
国際特許分類[B23K35/02]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断のために用いられる溶加棒,溶接電極,材料,媒剤 (4,089) | 機械的形状,例.形,を特徴とするもの (516)
国際特許分類[B23K35/02]の下位に属する分類
溶接電極として用いるために特に形状が工夫されたもの (35)
溶接電極として一般的なもの (361)
国際特許分類[B23K35/02]に分類される特許
1 - 10 / 120
肉盛溶接体、および肉盛溶接体を利用した海水用機器
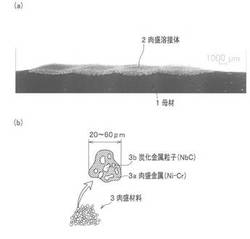
【課題】肉盛溶接時の予熱温度を低くすることができ、好適な硬度となる肉盛溶接体、およびこの肉盛溶接体を利用した海水用機器を提供することを課題とする。
【解決手段】肉盛金属3aに、当該肉盛金属3aと略等しい比重で粒径が10μm以下の炭化金属粒子3bが均一に分散して含有される肉盛材料3を、レーザクラッド溶接で母材1に肉盛り溶接して形成される肉盛溶接体2とする。そして、母材1に肉盛り溶接された肉盛金属3aに炭化金属粒子3bが均一に分散して含有され、ビッカース硬度が600以上であることを特徴とする。また、この肉盛溶接体2が肉盛り溶接された母材1で形成される構成部品を使用する海水ポンプとする。
(もっと読む)
厚鋼材のレーザ溶接方法

【課題】開先幅が極めて小さい場合においても、板厚が50mm以上の厚鋼材を安定的に多層レーザ溶接できる厚鋼材のレーザ溶接方法を提供する。
【解決手段】板厚が50乃至200mmの1対の厚鋼材1を突き合わせて配置し、この突き合わせ部を継手としてレーザ溶接する。突き合わせ部の開先10形状は、底部の幅Wgが1.5乃至3.5mmのV字開先又はY字開先である。溶接開始時における開先深さをXmm、溶接開始時における開先開口部の幅をYmmとしたときに、溶接開始時における開先開口部幅Yは、前記開先深さXに対して下記数式を満足する。そして、開先10の壁面12をガイドとして帯状の溶加材6を底部11に供給すると共に、開先の底部にレーザ光を照射して、開先内を多層レーザ溶接する。開先底部に照射するレーザ光は、その照射位置におけるレーザスポット径が1.0乃至2.5mmにデフォーカスされている。 (もっと読む)
(もっと読む)
プラズマ溶接トーチ
【課題】電極の消耗を抑制することができるプラズマ溶接トーチを提供する。
【解決手段】プラズマ溶接トーチ1は、被加工物5との間でメインアークを発生させる電極2と、電極2と内周面3aとの間でパイロットアークを発生させるプラズマノズル3とを備える。電極2は根元部2bから先端2cに向かって縮径する電極テーパ部2dを有し、プラズマノズル3は電極テーパ部2dの周囲に被加工物5側に向かって縮径するように形成されたノズルテーパ部3bを有し、根元部2bと内周面3aとの間の距離が電極2と内周面3aとの間で最も短くなるように形成されている。
(もっと読む)
溶接トーチ
【課題】溶接トーチにおいて、先端側から見て回転することがないように電極棒を固定し、かつ、安価に製造する。
【解決手段】電極棒2が断面円形の丸棒から形成され、電極棒2の一部が切削されて形成された加工部位2aと当該加工部位2aに当接する絶縁材3の当接部位3aとからなる電極棒回転防止機構10を備える。
(もっと読む)
タングステン陰極材料
【課題】
W−ThO2合金からなる陰極材料の代替材料となる、放射性元素であるトリウムを含まないタングステン合金からなる陰極材料を提供する。
【解決手段】TIG、プラズマ溶射、プラズマ切断、放電加工、放電灯等に使用される放電陰極材料として用いられるタングステン陰極材料に希土類酸化物粒子とタングステン炭化物を微細分散させることで、希土類酸化物の還元と拡散を促進し、陰極表面への希土類元素の供給を確保し放電特性を向上させる。
(もっと読む)
異材接合方法
【課題】アルミニウム合金材と鋼材との異材接合にTIG溶接を適用するに際して、「湯別れ」を防止して、高い接合強度を有する異材溶接継手(異材接合部)が得られる異材接合方法を提供することにある。
【解決手段】アルミニウム合金材11と鋼材12とをTIG溶接にて異材接合するに際し、先端部が電極中心軸6に対して斜め切りされた先端面2を有するタングステン電極1を用い、このタングステン電極の前記先端面2の側をアルミニウム合金材11側に向かわせるとともに、その先端2aが鋼材側に尖るように、アルミニウム合金材11の上方側から溶接線に向かわせ、このタングステン電極先端2aからのアーク3が鋼材12側に指向するようにする。
(もっと読む)
導電用端子
【課題】高い硬度かつ良好な電気伝導性を有し、安価に作製できる導電用端子を提供すること。
【解決手段】純銅、貴金属または前記純銅と前記貴金属との合金を含む粉体をガスと共に加速し、表面に固相状態のままで吹き付けて堆積させることによって形成される金属皮膜からなり、接触対象と接触する接触部133aを備えることによって、安価に作製でき、高い硬度かつ良好な電気伝導性を有する導電用端子13aを得ることができる。
(もっと読む)
耐脆性破壊発生特性に優れた電子ビーム溶接継手
【課題】降伏強度が355MPaクラス以上で、板厚が50mm超の電子ビーム溶接用高強度鋼板を突合せ溶接して、破壊靭性値δcが十分に高い溶接継手を形成する。
【解決手段】溶接構造体の突合せ溶接継手において、(a)溶接金属部の硬さが母材の硬さの110%以上220%以下であり、かつ、(d)溶接溶融線と接する溶接影響部(HAZ)の旧オーステナイト粒径が100μm以下であり、必要に応じ、(b)溶接金属部の幅が母材板厚の20%以下であり、及び/又は、(c)熱影響を受けていない母材部の硬さの95%以下の硬さに軟化している溶接影響部領域の幅が3mm以上であることを特徴とする耐脆性破壊発生特性に優れた電子ビーム溶接継手。
(もっと読む)
溶接ワイヤの連結方法
【課題】例えば大径鋼管の溶接に際し、溶接ワイヤの送球時の破断を生じることなく、かつ溶接時の電流及び電圧を安定に保って溶接を行うことを可能とする。
【解決手段】両端部に、端面から軸方向へ向けて雄ねじ部6及び未加工部7をこの順に備える連結用溶接ワイヤ4を用いて、雄ねじ部6に噛合する雌ねじ部8を有する第1の溶接ワイヤ5及び第2の溶接ワイヤを接続する。第1の溶接ワイヤ5の径に対する連結用溶接ワイヤ4の径の比が0.625〜0.75であり、連結用溶接ワイヤ4の軸方向に関する雄ねじ部6及び未加工部7それぞれの長さの比率が2:1〜3:2であるとともに、軸方向に関する雄ねじ部6の長さが8mm以上である。
(もっと読む)
スポット溶接用電極
【課題】本発明は、難溶性の素材、特にSnを主成分とするめっき鋼板を使用した場合の連続打点性により一層優れたスポット用電極を更に安価に提供することを目的とする。
【解決手段】Sn系めっき鋼板のスポット溶接用電極であって、厚さ1μm以上1000μm以下のNi又はNi合金からなる金属層を電極チップ先端に有しており、前記金属層の表面の面粗度Raが800nm以下であることを特徴とする、スポット溶接用電極である。
(もっと読む)
1 - 10 / 120
[ Back to top ]