
国際特許分類[B23K35/40]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断のために用いられる溶加棒,溶接電極,材料,媒剤 (4,089) | ハンダ付または溶接のための線または棒の製造 (325)
国際特許分類[B23K35/40]に分類される特許
1 - 10 / 325
フラックス組成物及びブレージングシート
【課題】マグネシウムを含有するアルミニウム合金材のろう付けに用いた際、少ない塗布量であってもろう付け性を高めることができるフラックス組成物、及びこのフラックス組成物を用いたブレージングシートを提供することを目的とする。
【解決手段】本発明は、アルミニウム合金材のろう付け用フラックス組成物であって、[A]KAlF4を含むフラックス成分、及び[B]第1族元素及び第2族元素以外の元素を含み、Kを含まないフッ化物を含有することを特徴とする。また、本発明のブレージングシートは、アルミニウム合金からなる芯材と、この芯材の少なくとも一方の面に積層されるろう材と、このろう材の一方の面に積層され、上記フラックス組成物からなるフラックス層とを備える。
(もっと読む)
鉛フリーはんだ合金及びその製造方法
【課題】 耐酸性及び軟性に優れた 鉛フリーはんだ合金、及びその製造方法を提供する。
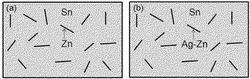
【解決手段】 Sn−Zn系 鉛フリーはんだ合金に、Agを1〜5重量%添加させ、Ag−Zn合金相であるガンマ(γ)及びエプシロン(ε)相の分率を5〜20体積%に形成することで、前記 鉛フリーはんだ合金の軟性だけではなく前記合金の耐酸性を大幅に改善させる。
(もっと読む)
半自動アーク溶接法

【課題】半自動アーク溶接ではソリッドワイヤやフラックスを封入したフラックス入りワイヤを使用するが、ソリッドワイヤではフラックスの機能がなく、フラックス入りワイヤではワイヤの断面積が限定されるため所要のフラックスをワイヤに封入することができず、スパッタの抑制や溶接品質や溶接能率に満足できなかった。また、シールドガスは空気を遮断するだけであり積極的に溶接性を向上させる機能はなかった。
【解決手段】溶接ワイヤに塗布機にて液体フラックスを塗布することでフラックス入りワイヤはもちろんソリッドワイヤでもフラックス機能を生かした溶接が可能となった。かつ気化装置に充填した液体フラックスにシールドガスを導いて気化せしめて、シールドガスと混合した混合シールドガスを生成し、この混合ガスを溶接トーチに導いて溶接ことでシールドとフラックス機能を併せ持つ溶接が可能となった。
(もっと読む)
フォームはんだ
【課題】従来のフォームはんだ製造方法は、所定量の金属粒を直接溶融はんだ中に投入してから金属粒を分散させるため、フォームはんだ中にフラックスが微量残っていた。そのため従来のフォームはんだ製造方法で得られたフォームはんだではんだ付けを行うとボイドが発生したり、部品が傾斜したりして充分な接合強度が得られなかった。
【解決手段】本発明では、熱分解可能なフラックスと高融点金属粒からなる混合物で混合母合金を作製し、さらに混合母合金を大量の溶融はんだに投入・攪拌してビレットを作製する。そして該ビレットを押出、圧延、打ち抜き工程を経てペレットやワッシャーにする。
(もっと読む)
プリコート用ハンダペースト及びその製造方法
【課題】薄くて、かつ均一な厚さのプリコートハンダ層が形成できるとともに、IMCの発生が抑えられ、特にプリコートハンダ層の形成に用いた場合に優れたプリコート用ハンダペーストを提供する。
【解決手段】ハンダ粉末とハンダ用フラックスとを含有するプリコート用のハンダペーストにおいて、ハンダ粉末10は銅からなる中心核と中心核を被覆する錫からなる被覆層とを有するA粉末11と銀からなるB粉末12との混合粉末であって、ハンダ粉末の平均粒径が0.1〜5.0μmであることを特徴とする。
(もっと読む)
アルミニウム合金ブレージングシート
【課題】ろう付の際にフラックスの塗布が不要となるアルミニウム合金ブレージングシートを提供する。
【解決手段】心材11にろう材12がクラッドされてブレージングシート10を構成している。心材11とろう材12との界面には、フッ化物系のフラックス13が分布している。点在しているフラックス13の長さL1〜L4の合計、及び断面積a1〜a4の合計は、それぞれブレージングシート10の長さLに対して所定の範囲内にあることが好ましい。
(もっと読む)
溶接継手および溶接材料
【課題】高強度母材を予熱なしで溶接して得られる高強度・高靱性溶接継手の提供。
【解決手段】C:0.03〜0.19%、Si:0.03〜0.90%、Mn:0.30〜1.80%、P≦0.030%、S≦0.010%、Cr:0.05〜1.20%、Mo:0.05〜1.00%、sol.Al:0.01〜0.10%、N≦0.0050%以下を含み、残部がFeと不純物の化学組成を有し、マルテンサイト相の構成比率が面積率で95%以上の組織からなる引張強さ≧950MPaの鋼母材と、C:0.03〜0.08%、Si:0.2〜1.0%、Mn:0.3〜3.0%、Ni:4.0〜7.0%、Cr:11.5〜15.0%を含み、残部がFeと不純物からなり、〔Creq+0.5Nieq>16.5〕、〔Creq+5.7Nieq<58.8〕、〔Creq−0.63Nieq<10.6〕を満たす化学組成を有する溶接金属とからなる、溶接継手。
(もっと読む)
アルミニウム合金ブレージングシートとその製造方法、およびアルミニウム製熱交換器のろう付け方法
【目的】フラックスを内包したアルミニウム合金ブレージングシートを提供する。
当該ブレージングシートにおいては、熱間圧延性が阻害されることなく、熱間圧延時にフラックスが飛散して装置を汚染する問題も回避できる。
【構成】不活性ガス雰囲気中でフラックスを塗布することなしに加熱することによりろう付け接合される熱交換器に用いられるブレージングシートであって、心材の片面または両面に、Si:6〜13%を含むAl−Si系アルミニウム合金ろう材をクラッドしてなり、心材とろう材の界面には、弗化物系フラックスと、固相線温度が565℃以下の金属粉との混合物が内包しており、該混合物の一部または全部は溶融した後に凝固したものであることを特徴とする。
(もっと読む)
アルミニウム合金ブレージングシートとその製造方法、およびアルミニウム製熱交換器のろう付け方法
【目的】フラックスを内包したアルミニウム合金ブレージングシートを提供する。
当該ブレージングシートにおいては、熱間圧延性が阻害されることなく、熱間圧延時にフラックスが飛散して装置を汚染する問題も回避できる。
【構成】不活性ガス雰囲気中でフラックスを塗布することなしに加熱することによりろう付け接合される熱交換器に用いられるブレージングシートであって、心材の片面または両面に、Si:6〜13%を含むAl−Si系アルミニウム合金ろう材をクラッドしてなり、心材とろう材の界面には弗化物系フラックスが内包しており、該フラックスの一部または全部は溶融した後に凝固したものであることを特徴とする。
(もっと読む)
溶融はんだめっき撚線の製造方法
【課題】無酸素銅(OFC)を用いる場合に比して、軟質銅撚線を製造する上において、はんだめっき槽への浸漬時間をより短時間で行うことができ、更なるめっきラインの増速化を実現することができる溶融はんだめっき撚線の製造方法を提供する。
【解決手段】不可避的不純物を含む銅と、2mass ppmを超える量の酸素と、Mg、Zr、Nb、Ca、V、N、Mn、Ti、Crの少なくとも一種の添加元素と、を含む希薄銅合金材料に対して伸線加工を施して伸線材2aを作製する伸線工程Aと、該伸線材2aを複数本用意し、これらを撚り合わせることにより撚線9を作製する撚線工程Aと、撚線9を溶融はんだめっき槽に浸漬することで伸線材2aの表面にめっき層を形成する溶融はんだめっき工程Cとを備え、溶融はんだめっき工程Cの熱量によって伸線材2aを軟質銅線に変質させるものである。
(もっと読む)
1 - 10 / 325
[ Back to top ]