プレスを5〜30分間行うことを特徴とするものである。
【0010】
請求項5の親水性軟質ポリウレタンフォームの製造方法は、請求項1ないし4のいずれか1項において、前記フォーム原料のイソシアネートインデックスが60〜95であることを特徴とするものである。
【発明の効果】
【0011】
本発明によれば、発泡直後の軟質ポリウレタンフォームをプレスしてセルの形状を意図的に変えることにより、毛細管現象を顕著化して吸水速度、吸水量、吸水保持量等の吸水性能を高めることができる。
【0012】
このプレス処理は、軟質ポリウレタンフォームをその厚さが元の厚さの10〜50%となるようにプレスする処理であることが好ましい。
【0013】
また、本発明では、プレスを健康泡の発生後、1〜5分以内に開始し、5〜30分間行うことにより、より一層吸水性能に優れた親水性軟質ポリウレタンフォームを得ることができる。
【0014】
また、フォーム原料のイソシアネートインデックスを60〜95と若干低目に設定することにより、ウレタン反応に寄与しないポリオールのOH基をフォーム中に遊離の状態で残し、このOH基により高い吸水性を得ることができる。
【0015】
本発明では、上記プレス処理を複数回ないしは段階的に行ってもよい。
【発明を実施するための最良の形態】
【0016】
以下に本発明の親水性軟質ポリウレタンフォームの製造方法について詳細に説明する。
【0017】
本発明の親水性軟質ポリウレタンフォームの製造方法は、ポリオールとポリイソシアネートとを含むフォーム原料を発泡させて得られる軟質ポリウレタンフォームを発泡直後にプレスするものである。
【0018】
本発明で用いるポリオールとしては特に制限はなく、通常の軟質ポリウレタンフォームの製造に用いられるポリエステル系ポリオール、ポリエーテル系ポリオール、好ましくはポリエーテル系ポリオールが挙げられる。ポリエーテル系ポリオールとしてはグリセリン、トリメチロールプロパン、ペンタエリスリトール、ソルビトールあるいはアミン類等2個以上の活性水素を含有する化合物の1種又は2種以上にプロピレンオキサイド、エチレンオキサイドを単独付加したポリ(オキシプロピレン)ポリオール又は両者をブロック、ランダム付加したポリ(オキシプロピレン)ポリ(オキシエチレン)ポリオールがある。本発明で用いるポリオールは、分子量400〜12000で平均官能基数が2以上であることが好ましい。
【0019】
ポリイソシアネートとしても、通常の軟質ポリウレタンフォームの製造に用いられるものをいずれも用いることができ、例えば、トリレンジイソシアネート(TDI)、ジフェニルメタンジイソシアネート(MDI)、ヘキサメチレンジイソシアネート、フェニレンジイソシアネート、ナフタレンジイソシアネート、ジシクロヘキシルメタンジイソシアネート、キシリレンジイソシアネート、ポリメチルポリフェニルイソシアネート、粗TDI、粗MDI、変性MDI等が挙げられる。
【0020】
イソシアネートの配合量は、通常、フォーム原料のイソシアネートインデックスが80〜120の範囲となる量とされるが、後述の如く、このイソシアネートインデックスを低目に設定して得られる親水性軟質ポリウレタンフォームの吸水性能を高めることもできる。
【0021】
フォーム原料には、発泡剤としての水が配合され、好ましくは更に触媒、架橋剤、整泡剤等が配合される。
【0022】
水の配合量は通常、全ポリオール100重量部に対し0.5〜4.0重量部、特に0.5〜2.5重量部であるが、後述の如く、水を大過剰量で使用して、得られる親水性軟質ポリウレタンフォームの吸水性能を高めることもできる。
【0023】
触媒としては、テトラメチルヘキサメチレンジアミン、ペンタメチルジエチレントリアミン、ジメチルシクロヘキシルアミン、ビス−(ジメチルアミノエチル)エーテル、テトラメチルプロピレンジアミン、トリメチルアミノエチルピペラジン、テトラメチルエチレンジアミン、ジメチルベンジルアミン、メチルモルホリン、エチルモルホリン、トリエチレンジアミン等の軟質ポリウレタンフォームの製造に用いる通常のアミン触媒を使用することができる。上記触媒の使用量は、全ポリオール100重量部に対し0.001〜6重量部、特に0.1〜4重量部とすることが好ましい。
【0024】
また、用途により高硬度のものが望まれる場合に配合する架橋剤としては、トリメチロールプロパン、ジエチレングリコール、1,4−ブタンジオール、ジプロピレングリコール等、或いはこれらにプロピレンオキサイド又はエチレンオキサイドを付加させたものなどを用いることができ、その配合量は全ポリオール100重量部に対して0〜10重量部とすることが好ましい。
【0025】
更に、整泡剤としては、通常、軟質ポリウレタンフォーム発泡に使用されるシリコーン系界面活性剤等の整泡剤が使用され、その配合量は、全ポリオール100重量部に対し0.1〜7重量部、特に0.5〜5重量部とすることができる。
【0026】
更に、フォーム原料には必要に応じて顔料等の着色剤を配合しても良い。
【0027】
なお、本発明では、ライズタイムが60〜120秒特に80〜100秒となるような配合とするのが好ましい。
【0028】
上記成分が配合された配合物から軟質ポリウレタンフォームを発泡、製造する条件は、通常の条件で良いが、発泡温度は20〜30℃が好ましい。フォーム原料の発泡方法は、プレポリマー法、ワンショット法のいずれであっても良い。
【0029】
本発明は、このようにして発泡させたポリウレタンフォームを発泡直後にプレスする。第1図及び第2図はこのプレス方法の一例を説明する斜視図と断面図である。
【0030】
第1図の通り、この発泡成形を行うための金型は、下型1と上型2とからなる。下型1は上方が開放した容器状であり、上型2は該下型1に対し上方から嵌入しうる大きさである。下型1及び上型2はいずれもパンチングプレートよりなる。
【0031】
この金型を用いて発泡成形を行うには、第2図(a),(d)のように下型1の内面及び上型2の下面に不織布3,4を取り付ける。
【0032】
発泡成形に際しては、第2図(b)の通りフォーム原料を下型1内に供給し、第2図(c)の通り発泡させる。健康泡が発生した発泡体Fを上型2でプレスし、第2図(d)の通り一定厚みまで圧縮する。
【0033】
プレスは、発泡フォームFがライズタイムに達した後、5分以内とりわけ1分以内に行うのが好ましい。
【0034】
このプレスは、好ましくは、フォームFの元の厚さt1に対するプレス時の厚さt2の百分率t2/t1×100%が10〜50%となるように行う。
【0035】
このようにライズ直後に発泡フォームFをプレスして得られる軟質ポリウレタンフォームは、プレスによってセルが微細となったものであり、親水性に優れる。また、ライズ直後にプレスした場合、軟質ポリウレタンフォーム12の水、熱水は溶剤による溶出量は十分に低い値となる。この理由については、ライズ後に長時間が経過してから熱プレスした場合には、熱プレスによって熱分解が起こり、これによって溶出量の多い軟質ポリウレタンフォームとなるのに対し、ライズタイム直後にプレスした場合には、熱分解が生じないため、溶出量が低い値になる。
【0036】
軟質ポリウレタンフォームFは、適宜に切断されて軟質ポリウレタンフォームのスラブとされる。
【0037】
本発明においては、ポリオールとして親水性ポリオールを用いるのが好ましい。この親水性ポリオールとしてはEO含有率20〜80重量%、特に50〜80重量%のポリエーテルポリオールが好ましい。この場合、全ポリオール中の親水性ポリオールの割合は50〜70重量%であることが好ましい。
【実施例】
【0038】
以下に実施例及び比較例を挙げて本発明をより具体的に説明する。
【0039】
なお、以下の実施例及び比較例で用いた原料は次の通りである。
[使用原料]
親水性ポリオール:ポリエーテルポリオール 商品名「700W」
(平均分子量7000)
汎用ポリオール:ポリエーテルポリオール 旭硝子社製 商品名「EXENOL82
8」(平均分子量5000、水酸基価34、EO含有率15重量%)
架橋剤:1,4−ブタンジオール
ポリイソシアネート:ピュアMDI(三井武田ケミカル(株)製EX−190)/クルー
ドDI(住化バイエルウレタン製44V20)=80/20(重量
比)の混合
発泡剤:水
アミン系触媒:トリエチレンジアミン 東洋曹達社製 商品名「TOYOCATTF」
アミン系触媒:トリエチレンジアミン 東ソー(株)製 商品名「A133」
整泡剤:東レ・ダウコーニング・シリコーン製 商品名「SF2936」
【0040】
また、得られた軟質ポリウレタンフォームの物性試験方法は次の通りである。
[物性試験]
密度:試験片200×200×10mmの重量を体積で除して求めた(JIS K 6
401に準拠)。
吸水速度:0.5mlの水滴をサンプル表面に接触させることで移動させ、この水滴が
完全に吸収されるまでの時間を測定した。なお、サンプルのプレス方向と直 交方向の面の吸水速度を縦方向の吸水速度とし、プレス方向と同方向の面の 吸水速度を横方向の吸水速度として求めた。
溶出量:アセトン抽出8hrにより溶出量を求めた。
【0041】
実施例1
上記汎用ポリオール 20重量部
上記親水性ポリオール 70重量部
1,4−ブタンジオール 10重量部
ポリイソシアネート 12重量部
(0.25当量分)
を均一に混合してプレポリマーとした。
このプレポリマー100重量部に対し
水 2重量部
アミン系触媒(TOYOCATTF) 0.3重量部
アミン系触媒(A133) 0.5重量部
整泡剤 2.5重量部
ポリイソシアネート 64重量部
(イソシアネートインデックス90)
を加え、200×200mmの方形容器状のモールド内でフリー発泡させた。このライズタイムは平均して約90秒であった。ライズが停止した後、直ちに(即ち1〜5分以内に)フォームをモールドより取り出し、離型紙付きアルミ板で上方から押圧し、厚さを半分(50%)にまで押し縮め、この状態に10分間保つことにより、セルを微細化させた軟質ポリウレタンフォームを得た。
【0042】
比較例1
実施例1のプレス前の軟質ポリウレタンフォームをサンプルとして同様の物性測定を行った。
【0043】
【表1】
【0044】
表1より、本発明によれば、吸水性能に優れた、しかも溶出量の少ない親水性軟質ポリウレタンフォームが提供されることが分かる。
【図面の簡単な説明】
【0045】
【図1】プレスに用いられる金型の斜視図である。
【図2】プレス方法を示す断面図である。
【符号の説明】
【0046】
1 下型
2 上型
3,4 不織布
【特許請求の範囲】
【請求項1】
ポリオールとポリイソシアネートとを含むフォーム原料を発泡させると共に、発泡直後の軟質ポリウレタンフォームをプレスすることを特徴とする親水性軟質ポリウレタンフォームの製造方法。
【請求項2】
請求項1において、フォームの厚さが元の厚さの10〜50%となるようにプレスすることを特徴とする親水性軟質ポリウレタンフォームの製造方法。
【請求項3】
請求項1又は2において、プレスを健康泡の発生後1〜5分以内に開始することを特徴とする親水性軟質ポリウレタンフォームの製造方法。
【請求項4】
請求項1ないし3のいずれか1項において、プレスを5〜30分間行うことを特徴とする親水性軟質ポリウレタンフォームの製造方法。
【請求項5】
請求項1ないし4のいずれか1項において、前記フォーム原料のイソシアネートインデックスが60〜95であることを特徴とする親水性軟質ポリウレタンフォームの製造方法。
【請求項1】
ポリオールとポリイソシアネートとを含むフォーム原料を発泡させると共に、発泡直後の軟質ポリウレタンフォームをプレスすることを特徴とする親水性軟質ポリウレタンフォームの製造方法。
【請求項2】
請求項1において、フォームの厚さが元の厚さの10〜50%となるようにプレスすることを特徴とする親水性軟質ポリウレタンフォームの製造方法。
【請求項3】
請求項1又は2において、プレスを健康泡の発生後1〜5分以内に開始することを特徴とする親水性軟質ポリウレタンフォームの製造方法。
【請求項4】
請求項1ないし3のいずれか1項において、プレスを5〜30分間行うことを特徴とする親水性軟質ポリウレタンフォームの製造方法。
【請求項5】
請求項1ないし4のいずれか1項において、前記フォーム原料のイソシアネートインデックスが60〜95であることを特徴とする親水性軟質ポリウレタンフォームの製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2008−266442(P2008−266442A)
【公開日】平成20年11月6日(2008.11.6)
【国際特許分類】
【出願番号】特願2007−110649(P2007−110649)
【出願日】平成19年4月19日(2007.4.19)
【出願人】(000005278)株式会社ブリヂストン (11,469)
【Fターム(参考)】
【公開日】平成20年11月6日(2008.11.6)
【国際特許分類】
【出願日】平成19年4月19日(2007.4.19)
【出願人】(000005278)株式会社ブリヂストン (11,469)
【Fターム(参考)】
[ Back to top ]