
Bi−Sn系リール巻きはんだ線およびはんだ線の製造方法

【課題】Bi含有量の多いBi−Sn系のはんだ合金のように硬く、伸びがほとんど無いはんだ線であっても、伸線時にひび割れや破断を起こさずにリールに巻き付けられるはんだ細線を提供する。
【解決手段】押出し法により、はんだ線表面にはんだ線に沿って平行に加工線付けながら押出すことによって、伸線時にひび割れや破断を起こさず、曲げることが可能となる。Bi−Sn系はんだはBi−1〜10質量%Snの組成であり、はんだ線の直径が0.2〜1.0mmである。またはんだ線の押出し温度を60〜100℃、押出し速度を10〜150m/hourとする。
【解決手段】押出し法により、はんだ線表面にはんだ線に沿って平行に加工線付けながら押出すことによって、伸線時にひび割れや破断を起こさず、曲げることが可能となる。Bi−Sn系はんだはBi−1〜10質量%Snの組成であり、はんだ線の直径が0.2〜1.0mmである。またはんだ線の押出し温度を60〜100℃、押出し速度を10〜150m/hourとする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電子部品内部素子用などのPb-Sn系高温はんだの代換えとして使用されるBi-Sn系の線はんだに関する。
【背景技術】
【0002】
電子機器は、電子部品をプリント基板などの回路上に配置して特定の機能を持たせたもので、電子部品とプリント基板などの回路の接合には低い温度で接合でき、安価であり、接合信頼性が高いこともあって、古くからはんだが使用されてきた。また電子機器に使用される電子部品には、部品リードなどのプリント基板に接合する端子が必要で、部品本来の機能を果たす部品素子と部品リードなどの端子を電子部品内部で接合する箇所にもはんだが使用されている。
【0003】
電子機器のはんだ付けに用いるはんだ合金は、SnとPbのはんだ合金の中でも溶融温度の低いSn60%近傍のはんだ合金が用いられている。特にSn63−Pb37の組成は、固相線温度と液相線温度が183℃と同一のためにはんだ冷却時のクラックの発生が少なく、SnとPbのはんだ合金の中でも最も溶融温度が低いため、電子部品に対する熱による損傷が少く、一般的にはんだと言えばSn63−Pb37はんだ合金を指すほど、広く使用されている。それに対して、電子部品の内部接合用にSn63−Pb37はんだ合金を使用すると、電子機器を製造するための加熱により、電子部品内部ではんだが溶け出してショートしたり、はんだで接合した部品素子とリードがはずれて、電子部品としての機能が果たせなくなったりする。そのため電子部品の内部接合用のはんだは、Sn63−Pb37はんだ合金より溶融温度の高いはんだが使用されている。これらのはんだ合金は、プリント基板のはんだ付けに使用されるSn63−Pb37などのはんだと比較して溶融温度が高いので、高温はんだと呼ばれている。
【0004】
電子部品の内部接合用に用いられる高温はんだの組成は、Pb−10Sn(固相線温度268℃、液相線温度302℃)、Pb−5Sn(固相線温度307℃、液相線温度313℃)、Pb−2Ag−8Sn(固相線温度275℃、液相線温度346℃)、Pb−5Ag(固相線温度304℃、液相線温度365℃)などがあり、主にPbが主成分となっている。これらの高温はんだは固相線温度が260℃以上のため、プリント基板のはんだ付けに使用するSn63−Pb37共晶はんだを使用したはんだ付け温度が少し高めの230℃になっても、Pb−10Snなどの高温はんだではんだ付けした電子部品内部のはんだ付け部は、プリント基板のはんだ付け時に溶融することがない。
【0005】
ところで、はんだを用いてはんだ付けされた電子機器が故障したり、古くなって使い勝手が悪くなったりした場合、修理や無理して使うことなく廃棄処分されていた。電子機器を廃棄処分する場合、電子機器を構成するプラスチック、ガラス、金属等は回収して再使用することがあるが、プリント基板は樹脂部に銅箔が接着され、該銅箔にはんだが付着されており、これらを分離回収して再使用することが困難であるため、細かく破砕して埋めたり、そのまま埋め立て処分されたりしていたものである。近時の化石燃料の多用から地上に降り注ぐ雨は酸性雨となっており、該酸性雨が地中に浸透して埋め立て処分されたプリント基板に接触すると、はんだ中のPb成分を溶出し、Pb成分を含んだ酸性雨がさらに地中深く浸透して地下水に混入する。そしてPb成分を含んだ地下水を長年月にわたって人類が飲用すると、Pb成分が体内に蓄積されて、ついにはPb中毒を起こすといわれている。そのため現在、世界的規模でPbの使用が規制されるようになってきており、当然、従来のはんだ付けで使用されてきたPb−Snの高温はんだやPb−Snの共晶はんだも規制の対象になってきている。
【0006】
このようにPb−Snはんだの使用が規制されるようになっていることから、現在ではPbを全く含まないPbフリーはんだの使用が推奨されるようになってきた。現在、多く使用されているPbフリーはんだとしてはSn−3Ag−0.5Cu(固相線温度217℃、液相線温度220℃)、Sn−8Zn−3Bi(固相線温度190℃、液相線温度197℃)、Sn−2,5Ag−0.5Cu−1Bi(固相線温度214℃、液相線温度221℃)などである。これらの鉛フリーはんだは、従来のSn63−Pb37はんだ合金に比較して、約40℃近くはんだ合金の溶融温度が高くなっている。
【0007】
しかしながらPb規制により最初のはんだ付けに高温のPbフリーはんだを使おうと思
っても、Sn主成分で固相線温度が260℃以上の高温はんだはなかった。例えば固相線温度(共晶温度)が221℃のSn−Ag系において、Agを増やしていっても液相線温度は上がるが、固相線温度は上がらない。固相線温度227℃のSn−Sb系はSbを極端に増やした場合は、液相線温度も極端に上がる。これらに他の元素を添加しても固相温度も高くなり、この特性を変えることはできない。Pbフリーはんだは電子部品の内部接合用の高温はんだとして使用不可能なものと考えられていた。
【0008】
本出願人は、Pb−Sn高温はんだの代換えのはんだ合金の発明として、Bi粉末または固相線温度が260℃以上で、しかも液相線温度が360℃以下であるBi主成分の高温はんだ粉末と、熱硬化性の接着剤が含有されたフラックスとからなることを特徴とするソルダペースト(特願2005−72173号公報、特許文献1)を開示している。
さらに、Bi−Sn金属組成に第3金属元素を添加した、BiまたはBi合金と、Biに対する固相線温度低下金属と、該固相線温度低下金属と金属間化合物を形成する固相金属から成る金属粉末成分と、フラックス成分とから構成されるソルダペースト(WO2007/055308A、特許文献2)も開示している。これらのBi含有量の多いBi−Sn系のはんだ合金は、Biとほとんど同じ特性を持ち、非特許文献1に記載されているように、常温ではもろいという特徴がある。
【特許文献1】特願2005−72173号公報
【特許文献2】WO2007/055308A公報
【非特許文献1】岩波書店 理化学事典 第3版 1083ページ、「ビスマス」の項
【発明の開示】
【発明が解決しようとする課題】
【0009】
特許文献1および特許文献2は、すべてはんだ合金組成を粉末状のはんだに加工して製造するソルダペーストの発明であり、これらの特許文献で開示されているBi含有量の多いBi−Sn系のはんだ合金は、硬く、伸びがほとんど無いという特徴がある。そのため、はんだを曲げることができないため、リールに巻いたはんだ線の線はんだや脂入りはんだを作ることができないという欠点があった。Bi含有量の多いBi−Sn系のはんだ合金でも竹ひご状のはんだは作ることができますが、線はんだや脂入りはんだは作れないため実際の使用には適さない。
つまり、ソルダペーストでの電子部品のはんだ付けは可能でも、修正などに用いられる線はんだや脂入りはんだが作れないため、Bi含有量の多いBi−Sn系のはんだ合金ではんだ付けされた電子部品やプリント基板に不具合があったときは、電子部品やプリント基板修正ができないためすべて廃棄されていた。
本発明が解決しようとする問題点は、Bi含有量の多いBi−Sn系のはんだ合金の硬く、伸びがほとんど無いため、はんだ粉末や手流しで直線状の棒状はんだや糸状はんだの製造が可能であっても、リールに巻かれた線はんだや脂入りはんだを作ることができなかったことを解決することである。
【課題を解決するための手段】
【0010】
本発明者は、はんだ線をそのまま伸線しようとしても、伸線するときにひび割れを起こし破断するが、押出し法ではんだ線表面にはんだ線に沿って平行に加工線付けながら押し出すことによって、伸線時にひび割れや破断を起こさず、でき上がった細線がリールに巻き付けられるなど曲げることが可能となることを見いだし、本発明を完成させた。
線はんだや脂入りはんだなどのはんだ線の製造方法は、まず円柱状のビレットを作ってから、伸線と呼ばれるビレットを引っ張って細線のはんだ線を作る方法、又は押出しと呼ばれるビレットに圧力を加えて型を通して、細線のはんだ線を作る方法などが知られている。本発明は、細線のはんだ線を作る方法として押出し法を用い、線はんだ表面にはんだ線に沿って平行に加工線付けることによって、線はんだに折り曲げ特性を付加させている。
【0011】
本発明は、Bi−Sn系はんだを直径10cm以下のリールに巻き付けたはんだ線であって、はんだ線表面にはんだ線に沿って平行に加工線があることを特徴とするリール巻きはんだ線である。本発明におけるBi−Sn系はんだとは、Bi−Sn組成のはんだおよびBi−Sn組成のはんだに、Ag、Cu、Ni、Co、Zn、Sbなどの強度添加元素を合計で5%以下添加したもの、およびP、Ge,Gaなどの酸化抑制元素を合計で1%以下添加したものを指す。
さらに、本発明におけるはんだ線表面に形成された加工線は、1000倍の倍率の顕微鏡ではんだ表面を確認したときに、明らかな線が確認できたものを指す。
本発明のはんだ線とは、はんだ線内部にフラックス分が充填されていないはんだだけの線はんだおよびはんだ内部にフラックスが充填させている脂入りはんだのことを表す。
【0012】
本発明のはんだ線の製造方法によって、はんだ線に折り曲げ特性を付加される理由は必ずしも解明できていないが、はんだ線が破断する前に必ずはんだ線に垂直にひび割れを起こし、亀裂に発展してはんだ線が破断することから、はんだ線は垂直に加わった応力には弱いと考えられる。それに対して本発明のように、はんだ線に平行に加わった応力に対しては比較的強く、加工線やひび割れが亀裂に発展しない。本発明では、はんだ線に沿って平行に線はんだ表面に付与された加工線によって、はんだ線が垂直方向にひび割れが入り難くなることが考えられる。事前にはんだ線に平行な加工線があることによって、はんだ線に垂直方向に入った応力が、平行な加工線によって力が分散することによって、はんだ線の弱い方向である垂直方向のひび割れや亀裂が成長しないため、はんだ線をリールに巻き付けるような、はんだ線に垂直方向の応力を加えてもはんだ線が破断しないと考えられる。
【発明の効果】
【0013】
本発明のはんだ線の製造方法によって得られたはんだ線は、はんだ線をリールに巻き付けるような、はんだ線に垂直方向の応力を加えてもはんだ線が破断しないため、従来では不可能であったBi含有量の多いBi−Sn系のはんだ合金でも、一般的にはんだ線に使用されるリールのサイズである直径10cm以下のリールに巻き付けることが可能となる。
【発明を実施するための最良の形態】
【0014】
本発明のBi−Sn系リール巻きはんだ線は、すべてのBi−Sn系はんだ線に適応可能であるが、Snが0%では垂直にひび割れを起こし易く、Snの含有量が10%を超えると硬くなるので、押し出しのときにはんだ線に沿ってはんだ線表面に平行の加工線ができにくくなる。そのため本発明のBi−Sn系リール巻きはんだ線のはんだ組成は、Bi−1〜10質量%Snのはんだ組成が適しており、より好ましくはBi−1〜5質量%Snのはんだ組成のときである。
【0015】
本発明のBi−Sn系リール巻きはんだ線は、すべての線径に対応可能であるが、はんだ線の直径が1.0mmを超えてしまうと、押出しのときに押出し速度が速くなるので、はんだ線に沿ってはんだ線表面に平行の加工線ができにくくなる。はんだ線の直径が0.2未満では、押出しのときに押出し速度が遅くなりすぎて作業効率が悪くなる。したがって、本発明のBi−Sn系リール巻きはんだ線の線径は、はんだ線の直径が0.2〜1.0mmであることが望ましい。
【0016】
本発明のはんだ線の製造方法は、はんだ線に圧力を掛けてダイスに通す押出しを行うことによってはんだ線を細線化する。はんだの押し出しによる製造方法では、ダイスを通るときに加工線ができるが、はんだ線の製造条件によって、加工線ができるか、否かの状態が変わってくる。
本発明のはんだ線の製造条件は、はんだ線の押出し温度がはんだで60〜100℃のときが適している。60℃前後よりも低いとはんだ線の押出し効率が低下し、押出しのときに押出し速度が遅くなりすぎて作業効率が悪くなる。100℃前後よりも高いと、押出しのときに押出し速度が早くなり、はんだ線に沿ってはんだ線表面に平行の加工線ができにくくなる。
さらに、はんだ線の押出し速度は10〜150m/hourの条件が適している。はんだ線の押出し速度が10m/hourよりも遅いと作業効率が悪くなる。はんだ線の押出し速度が150m/hourよりも速いと、はんだ線に沿ってはんだ線表面に平行の加工線ができにくくなる。
【実施例1】
【0017】
表1のはんだ組成で、Bi−Sn系リール巻きはんだ線を製造し、そのときの表面状態を観察した。線径は、Bi−2Snのはんだ組成以外はすべて0.8mmとした。
はんだ線の加工方法は、はんだ径5cm、長さ20cmの円柱状のはんだビレットを作り、内径5.5mmのダイスに60〜100℃の温度を加えながら、押し出し速度30m/hourで押し出しを行って、直径3.0mm、2.0mm、1.0mm、0.8mm、0.5mm、0.3mmの実施例のはんだ線を製造した。
次に、同様に表1のはんだ組成で、はんだ径5cm、長さ20cmの円柱状のはんだビレットを作り、内径5.5mmのダイスに60〜100℃の温度を加えながら、押し出し速度300m/hourで押し出しを行い、比較例のはんだ線を製造した。
【0018】
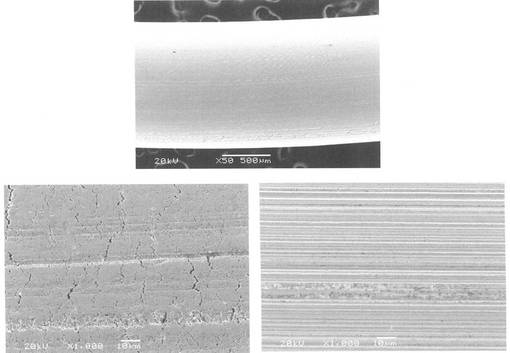
各実施例および比較例のはんだ線について、その表面状態を観察した。観察方法は、電子顕微鏡を用いて、はんだ線のクラックの状態を40倍で、加工線の入り具合を1000倍で確認した。
観察結果は、本発明の実施例のはんだ線はすべてに加工線が平行に入っていたのに対して、比較例のはんだ線ははんだ線に縦方向にクラックが見られた。
好適な例として、実施例2の表面状態を図1に示す。上段が40倍の拡大図、下段がそれぞれ1000倍の拡大図である。1000倍の写真を見ると、はんだ線の縦方向に入ったクラックがはんだ線に平行に入った加工線により応力が分散され、それ以上拡がっていないことが観察できる。
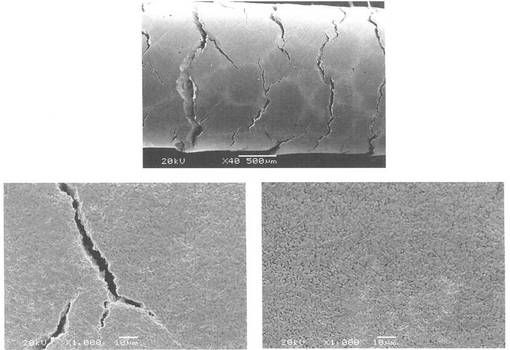
悪い例として、比較例2の表面状態を図2に示す。図2も上段が40倍の拡大図、下段がそれぞれ1000倍の拡大図である。比較例2では、1000倍の写真を見ても加工線が平行に入っていないことが判る。そして、40倍、1000倍の拡大図それぞれに縦方向のひび割れが見られ、強度が弱いことが推測できる。
【0019】
次に、実施例および比較例のはんだ線について、直径3cmのリールに10回はんだ線を巻き付けて、はんだ線が折れずに何回巻き付け可能か比較した。実施例のはんだ線では、10回巻き付けられたのに対して、比較例のはんだ線では、巻き付ける途中で折れてしまい、巻き付けられた回数が2回以下であった。
【表1】

【図面の簡単な説明】
【0020】
【図1】本発明の実施例6の表面状態を表す図である。
【図2】本発明の比較例2の表面状態を表す図である。
【技術分野】
【0001】
本発明は、電子部品内部素子用などのPb-Sn系高温はんだの代換えとして使用されるBi-Sn系の線はんだに関する。
【背景技術】
【0002】
電子機器は、電子部品をプリント基板などの回路上に配置して特定の機能を持たせたもので、電子部品とプリント基板などの回路の接合には低い温度で接合でき、安価であり、接合信頼性が高いこともあって、古くからはんだが使用されてきた。また電子機器に使用される電子部品には、部品リードなどのプリント基板に接合する端子が必要で、部品本来の機能を果たす部品素子と部品リードなどの端子を電子部品内部で接合する箇所にもはんだが使用されている。
【0003】
電子機器のはんだ付けに用いるはんだ合金は、SnとPbのはんだ合金の中でも溶融温度の低いSn60%近傍のはんだ合金が用いられている。特にSn63−Pb37の組成は、固相線温度と液相線温度が183℃と同一のためにはんだ冷却時のクラックの発生が少なく、SnとPbのはんだ合金の中でも最も溶融温度が低いため、電子部品に対する熱による損傷が少く、一般的にはんだと言えばSn63−Pb37はんだ合金を指すほど、広く使用されている。それに対して、電子部品の内部接合用にSn63−Pb37はんだ合金を使用すると、電子機器を製造するための加熱により、電子部品内部ではんだが溶け出してショートしたり、はんだで接合した部品素子とリードがはずれて、電子部品としての機能が果たせなくなったりする。そのため電子部品の内部接合用のはんだは、Sn63−Pb37はんだ合金より溶融温度の高いはんだが使用されている。これらのはんだ合金は、プリント基板のはんだ付けに使用されるSn63−Pb37などのはんだと比較して溶融温度が高いので、高温はんだと呼ばれている。
【0004】
電子部品の内部接合用に用いられる高温はんだの組成は、Pb−10Sn(固相線温度268℃、液相線温度302℃)、Pb−5Sn(固相線温度307℃、液相線温度313℃)、Pb−2Ag−8Sn(固相線温度275℃、液相線温度346℃)、Pb−5Ag(固相線温度304℃、液相線温度365℃)などがあり、主にPbが主成分となっている。これらの高温はんだは固相線温度が260℃以上のため、プリント基板のはんだ付けに使用するSn63−Pb37共晶はんだを使用したはんだ付け温度が少し高めの230℃になっても、Pb−10Snなどの高温はんだではんだ付けした電子部品内部のはんだ付け部は、プリント基板のはんだ付け時に溶融することがない。
【0005】
ところで、はんだを用いてはんだ付けされた電子機器が故障したり、古くなって使い勝手が悪くなったりした場合、修理や無理して使うことなく廃棄処分されていた。電子機器を廃棄処分する場合、電子機器を構成するプラスチック、ガラス、金属等は回収して再使用することがあるが、プリント基板は樹脂部に銅箔が接着され、該銅箔にはんだが付着されており、これらを分離回収して再使用することが困難であるため、細かく破砕して埋めたり、そのまま埋め立て処分されたりしていたものである。近時の化石燃料の多用から地上に降り注ぐ雨は酸性雨となっており、該酸性雨が地中に浸透して埋め立て処分されたプリント基板に接触すると、はんだ中のPb成分を溶出し、Pb成分を含んだ酸性雨がさらに地中深く浸透して地下水に混入する。そしてPb成分を含んだ地下水を長年月にわたって人類が飲用すると、Pb成分が体内に蓄積されて、ついにはPb中毒を起こすといわれている。そのため現在、世界的規模でPbの使用が規制されるようになってきており、当然、従来のはんだ付けで使用されてきたPb−Snの高温はんだやPb−Snの共晶はんだも規制の対象になってきている。
【0006】
このようにPb−Snはんだの使用が規制されるようになっていることから、現在ではPbを全く含まないPbフリーはんだの使用が推奨されるようになってきた。現在、多く使用されているPbフリーはんだとしてはSn−3Ag−0.5Cu(固相線温度217℃、液相線温度220℃)、Sn−8Zn−3Bi(固相線温度190℃、液相線温度197℃)、Sn−2,5Ag−0.5Cu−1Bi(固相線温度214℃、液相線温度221℃)などである。これらの鉛フリーはんだは、従来のSn63−Pb37はんだ合金に比較して、約40℃近くはんだ合金の溶融温度が高くなっている。
【0007】
しかしながらPb規制により最初のはんだ付けに高温のPbフリーはんだを使おうと思
っても、Sn主成分で固相線温度が260℃以上の高温はんだはなかった。例えば固相線温度(共晶温度)が221℃のSn−Ag系において、Agを増やしていっても液相線温度は上がるが、固相線温度は上がらない。固相線温度227℃のSn−Sb系はSbを極端に増やした場合は、液相線温度も極端に上がる。これらに他の元素を添加しても固相温度も高くなり、この特性を変えることはできない。Pbフリーはんだは電子部品の内部接合用の高温はんだとして使用不可能なものと考えられていた。
【0008】
本出願人は、Pb−Sn高温はんだの代換えのはんだ合金の発明として、Bi粉末または固相線温度が260℃以上で、しかも液相線温度が360℃以下であるBi主成分の高温はんだ粉末と、熱硬化性の接着剤が含有されたフラックスとからなることを特徴とするソルダペースト(特願2005−72173号公報、特許文献1)を開示している。
さらに、Bi−Sn金属組成に第3金属元素を添加した、BiまたはBi合金と、Biに対する固相線温度低下金属と、該固相線温度低下金属と金属間化合物を形成する固相金属から成る金属粉末成分と、フラックス成分とから構成されるソルダペースト(WO2007/055308A、特許文献2)も開示している。これらのBi含有量の多いBi−Sn系のはんだ合金は、Biとほとんど同じ特性を持ち、非特許文献1に記載されているように、常温ではもろいという特徴がある。
【特許文献1】特願2005−72173号公報
【特許文献2】WO2007/055308A公報
【非特許文献1】岩波書店 理化学事典 第3版 1083ページ、「ビスマス」の項
【発明の開示】
【発明が解決しようとする課題】
【0009】
特許文献1および特許文献2は、すべてはんだ合金組成を粉末状のはんだに加工して製造するソルダペーストの発明であり、これらの特許文献で開示されているBi含有量の多いBi−Sn系のはんだ合金は、硬く、伸びがほとんど無いという特徴がある。そのため、はんだを曲げることができないため、リールに巻いたはんだ線の線はんだや脂入りはんだを作ることができないという欠点があった。Bi含有量の多いBi−Sn系のはんだ合金でも竹ひご状のはんだは作ることができますが、線はんだや脂入りはんだは作れないため実際の使用には適さない。
つまり、ソルダペーストでの電子部品のはんだ付けは可能でも、修正などに用いられる線はんだや脂入りはんだが作れないため、Bi含有量の多いBi−Sn系のはんだ合金ではんだ付けされた電子部品やプリント基板に不具合があったときは、電子部品やプリント基板修正ができないためすべて廃棄されていた。
本発明が解決しようとする問題点は、Bi含有量の多いBi−Sn系のはんだ合金の硬く、伸びがほとんど無いため、はんだ粉末や手流しで直線状の棒状はんだや糸状はんだの製造が可能であっても、リールに巻かれた線はんだや脂入りはんだを作ることができなかったことを解決することである。
【課題を解決するための手段】
【0010】
本発明者は、はんだ線をそのまま伸線しようとしても、伸線するときにひび割れを起こし破断するが、押出し法ではんだ線表面にはんだ線に沿って平行に加工線付けながら押し出すことによって、伸線時にひび割れや破断を起こさず、でき上がった細線がリールに巻き付けられるなど曲げることが可能となることを見いだし、本発明を完成させた。
線はんだや脂入りはんだなどのはんだ線の製造方法は、まず円柱状のビレットを作ってから、伸線と呼ばれるビレットを引っ張って細線のはんだ線を作る方法、又は押出しと呼ばれるビレットに圧力を加えて型を通して、細線のはんだ線を作る方法などが知られている。本発明は、細線のはんだ線を作る方法として押出し法を用い、線はんだ表面にはんだ線に沿って平行に加工線付けることによって、線はんだに折り曲げ特性を付加させている。
【0011】
本発明は、Bi−Sn系はんだを直径10cm以下のリールに巻き付けたはんだ線であって、はんだ線表面にはんだ線に沿って平行に加工線があることを特徴とするリール巻きはんだ線である。本発明におけるBi−Sn系はんだとは、Bi−Sn組成のはんだおよびBi−Sn組成のはんだに、Ag、Cu、Ni、Co、Zn、Sbなどの強度添加元素を合計で5%以下添加したもの、およびP、Ge,Gaなどの酸化抑制元素を合計で1%以下添加したものを指す。
さらに、本発明におけるはんだ線表面に形成された加工線は、1000倍の倍率の顕微鏡ではんだ表面を確認したときに、明らかな線が確認できたものを指す。
本発明のはんだ線とは、はんだ線内部にフラックス分が充填されていないはんだだけの線はんだおよびはんだ内部にフラックスが充填させている脂入りはんだのことを表す。
【0012】
本発明のはんだ線の製造方法によって、はんだ線に折り曲げ特性を付加される理由は必ずしも解明できていないが、はんだ線が破断する前に必ずはんだ線に垂直にひび割れを起こし、亀裂に発展してはんだ線が破断することから、はんだ線は垂直に加わった応力には弱いと考えられる。それに対して本発明のように、はんだ線に平行に加わった応力に対しては比較的強く、加工線やひび割れが亀裂に発展しない。本発明では、はんだ線に沿って平行に線はんだ表面に付与された加工線によって、はんだ線が垂直方向にひび割れが入り難くなることが考えられる。事前にはんだ線に平行な加工線があることによって、はんだ線に垂直方向に入った応力が、平行な加工線によって力が分散することによって、はんだ線の弱い方向である垂直方向のひび割れや亀裂が成長しないため、はんだ線をリールに巻き付けるような、はんだ線に垂直方向の応力を加えてもはんだ線が破断しないと考えられる。
【発明の効果】
【0013】
本発明のはんだ線の製造方法によって得られたはんだ線は、はんだ線をリールに巻き付けるような、はんだ線に垂直方向の応力を加えてもはんだ線が破断しないため、従来では不可能であったBi含有量の多いBi−Sn系のはんだ合金でも、一般的にはんだ線に使用されるリールのサイズである直径10cm以下のリールに巻き付けることが可能となる。
【発明を実施するための最良の形態】
【0014】
本発明のBi−Sn系リール巻きはんだ線は、すべてのBi−Sn系はんだ線に適応可能であるが、Snが0%では垂直にひび割れを起こし易く、Snの含有量が10%を超えると硬くなるので、押し出しのときにはんだ線に沿ってはんだ線表面に平行の加工線ができにくくなる。そのため本発明のBi−Sn系リール巻きはんだ線のはんだ組成は、Bi−1〜10質量%Snのはんだ組成が適しており、より好ましくはBi−1〜5質量%Snのはんだ組成のときである。
【0015】
本発明のBi−Sn系リール巻きはんだ線は、すべての線径に対応可能であるが、はんだ線の直径が1.0mmを超えてしまうと、押出しのときに押出し速度が速くなるので、はんだ線に沿ってはんだ線表面に平行の加工線ができにくくなる。はんだ線の直径が0.2未満では、押出しのときに押出し速度が遅くなりすぎて作業効率が悪くなる。したがって、本発明のBi−Sn系リール巻きはんだ線の線径は、はんだ線の直径が0.2〜1.0mmであることが望ましい。
【0016】
本発明のはんだ線の製造方法は、はんだ線に圧力を掛けてダイスに通す押出しを行うことによってはんだ線を細線化する。はんだの押し出しによる製造方法では、ダイスを通るときに加工線ができるが、はんだ線の製造条件によって、加工線ができるか、否かの状態が変わってくる。
本発明のはんだ線の製造条件は、はんだ線の押出し温度がはんだで60〜100℃のときが適している。60℃前後よりも低いとはんだ線の押出し効率が低下し、押出しのときに押出し速度が遅くなりすぎて作業効率が悪くなる。100℃前後よりも高いと、押出しのときに押出し速度が早くなり、はんだ線に沿ってはんだ線表面に平行の加工線ができにくくなる。
さらに、はんだ線の押出し速度は10〜150m/hourの条件が適している。はんだ線の押出し速度が10m/hourよりも遅いと作業効率が悪くなる。はんだ線の押出し速度が150m/hourよりも速いと、はんだ線に沿ってはんだ線表面に平行の加工線ができにくくなる。
【実施例1】
【0017】
表1のはんだ組成で、Bi−Sn系リール巻きはんだ線を製造し、そのときの表面状態を観察した。線径は、Bi−2Snのはんだ組成以外はすべて0.8mmとした。
はんだ線の加工方法は、はんだ径5cm、長さ20cmの円柱状のはんだビレットを作り、内径5.5mmのダイスに60〜100℃の温度を加えながら、押し出し速度30m/hourで押し出しを行って、直径3.0mm、2.0mm、1.0mm、0.8mm、0.5mm、0.3mmの実施例のはんだ線を製造した。
次に、同様に表1のはんだ組成で、はんだ径5cm、長さ20cmの円柱状のはんだビレットを作り、内径5.5mmのダイスに60〜100℃の温度を加えながら、押し出し速度300m/hourで押し出しを行い、比較例のはんだ線を製造した。
【0018】
各実施例および比較例のはんだ線について、その表面状態を観察した。観察方法は、電子顕微鏡を用いて、はんだ線のクラックの状態を40倍で、加工線の入り具合を1000倍で確認した。
観察結果は、本発明の実施例のはんだ線はすべてに加工線が平行に入っていたのに対して、比較例のはんだ線ははんだ線に縦方向にクラックが見られた。
好適な例として、実施例2の表面状態を図1に示す。上段が40倍の拡大図、下段がそれぞれ1000倍の拡大図である。1000倍の写真を見ると、はんだ線の縦方向に入ったクラックがはんだ線に平行に入った加工線により応力が分散され、それ以上拡がっていないことが観察できる。
悪い例として、比較例2の表面状態を図2に示す。図2も上段が40倍の拡大図、下段がそれぞれ1000倍の拡大図である。比較例2では、1000倍の写真を見ても加工線が平行に入っていないことが判る。そして、40倍、1000倍の拡大図それぞれに縦方向のひび割れが見られ、強度が弱いことが推測できる。
【0019】
次に、実施例および比較例のはんだ線について、直径3cmのリールに10回はんだ線を巻き付けて、はんだ線が折れずに何回巻き付け可能か比較した。実施例のはんだ線では、10回巻き付けられたのに対して、比較例のはんだ線では、巻き付ける途中で折れてしまい、巻き付けられた回数が2回以下であった。
【表1】
【図面の簡単な説明】
【0020】
【図1】本発明の実施例6の表面状態を表す図である。
【図2】本発明の比較例2の表面状態を表す図である。
【特許請求の範囲】
【請求項1】
Bi−Sn系はんだを直径10cm以下のリールに巻き付けたはんだ線であって、はんだ線に沿ってはんだ線表面に平行の加工線があることを特徴とするリール巻きはんだ線。
【請求項2】
前記、Bi−Sn系はんだが、Bi−1〜10質量%Snの組成であることを特徴とする請求項1に記載のリール巻きはんだ線。
【請求項3】
前記、はんだ線の直径が0.2〜1.0mmであることを特徴とする請求項1又は2にいずれかに記載のリール巻きはんだ線。
【請求項4】
直径10cm以下のリールに巻き付けたはんだ線を押出しによって製造する方法であって、はんだ線の押し出し温度が60℃〜100℃、 押し出し速度が10〜150m/hourではんだ線を押出して、はんだ線を製造するリール巻きはんだ線の製造方法。
【請求項1】
Bi−Sn系はんだを直径10cm以下のリールに巻き付けたはんだ線であって、はんだ線に沿ってはんだ線表面に平行の加工線があることを特徴とするリール巻きはんだ線。
【請求項2】
前記、Bi−Sn系はんだが、Bi−1〜10質量%Snの組成であることを特徴とする請求項1に記載のリール巻きはんだ線。
【請求項3】
前記、はんだ線の直径が0.2〜1.0mmであることを特徴とする請求項1又は2にいずれかに記載のリール巻きはんだ線。
【請求項4】
直径10cm以下のリールに巻き付けたはんだ線を押出しによって製造する方法であって、はんだ線の押し出し温度が60℃〜100℃、 押し出し速度が10〜150m/hourではんだ線を押出して、はんだ線を製造するリール巻きはんだ線の製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2010−155268(P2010−155268A)
【公開日】平成22年7月15日(2010.7.15)
【国際特許分類】
【出願番号】特願2008−335385(P2008−335385)
【出願日】平成20年12月27日(2008.12.27)
【出願人】(000199197)千住金属工業株式会社 (101)
【公開日】平成22年7月15日(2010.7.15)
【国際特許分類】
【出願日】平成20年12月27日(2008.12.27)
【出願人】(000199197)千住金属工業株式会社 (101)
[ Back to top ]