
電気亜鉛めっき鋼板の製造方法

【課題】高電流密度で電解処理を行う場合であっても、電流効率の低下を生じることなく、良好な外観のめっき層を形成できる電気亜鉛めっき鋼板の製造方法を提供する。
【解決手段】めっき浴の、Zn濃度を1mol/L以上、温度を50℃以上、pHを−0.5〜1.0の範囲、上記めっき浴と上記被処理鋼板との相対流速を2m/s以上にすると共に、上記電解処理における1回当たりの通電時間tが、次式(I)

(ただし、i:電流密度(A/dm2)、t:通電時間(s))の関係を満足する電解処理を、複数回実施する。
【解決手段】めっき浴の、Zn濃度を1mol/L以上、温度を50℃以上、pHを−0.5〜1.0の範囲、上記めっき浴と上記被処理鋼板との相対流速を2m/s以上にすると共に、上記電解処理における1回当たりの通電時間tが、次式(I)
(ただし、i:電流密度(A/dm2)、t:通電時間(s))の関係を満足する電解処理を、複数回実施する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電気亜鉛めっき鋼板の製造方法に関し、特に、高電流密度で電解処理を行う場合であっても、電流効率の低下を生じることなく、良好な外観のめっき層を形成しようとするものである。
【背景技術】
【0002】
電気亜鉛めっき鋼板は、一般的に、電気亜鉛めっきライン設備によって製造される。ここで、電気亜鉛めっき鋼板の製造コストを大幅に低減するためには、電気亜鉛めっきラインの高速化や、めっきライン設備の小型化が有効であると考えられる。めっきラインの高速化によって、短時間で大量に電気亜鉛めっき鋼板を製造することができ、めっき設備の小型化によって、設備費や維持費、補修費等の経費を削減することができるためである。
【0003】
めっきラインの高速化及びめっきライン設備の小型化を実現するためには、短時間で電気亜鉛めっき層を形成することが不可欠となる。そして、短時間で上記めっき層を形成するためには、めっき形成時の電解処理における電流密度を大幅に高める必要がある。例えば、めっきラインスピード300mpm以上、アノード電極長を合計1.5m以下とするためには、通電時間は0.3秒以下となり、所望のめっき付着量6g/m2以上を得るためには、600A/dm2以上の電流密度が必要となる。
【0004】
高電流密度で電気亜鉛めっき層を形成するための技術として、例えば特許文献1には、硫酸濃度、伝導補助剤濃度、亜鉛濃度及び不純物濃度を適正範囲に保っためっき浴を用いることで、高電流密度であっても、所望のめっき層を形成できる亜鉛めっき鋼板の製造方法が開示されている。また、特許文献2には、硫酸濃度及び浴温が適正化されためっき浴を用い、被処理鋼板とめっき液との相対流速を調整することで、高電流密度で電解処理を行った場合であっても、所望の電気亜鉛めっき層を形成できる電気亜鉛めっき鋼板の製造方法が開示されている。さらに、特許文献3及び4には、亜鉛イオン、pH及び浴温の適正化が図られためっき浴を用い、被処理鋼板とめっき液との相対流速を調整することで、高電流密度で電解処理を行った場合であっても、所望の電気亜鉛めっき層を形成できる電気亜鉛めっき鋼板の製造方法が開示されている。
【0005】
しかしながら、特許文献1〜4の電気亜鉛めっき鋼板の製造方法については、いずれも150〜500A/dm2程度の電流密度を対象としている。そのため、これらの方法を500A/dm2を超える高電流密度の電解処理に適用した場合、限界電流密度を超えるために電流効率が低下する問題や、また、鋼板表面でめっき浴のpHが上昇するために上記めっき層を適切に形成することができず、めっき焼けやめっきムラ等の外観劣化が生じるという問題があった。
【0006】
その他、安定した亜鉛系めっき層を形成することができる方法として、例えば特許文献5には、同一組成のめっき液を用いて、まず鋼板の少なくとも片面にパルス電流を使用して付着量10〜1000mg/m2の亜鉛系合金めっきを施し、次いで直流電源を使用することで、所望のめっき層を形成することを特徴とするめっき密着性に優れた亜鉛系合金電気めっき鋼板の製造方法が開示されている。
【0007】
しかしながら、特許文献5に記載の製造方法は、パルス電流を用いて薄い初期めっき層を形成した後、電流密度30〜150A/dm2で20〜40g/m2の亜鉛めっきを施すことから、全体のめっき時間が長くなり、めっきラインの高速化やめっき設備の小型化には寄与しない。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平11−200087号公報
【特許文献2】特開平6−336691号公報
【特許文献3】特開平6−136594号公報
【特許文献4】特開平6−2193号公報
【特許文献5】特開昭63−11688号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、上記の現状に鑑み開発されたもので、製造条件の適正化を図ることにより、高電流密度で電解処理を行う場合であっても、電流効率の低下を生じることなく、良好な外観のめっき層を形成できる電気亜鉛めっき鋼板の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明者らは、電気亜鉛めっき浴中で、被処理鋼板を陰極として600A/dm2以上の電流密度で電解処理することにより、上記被処理鋼板の表面に電気亜鉛めっき層を形成する電気亜鉛めっき鋼板の製造方法について、鋼板表面の拡散層の成長抑制に着目して検討を重ねた結果、上記めっき浴の、Zn濃度、温度、pH及び、上記被処理鋼板との相対流速の適正化を図ると共に、通電時間の調整を行った電解処理を、複数回実施することで、拡散層の成長が抑制され、限界電流密度を高めることが可能となるため、600A/dm2以上の高電流密度で電解処理を行った場合であっても、電流効率の低下を生じることなく、良好な外観のめっき層を形成できることを見出した。
【0011】
本発明は、このような知見に基づきなされたもので、その要旨は以下の通りである。
(1)電気亜鉛めっき浴中で、被処理鋼板を陰極として600A/dm2以上の電流密度で電解処理することにより、上記被処理鋼板の表面に電気亜鉛めっき層を形成するに際し、上記めっき浴の、Zn濃度を1mol/L以上、温度を50℃以上、pHを−0.5〜1.0の範囲、上記めっき浴と上記被処理鋼板との相対流速を2m/s以上にすると共に、上記電解処理における1回当たりの通電時間tが、次式(I)
(ただし、i:電流密度(A/dm2)、t:通電時間(s))
の関係を満足する電解処理を、複数回実施することを特徴とする電気亜鉛めっき鋼板の製造方法。
【0012】
(2)前記通電時間tを、0.01s以上とすることを特徴とする上記(1)に記載の電気亜鉛めっき鋼板の製造方法。
【0013】
(3)前記電解処理の回数を、2〜6回の範囲とすることを特徴とする上記(1)又は(2)に記載の電気亜鉛めっき鋼板の製造方法。
【0014】
(4)前記電解処理を行う間隔を、0.1〜0.5sの範囲とすることを特徴とする上記(1)〜(3)のいずれかに記載の電気亜鉛めっき鋼板の製造方法。
【0015】
(5)前記電解処理の電流密度を、600〜1200A/dm2の範囲とすることを特徴とする上記(1)〜(4)のいずれかに記載の電気亜鉛めっき鋼板の製造方法。
【0016】
(6)前記めっき浴と前記被処理鋼板との相対流速が、7m/s以上であることを特徴とする上記(1)〜(5)のいずれかに記載の電気亜鉛めっき鋼板の製造方法。
【0017】
(7)前記亜鉛めっき層の付着量を、片面当たり6〜30g/m2の範囲とすることを特徴とする上記(1)〜(6)のいずれかに記載の電気亜鉛めっき鋼板の製造方法。
【発明の効果】
【0018】
本発明によれば、高電流密度で電解処理を行う場合であっても、電流効率の低下を生じることなく、めっきムラのない良好な外観のめっき層を形成することができる。
【図面の簡単な説明】
【0019】
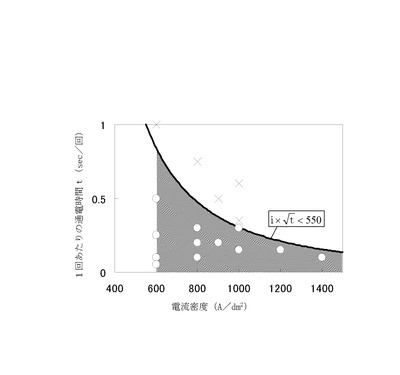
【図1】電流密度及び通電時間と、めっきムラの発生状況との関係を示したグラフである。
【発明を実施するための形態】
【0020】
以下、本発明の解明経緯について説明する。
本発明に従う電気亜鉛めっき鋼板の製造方法は、電気亜鉛めっき浴中で、被処理鋼板を陰極として600A/dm2以上の電流密度で電解処理することにより、上記被処理鋼板の表面に電気亜鉛めっき層を形成するに際し、
上記めっき浴の、Zn濃度を1mol/L以上、温度を50℃以上、pHを−0.5〜1.0の範囲、上記めっき浴と上記被処理鋼板との相対流速を2m/s以上にすると共に、上記電解処理における1回当たりの通電時間tが、次式(I)
(ただし、i:電流密度(A/dm2)、t:通電時間(s))
の関係を満足する電解処理を、複数回実施することを特徴とする。
【0021】
高速めっきを実現するためには、600A/dm2以上の高電流密度を利用することが有利であるが、従来の電気亜鉛めっき鋼板の製造方法では、600A/dm2以上の電流密度を用いた場合、陰極(前記被処理鋼板)表面におけるZnイオンの濃度が減少し、限界電流密度を超えることとなり、水素発生が優勢となる結果、電流効率(流した電流のうち目的とする電極反応に使用された電流の割合)の低下及び、めっき外観の劣化という問題があった。
【0022】
前記限界電流密度は、反応が定常状態となれば一定の値を示すが、通電初期の数秒間は、t1/2(t:通電時間)に逆比例して減少する。そのため、本発明では、通電時間tが数秒以内であることから、通電時間tを短くすることで、限界電流密度を上昇させることが可能となる。
【0023】
そして、上記限界電流密度に関して、電流密度と1回当たりの通電時間tとの関係について調べたところ、次式(I)
(ただし、i:電流密度(A/dm2)、t:通電時間(s))
の関係を満足させることで、限界電流密度以下でめっきを行うことが可能となり、電流効率の低下及びめっき層の外観劣化を抑制することができることがわかった。
ここで、図1は、その他の条件を全て同様にして、電流密度(A/dm2)及び1回当たりの通電時間tを変化させて電気亜鉛めっき鋼板のサンプルを17作製したときの、めっきムラの発生について目視での評価を示したグラフである。なお、図1中の斜線部分が、上記(I)式を満足させ且つ電流密度iが600(A/dm2)以上の領域であり、○はめっき外観が良好(めっきムラなし若しくはめっきムラが軽微)、×はめっき外観が不良(大きなめっきムラあり)であることを意味する。図1から、上記(I)式を満足させることで良好な外観のめっきを形成できることがわかる。
加えて、前記電解処理を複数回に分けて行っていることから、亜鉛結晶を連続的に成長させず、二次結晶核の成長を促すことができる結果、微細且つ均一な亜鉛めっき層を形成することが可能となる。
【0024】
また、前記電解処理の1回当たりの通電時間tは、0.01s以上とすることが好ましい。前記通電時間tが、0.01s以上であれば、所望の付着量の前記亜鉛めっき層を得るために相当数の電解が必要とならず、製造効率が低下することがないためである。一方、上限については、電流密度(600A/dm2以上)との関係で0.84s程度となる。
【0025】
さらに、前記電解処理を行う間隔(インターバル)を、0.1〜0.5sの範囲とすることが好ましい。前記電解処理を行った後に一定時間空けることで、陰極(被処理鋼板)表面近傍の亜鉛濃度を回復させる必要があるからである。そして、前記間隔が0.1s以上であれば、十分に陰極(被処理鋼板)表面近傍の亜鉛濃度が回復でき、電流効率の低下及びめっきの外観劣化が発生することがなく、一方、前記間隔が0.5s以下であれば、間隔が長すぎることがなく、所望のめっき層を得るのに長時間を要さず、製造効率が低下しないからである。
【0026】
さらに、前記電解処理の回数を、2〜6回の範囲とすることが好ましい。前記電解処理の回数が2回以上であれば、所望の付着量のめっき層を得るために電流密度を大幅に高くしたり、一回当たりの電解処理時間を長くする必要がないため、電流効率の低下及びめっきの外観劣化が発生することがない。一方、前記電解処理の回数が6回以下であれば、処理回数が多過ぎることがないため、所望のめっき層を得るのに長時間を要することがなく、設備の小型化に寄与できる。なお、本発明での前記電解処理の回数は、前記被処理鋼板の任意の一箇所が、前記めっき浴に接触して(浸漬して)から該めっき浴から離れるまでの間に行われた電解処理の回数のことをいう。
【0027】
また、本発明では、前記めっき浴のZn濃度を1mol/L以上とする。前記Zn濃度が1mol/L未満の場合、Zn濃度が低すぎるため限界電流密度が低下し、電流効率が低下する結果、めっきの外観が劣化するからである。さらに、良好な前記亜鉛めっき層を得る点から、前記Zn濃度を1.5mol/L以上とすることが好ましい。なお、前記mol/Lの「L」とは、「リットル」を意味する。
【0028】
また、本発明では、前記めっき浴の温度を50℃以上とする。前記温度が50℃未満の場合、亜鉛イオンの拡散係数が小さくなり、めっき浴の粘度が上昇するため、限界電流密度が低下する結果、高電流密度(600A/dm2以上)で電解処理を行った場合にめっき焼けが生じるからである。さらに、前記温度を50℃以上とすることで、前記めっき浴の電導度を十分に確保することができるからである。なお、前記めっき浴の温度の上限については特に限定しないが、温度上昇に伴うめっき浴の蒸発を抑制する点からは、上限を90℃とすることが好ましい。
【0029】
また、本発明による製造方法では、前記めっき浴のpHを低く(−0.5〜1.0の範囲)する必要がある。高電流密度(600A/dm2以上)で電解処理を行った場合に、めっき浴のpHが上昇し、前記被処理鋼板の表面上に亜鉛水酸化物が生成する結果、形成されためっき層の白色度が低下(めっき焼け)したり、めっきムラが発生することを抑制するためである。なお、前記pHの範囲を−0.5〜1.0としたのは、pHが−0.5未満の場合、水素発生反応が起こりやすくなるため、電流効率が低下するからであり、一方、pHが1.0を超えると、前記被処理鋼板の表面上に亜鉛水酸化物が生成しやすくなり、めっき層の外観劣化を招くからである。さらに、水素発生反応を抑制しつつ、高い電導度を確保するという点からは、前記pHを−0.2〜0.5の範囲とすることが好ましい。
【0030】
また、本発明による製造方法では、前記めっき浴と前記被処理鋼板との相対流速を2m/s以上とする。相対流速が2m/s未満の場合、前記被処理鋼板の表面に前記拡散層が形成されやすくなるため、高電流密度(600A/dm2以上)で電解処理を行った場合にめっき焼け及びめっきムラが生じるからである。さらに、確実にめっき焼け及びめっきムラの発生を抑制する点からは、前記相対流速を7m/s以上とすることが好ましい。なお、前記相対流速とは、前記被処理鋼板に到達する直前の前記めっき浴の相対速度のことであり、本発明では、前記被処理鋼板に到達する直前(例えば50cm手前)のめっき液の流量を面積流量計により測定し、その値を前記被処理鋼板とアノード間を通過する液の流路の断面積で除した値を相対流速としている。
【0031】
なお、前記めっき浴の浴種については、特に限定はせず、例えば、例えば、硫酸浴、塩化物浴、及びこれらの混合浴等を用いることができる。ただし、塩化物浴では、不溶性アノードを用いた際に発生する塩素ガスを処理する必要があるため、硫酸浴とすることが好ましい。
【0032】
さらに、必要に応じて、前記めっき浴中に、電導度補助剤を添加することができる。前記めっき浴の電導度を向上させることができるからである。上記電導度補助剤としては、例えば、硫酸ナトリウム、硫酸アンモニウム、硫酸カリウム等が挙げられる。ただし、添加量が多くなると、高電流密度(600A/dm2以上)で電解処理を行った場合にめっきの白色度が低下するおそれがあるため、前記電導度補助剤の添加量は、0.5mol/L以下であることが好ましい。
なお、前記めっき浴中には、不可避的に不純物(鋼板からの溶解成分、めっきライン設備からの溶出成分など)が混入される場合があるが、少量含有する場合であっても、本発明の効果に影響を与えることはない。
【0033】
また、前記電解処理に用いられる電流密度は、効率的に前記亜鉛めっき層の形成を行うため、600A/dm2以上とする。ただし、前記電流密度が高くなりすぎると、形成された前記亜鉛めっき層の白色度がわずかに低下するおそれがあることから、前記電流密度は、1200A/dm2以下であることが好ましい。
【0034】
なお、本発明の製造方法により形成した前記亜鉛めっき層については、その付着量が、片面当たり6〜30g/m2の範囲であることが好ましい。付着量が6g/m2以上であれば、目的とする耐食性を得ることができ、一方、付着量が30g/m2以下であれば、製造コストの高騰を招くことがないからである。
【0035】
上述したところは、この発明の実施形態の一例を示したにすぎず、請求の範囲の記載に応じて種々の変更を加えることができる。
【実施例】
【0036】
本発明の実施例について説明する。
(サンプル1〜32)
脱脂・酸洗処理を施した冷延鋼板を被処理鋼板として用意し、電気亜鉛めっき浴中で、上記被処理鋼板を陰極として表1に示す電流密度(A/dm2)で電解処理することにより、上記被処理鋼板の表面に、表1に示す片面当たりの付着量(g/m2)の電気亜鉛めっき層を形成し、各サンプルとなる電気亜鉛めっき鋼板を作製した。
なお、めっき浴の条件(硫酸亜鉛濃度(mol/L)、硫酸ナトリウム濃度(mol/L)温度(℃)、pH及び被処理鋼板との相対流速(m/s))、電解処理の条件(通電時間(s)、通電間隔(s)、回数(回)及びi×t1/2)については表1に示す。
【0037】
【表1】
【0038】
以上のようにして得られた電気亜鉛めっき鋼板のサンプル1〜32について評価を行った。評価方法を以下に示す。
【0039】
(評価方法)
(1)電流効率
各サンプルの亜鉛めっき層を希硫酸で溶解し、溶解液中のZn濃度をICP(質量分析装置)によって測定し、亜鉛めっきの付着量(g/m2)を得た。そして、測定により得られた亜鉛めっきの付着量(g/m2)と、めっき時に通電した電気量より得られる理論値から、以下の式に従ってめっきの電流効率(%)を算出した。
電流効率(%)=(測定により得られた亜鉛めっき付着量)/(理論付着量)×100
評価は、以下の基準に従って行い、評価結果を表2に示す。
◎:電流効率が、95%以上
○:電流効率が、90%以上、95%未満
×:電流効率が、90%未満
【0040】
(2)外観色調
各サンプルについて、色差計(日本電色工業(株)製のSE2000)を用いてSCE(正反射光除去)による明度(L値)の測定を行った。評価は、以下の基準に従って行い、測定値及び評価結果を表2に示す。
◎:L値が、78以上
○:L値が、76%以上、78%未満
×:L値が、76%未満
【0041】
(3)めっきムラ
各サンプルについて、めっきムラの発生状況について、目視によって評価した。評価は、以下の基準に従って行い、評価結果を表2に示す。
◎:めっきムラがない
○:軽微なめっきムラのみがある
×:大きなめっきムラがある
【0042】
【表2】
【0043】
表2の結果から、本発明の範囲である実施例のサンプル(1〜6、8〜11、14〜16、18、20、21、23、24及び29〜32)は、比較例のサンプル(7、12、13、17、19、22及び25〜28)に比べて、電流効率、外観色調及びめっきムラのいずれの項目についても良好な結果であることがわかる。
【産業上の利用可能性】
【0044】
本発明によれば、高電流密度で電解処理を行う場合であっても、電流効率の低下を生じることなく、良好な外観のめっき層を形成できる電気亜鉛めっき鋼板の製造方法を提供することが可能である。
【技術分野】
【0001】
本発明は、電気亜鉛めっき鋼板の製造方法に関し、特に、高電流密度で電解処理を行う場合であっても、電流効率の低下を生じることなく、良好な外観のめっき層を形成しようとするものである。
【背景技術】
【0002】
電気亜鉛めっき鋼板は、一般的に、電気亜鉛めっきライン設備によって製造される。ここで、電気亜鉛めっき鋼板の製造コストを大幅に低減するためには、電気亜鉛めっきラインの高速化や、めっきライン設備の小型化が有効であると考えられる。めっきラインの高速化によって、短時間で大量に電気亜鉛めっき鋼板を製造することができ、めっき設備の小型化によって、設備費や維持費、補修費等の経費を削減することができるためである。
【0003】
めっきラインの高速化及びめっきライン設備の小型化を実現するためには、短時間で電気亜鉛めっき層を形成することが不可欠となる。そして、短時間で上記めっき層を形成するためには、めっき形成時の電解処理における電流密度を大幅に高める必要がある。例えば、めっきラインスピード300mpm以上、アノード電極長を合計1.5m以下とするためには、通電時間は0.3秒以下となり、所望のめっき付着量6g/m2以上を得るためには、600A/dm2以上の電流密度が必要となる。
【0004】
高電流密度で電気亜鉛めっき層を形成するための技術として、例えば特許文献1には、硫酸濃度、伝導補助剤濃度、亜鉛濃度及び不純物濃度を適正範囲に保っためっき浴を用いることで、高電流密度であっても、所望のめっき層を形成できる亜鉛めっき鋼板の製造方法が開示されている。また、特許文献2には、硫酸濃度及び浴温が適正化されためっき浴を用い、被処理鋼板とめっき液との相対流速を調整することで、高電流密度で電解処理を行った場合であっても、所望の電気亜鉛めっき層を形成できる電気亜鉛めっき鋼板の製造方法が開示されている。さらに、特許文献3及び4には、亜鉛イオン、pH及び浴温の適正化が図られためっき浴を用い、被処理鋼板とめっき液との相対流速を調整することで、高電流密度で電解処理を行った場合であっても、所望の電気亜鉛めっき層を形成できる電気亜鉛めっき鋼板の製造方法が開示されている。
【0005】
しかしながら、特許文献1〜4の電気亜鉛めっき鋼板の製造方法については、いずれも150〜500A/dm2程度の電流密度を対象としている。そのため、これらの方法を500A/dm2を超える高電流密度の電解処理に適用した場合、限界電流密度を超えるために電流効率が低下する問題や、また、鋼板表面でめっき浴のpHが上昇するために上記めっき層を適切に形成することができず、めっき焼けやめっきムラ等の外観劣化が生じるという問題があった。
【0006】
その他、安定した亜鉛系めっき層を形成することができる方法として、例えば特許文献5には、同一組成のめっき液を用いて、まず鋼板の少なくとも片面にパルス電流を使用して付着量10〜1000mg/m2の亜鉛系合金めっきを施し、次いで直流電源を使用することで、所望のめっき層を形成することを特徴とするめっき密着性に優れた亜鉛系合金電気めっき鋼板の製造方法が開示されている。
【0007】
しかしながら、特許文献5に記載の製造方法は、パルス電流を用いて薄い初期めっき層を形成した後、電流密度30〜150A/dm2で20〜40g/m2の亜鉛めっきを施すことから、全体のめっき時間が長くなり、めっきラインの高速化やめっき設備の小型化には寄与しない。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平11−200087号公報
【特許文献2】特開平6−336691号公報
【特許文献3】特開平6−136594号公報
【特許文献4】特開平6−2193号公報
【特許文献5】特開昭63−11688号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、上記の現状に鑑み開発されたもので、製造条件の適正化を図ることにより、高電流密度で電解処理を行う場合であっても、電流効率の低下を生じることなく、良好な外観のめっき層を形成できる電気亜鉛めっき鋼板の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明者らは、電気亜鉛めっき浴中で、被処理鋼板を陰極として600A/dm2以上の電流密度で電解処理することにより、上記被処理鋼板の表面に電気亜鉛めっき層を形成する電気亜鉛めっき鋼板の製造方法について、鋼板表面の拡散層の成長抑制に着目して検討を重ねた結果、上記めっき浴の、Zn濃度、温度、pH及び、上記被処理鋼板との相対流速の適正化を図ると共に、通電時間の調整を行った電解処理を、複数回実施することで、拡散層の成長が抑制され、限界電流密度を高めることが可能となるため、600A/dm2以上の高電流密度で電解処理を行った場合であっても、電流効率の低下を生じることなく、良好な外観のめっき層を形成できることを見出した。
【0011】
本発明は、このような知見に基づきなされたもので、その要旨は以下の通りである。
(1)電気亜鉛めっき浴中で、被処理鋼板を陰極として600A/dm2以上の電流密度で電解処理することにより、上記被処理鋼板の表面に電気亜鉛めっき層を形成するに際し、上記めっき浴の、Zn濃度を1mol/L以上、温度を50℃以上、pHを−0.5〜1.0の範囲、上記めっき浴と上記被処理鋼板との相対流速を2m/s以上にすると共に、上記電解処理における1回当たりの通電時間tが、次式(I)
(ただし、i:電流密度(A/dm2)、t:通電時間(s))
の関係を満足する電解処理を、複数回実施することを特徴とする電気亜鉛めっき鋼板の製造方法。
【0012】
(2)前記通電時間tを、0.01s以上とすることを特徴とする上記(1)に記載の電気亜鉛めっき鋼板の製造方法。
【0013】
(3)前記電解処理の回数を、2〜6回の範囲とすることを特徴とする上記(1)又は(2)に記載の電気亜鉛めっき鋼板の製造方法。
【0014】
(4)前記電解処理を行う間隔を、0.1〜0.5sの範囲とすることを特徴とする上記(1)〜(3)のいずれかに記載の電気亜鉛めっき鋼板の製造方法。
【0015】
(5)前記電解処理の電流密度を、600〜1200A/dm2の範囲とすることを特徴とする上記(1)〜(4)のいずれかに記載の電気亜鉛めっき鋼板の製造方法。
【0016】
(6)前記めっき浴と前記被処理鋼板との相対流速が、7m/s以上であることを特徴とする上記(1)〜(5)のいずれかに記載の電気亜鉛めっき鋼板の製造方法。
【0017】
(7)前記亜鉛めっき層の付着量を、片面当たり6〜30g/m2の範囲とすることを特徴とする上記(1)〜(6)のいずれかに記載の電気亜鉛めっき鋼板の製造方法。
【発明の効果】
【0018】
本発明によれば、高電流密度で電解処理を行う場合であっても、電流効率の低下を生じることなく、めっきムラのない良好な外観のめっき層を形成することができる。
【図面の簡単な説明】
【0019】
【図1】電流密度及び通電時間と、めっきムラの発生状況との関係を示したグラフである。
【発明を実施するための形態】
【0020】
以下、本発明の解明経緯について説明する。
本発明に従う電気亜鉛めっき鋼板の製造方法は、電気亜鉛めっき浴中で、被処理鋼板を陰極として600A/dm2以上の電流密度で電解処理することにより、上記被処理鋼板の表面に電気亜鉛めっき層を形成するに際し、
上記めっき浴の、Zn濃度を1mol/L以上、温度を50℃以上、pHを−0.5〜1.0の範囲、上記めっき浴と上記被処理鋼板との相対流速を2m/s以上にすると共に、上記電解処理における1回当たりの通電時間tが、次式(I)
(ただし、i:電流密度(A/dm2)、t:通電時間(s))
の関係を満足する電解処理を、複数回実施することを特徴とする。
【0021】
高速めっきを実現するためには、600A/dm2以上の高電流密度を利用することが有利であるが、従来の電気亜鉛めっき鋼板の製造方法では、600A/dm2以上の電流密度を用いた場合、陰極(前記被処理鋼板)表面におけるZnイオンの濃度が減少し、限界電流密度を超えることとなり、水素発生が優勢となる結果、電流効率(流した電流のうち目的とする電極反応に使用された電流の割合)の低下及び、めっき外観の劣化という問題があった。
【0022】
前記限界電流密度は、反応が定常状態となれば一定の値を示すが、通電初期の数秒間は、t1/2(t:通電時間)に逆比例して減少する。そのため、本発明では、通電時間tが数秒以内であることから、通電時間tを短くすることで、限界電流密度を上昇させることが可能となる。
【0023】
そして、上記限界電流密度に関して、電流密度と1回当たりの通電時間tとの関係について調べたところ、次式(I)
(ただし、i:電流密度(A/dm2)、t:通電時間(s))
の関係を満足させることで、限界電流密度以下でめっきを行うことが可能となり、電流効率の低下及びめっき層の外観劣化を抑制することができることがわかった。
ここで、図1は、その他の条件を全て同様にして、電流密度(A/dm2)及び1回当たりの通電時間tを変化させて電気亜鉛めっき鋼板のサンプルを17作製したときの、めっきムラの発生について目視での評価を示したグラフである。なお、図1中の斜線部分が、上記(I)式を満足させ且つ電流密度iが600(A/dm2)以上の領域であり、○はめっき外観が良好(めっきムラなし若しくはめっきムラが軽微)、×はめっき外観が不良(大きなめっきムラあり)であることを意味する。図1から、上記(I)式を満足させることで良好な外観のめっきを形成できることがわかる。
加えて、前記電解処理を複数回に分けて行っていることから、亜鉛結晶を連続的に成長させず、二次結晶核の成長を促すことができる結果、微細且つ均一な亜鉛めっき層を形成することが可能となる。
【0024】
また、前記電解処理の1回当たりの通電時間tは、0.01s以上とすることが好ましい。前記通電時間tが、0.01s以上であれば、所望の付着量の前記亜鉛めっき層を得るために相当数の電解が必要とならず、製造効率が低下することがないためである。一方、上限については、電流密度(600A/dm2以上)との関係で0.84s程度となる。
【0025】
さらに、前記電解処理を行う間隔(インターバル)を、0.1〜0.5sの範囲とすることが好ましい。前記電解処理を行った後に一定時間空けることで、陰極(被処理鋼板)表面近傍の亜鉛濃度を回復させる必要があるからである。そして、前記間隔が0.1s以上であれば、十分に陰極(被処理鋼板)表面近傍の亜鉛濃度が回復でき、電流効率の低下及びめっきの外観劣化が発生することがなく、一方、前記間隔が0.5s以下であれば、間隔が長すぎることがなく、所望のめっき層を得るのに長時間を要さず、製造効率が低下しないからである。
【0026】
さらに、前記電解処理の回数を、2〜6回の範囲とすることが好ましい。前記電解処理の回数が2回以上であれば、所望の付着量のめっき層を得るために電流密度を大幅に高くしたり、一回当たりの電解処理時間を長くする必要がないため、電流効率の低下及びめっきの外観劣化が発生することがない。一方、前記電解処理の回数が6回以下であれば、処理回数が多過ぎることがないため、所望のめっき層を得るのに長時間を要することがなく、設備の小型化に寄与できる。なお、本発明での前記電解処理の回数は、前記被処理鋼板の任意の一箇所が、前記めっき浴に接触して(浸漬して)から該めっき浴から離れるまでの間に行われた電解処理の回数のことをいう。
【0027】
また、本発明では、前記めっき浴のZn濃度を1mol/L以上とする。前記Zn濃度が1mol/L未満の場合、Zn濃度が低すぎるため限界電流密度が低下し、電流効率が低下する結果、めっきの外観が劣化するからである。さらに、良好な前記亜鉛めっき層を得る点から、前記Zn濃度を1.5mol/L以上とすることが好ましい。なお、前記mol/Lの「L」とは、「リットル」を意味する。
【0028】
また、本発明では、前記めっき浴の温度を50℃以上とする。前記温度が50℃未満の場合、亜鉛イオンの拡散係数が小さくなり、めっき浴の粘度が上昇するため、限界電流密度が低下する結果、高電流密度(600A/dm2以上)で電解処理を行った場合にめっき焼けが生じるからである。さらに、前記温度を50℃以上とすることで、前記めっき浴の電導度を十分に確保することができるからである。なお、前記めっき浴の温度の上限については特に限定しないが、温度上昇に伴うめっき浴の蒸発を抑制する点からは、上限を90℃とすることが好ましい。
【0029】
また、本発明による製造方法では、前記めっき浴のpHを低く(−0.5〜1.0の範囲)する必要がある。高電流密度(600A/dm2以上)で電解処理を行った場合に、めっき浴のpHが上昇し、前記被処理鋼板の表面上に亜鉛水酸化物が生成する結果、形成されためっき層の白色度が低下(めっき焼け)したり、めっきムラが発生することを抑制するためである。なお、前記pHの範囲を−0.5〜1.0としたのは、pHが−0.5未満の場合、水素発生反応が起こりやすくなるため、電流効率が低下するからであり、一方、pHが1.0を超えると、前記被処理鋼板の表面上に亜鉛水酸化物が生成しやすくなり、めっき層の外観劣化を招くからである。さらに、水素発生反応を抑制しつつ、高い電導度を確保するという点からは、前記pHを−0.2〜0.5の範囲とすることが好ましい。
【0030】
また、本発明による製造方法では、前記めっき浴と前記被処理鋼板との相対流速を2m/s以上とする。相対流速が2m/s未満の場合、前記被処理鋼板の表面に前記拡散層が形成されやすくなるため、高電流密度(600A/dm2以上)で電解処理を行った場合にめっき焼け及びめっきムラが生じるからである。さらに、確実にめっき焼け及びめっきムラの発生を抑制する点からは、前記相対流速を7m/s以上とすることが好ましい。なお、前記相対流速とは、前記被処理鋼板に到達する直前の前記めっき浴の相対速度のことであり、本発明では、前記被処理鋼板に到達する直前(例えば50cm手前)のめっき液の流量を面積流量計により測定し、その値を前記被処理鋼板とアノード間を通過する液の流路の断面積で除した値を相対流速としている。
【0031】
なお、前記めっき浴の浴種については、特に限定はせず、例えば、例えば、硫酸浴、塩化物浴、及びこれらの混合浴等を用いることができる。ただし、塩化物浴では、不溶性アノードを用いた際に発生する塩素ガスを処理する必要があるため、硫酸浴とすることが好ましい。
【0032】
さらに、必要に応じて、前記めっき浴中に、電導度補助剤を添加することができる。前記めっき浴の電導度を向上させることができるからである。上記電導度補助剤としては、例えば、硫酸ナトリウム、硫酸アンモニウム、硫酸カリウム等が挙げられる。ただし、添加量が多くなると、高電流密度(600A/dm2以上)で電解処理を行った場合にめっきの白色度が低下するおそれがあるため、前記電導度補助剤の添加量は、0.5mol/L以下であることが好ましい。
なお、前記めっき浴中には、不可避的に不純物(鋼板からの溶解成分、めっきライン設備からの溶出成分など)が混入される場合があるが、少量含有する場合であっても、本発明の効果に影響を与えることはない。
【0033】
また、前記電解処理に用いられる電流密度は、効率的に前記亜鉛めっき層の形成を行うため、600A/dm2以上とする。ただし、前記電流密度が高くなりすぎると、形成された前記亜鉛めっき層の白色度がわずかに低下するおそれがあることから、前記電流密度は、1200A/dm2以下であることが好ましい。
【0034】
なお、本発明の製造方法により形成した前記亜鉛めっき層については、その付着量が、片面当たり6〜30g/m2の範囲であることが好ましい。付着量が6g/m2以上であれば、目的とする耐食性を得ることができ、一方、付着量が30g/m2以下であれば、製造コストの高騰を招くことがないからである。
【0035】
上述したところは、この発明の実施形態の一例を示したにすぎず、請求の範囲の記載に応じて種々の変更を加えることができる。
【実施例】
【0036】
本発明の実施例について説明する。
(サンプル1〜32)
脱脂・酸洗処理を施した冷延鋼板を被処理鋼板として用意し、電気亜鉛めっき浴中で、上記被処理鋼板を陰極として表1に示す電流密度(A/dm2)で電解処理することにより、上記被処理鋼板の表面に、表1に示す片面当たりの付着量(g/m2)の電気亜鉛めっき層を形成し、各サンプルとなる電気亜鉛めっき鋼板を作製した。
なお、めっき浴の条件(硫酸亜鉛濃度(mol/L)、硫酸ナトリウム濃度(mol/L)温度(℃)、pH及び被処理鋼板との相対流速(m/s))、電解処理の条件(通電時間(s)、通電間隔(s)、回数(回)及びi×t1/2)については表1に示す。
【0037】
【表1】
【0038】
以上のようにして得られた電気亜鉛めっき鋼板のサンプル1〜32について評価を行った。評価方法を以下に示す。
【0039】
(評価方法)
(1)電流効率
各サンプルの亜鉛めっき層を希硫酸で溶解し、溶解液中のZn濃度をICP(質量分析装置)によって測定し、亜鉛めっきの付着量(g/m2)を得た。そして、測定により得られた亜鉛めっきの付着量(g/m2)と、めっき時に通電した電気量より得られる理論値から、以下の式に従ってめっきの電流効率(%)を算出した。
電流効率(%)=(測定により得られた亜鉛めっき付着量)/(理論付着量)×100
評価は、以下の基準に従って行い、評価結果を表2に示す。
◎:電流効率が、95%以上
○:電流効率が、90%以上、95%未満
×:電流効率が、90%未満
【0040】
(2)外観色調
各サンプルについて、色差計(日本電色工業(株)製のSE2000)を用いてSCE(正反射光除去)による明度(L値)の測定を行った。評価は、以下の基準に従って行い、測定値及び評価結果を表2に示す。
◎:L値が、78以上
○:L値が、76%以上、78%未満
×:L値が、76%未満
【0041】
(3)めっきムラ
各サンプルについて、めっきムラの発生状況について、目視によって評価した。評価は、以下の基準に従って行い、評価結果を表2に示す。
◎:めっきムラがない
○:軽微なめっきムラのみがある
×:大きなめっきムラがある
【0042】
【表2】
【0043】
表2の結果から、本発明の範囲である実施例のサンプル(1〜6、8〜11、14〜16、18、20、21、23、24及び29〜32)は、比較例のサンプル(7、12、13、17、19、22及び25〜28)に比べて、電流効率、外観色調及びめっきムラのいずれの項目についても良好な結果であることがわかる。
【産業上の利用可能性】
【0044】
本発明によれば、高電流密度で電解処理を行う場合であっても、電流効率の低下を生じることなく、良好な外観のめっき層を形成できる電気亜鉛めっき鋼板の製造方法を提供することが可能である。
【特許請求の範囲】
【請求項1】
電気亜鉛めっき浴中で、被処理鋼板を陰極として600A/dm2以上の電流密度で電解処理することにより、上記被処理鋼板の表面に電気亜鉛めっき層を形成するに際し、
上記めっき浴の、Zn濃度を1mol/L以上、温度を50℃以上、pHを−0.5〜1.0の範囲、上記めっき浴と上記被処理鋼板との相対流速を2m/s以上にすると共に、上記電解処理における1回当たりの通電時間tが、次式(I)
(ただし、i:電流密度(A/dm2)、t:通電時間(s))
の関係を満足する電解処理を、複数回実施することを特徴とする電気亜鉛めっき鋼板の製造方法。
【請求項2】
前記通電時間tを、0.01s以上とすることを特徴とする請求項1に記載の電気亜鉛めっき鋼板の製造方法。
【請求項3】
前記電解処理の回数を、2〜6回の範囲とすることを特徴とする請求項1又は2に記載の電気亜鉛めっき鋼板の製造方法。
【請求項4】
前記電解処理を行う間隔を、0.1〜0.5sの範囲とすることを特徴とする請求項1〜3のいずれか1項に記載の電気亜鉛めっき鋼板の製造方法。
【請求項5】
前記電解処理の電流密度を、600〜1200A/dm2の範囲とすることを特徴とする請求項1〜4のいずれか1項に記載の電気亜鉛めっき鋼板の製造方法。
【請求項6】
前記めっき浴と前記被処理鋼板との相対流速を、7m/s以上とすることを特徴とする請求項1〜5のいずれか1項に記載の電気亜鉛めっき鋼板の製造方法。
【請求項7】
前記亜鉛めっき層の付着量を、片面当たり6〜30g/m2の範囲とすることを特徴とする請求項1〜6のいずれか1項に記載の電気亜鉛めっき鋼板の製造方法。
【請求項1】
電気亜鉛めっき浴中で、被処理鋼板を陰極として600A/dm2以上の電流密度で電解処理することにより、上記被処理鋼板の表面に電気亜鉛めっき層を形成するに際し、
上記めっき浴の、Zn濃度を1mol/L以上、温度を50℃以上、pHを−0.5〜1.0の範囲、上記めっき浴と上記被処理鋼板との相対流速を2m/s以上にすると共に、上記電解処理における1回当たりの通電時間tが、次式(I)
(ただし、i:電流密度(A/dm2)、t:通電時間(s))
の関係を満足する電解処理を、複数回実施することを特徴とする電気亜鉛めっき鋼板の製造方法。
【請求項2】
前記通電時間tを、0.01s以上とすることを特徴とする請求項1に記載の電気亜鉛めっき鋼板の製造方法。
【請求項3】
前記電解処理の回数を、2〜6回の範囲とすることを特徴とする請求項1又は2に記載の電気亜鉛めっき鋼板の製造方法。
【請求項4】
前記電解処理を行う間隔を、0.1〜0.5sの範囲とすることを特徴とする請求項1〜3のいずれか1項に記載の電気亜鉛めっき鋼板の製造方法。
【請求項5】
前記電解処理の電流密度を、600〜1200A/dm2の範囲とすることを特徴とする請求項1〜4のいずれか1項に記載の電気亜鉛めっき鋼板の製造方法。
【請求項6】
前記めっき浴と前記被処理鋼板との相対流速を、7m/s以上とすることを特徴とする請求項1〜5のいずれか1項に記載の電気亜鉛めっき鋼板の製造方法。
【請求項7】
前記亜鉛めっき層の付着量を、片面当たり6〜30g/m2の範囲とすることを特徴とする請求項1〜6のいずれか1項に記載の電気亜鉛めっき鋼板の製造方法。
【図1】

【公開番号】特開2011−195854(P2011−195854A)
【公開日】平成23年10月6日(2011.10.6)
【国際特許分類】
【出願番号】特願2010−61392(P2010−61392)
【出願日】平成22年3月17日(2010.3.17)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成23年10月6日(2011.10.6)
【国際特許分類】
【出願日】平成22年3月17日(2010.3.17)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]