
JFEスチール株式会社により出願された特許
161 - 170 / 8,589
冷間圧延方法及び金属板の製造方法
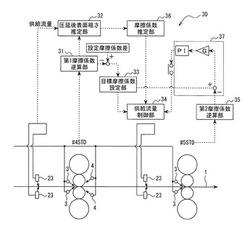
【課題】ハイブリッド潤滑システムが設けられた冷間タンデム圧延において、高速圧延に対応可能な冷間圧延の技術を提供する。
【解決手段】隣接圧延スタンドにおける圧延実績と当該圧延スタンド入側に設けられた第2圧延油供給系統より供給されたエマルション圧延油の供給量から隣接する圧延スタンドでの摩擦係数と圧延後の鋼板表面粗さを逆算して、圧延後の鋼板表面粗さを最終圧延スタンド入側に供給される第2のエマルション圧延油の供給条件として予測する。また、予め設定された最終圧延スタンド及び隣接する圧延スタンドとの摩擦係数差の絶対値より最終圧延スタンドでの目標摩擦係数を設定する。最終圧延スタンドでの摩擦係数が目標摩擦係数となるように、最終圧延スタンド入側の第2圧延油供給系統から供給される第2のエマルション圧延油を供給する条件としての鋼板1表面粗さに基づき第2のエマルション圧延油の供給量をフィードフォワード制御する。
(もっと読む)
製鉄用原料の改質方法

【課題】製鉄用原料改質のための燃料コストを抑制することができると共にCO2の発生の抑制にも有効で、還元性の良好な高炉原料や焼結原料を安価に提供することができる技術を確立する。
【解決手段】酸化鉄含有製鉄用原料に対し、未処理コークス炉ガスを接触させることにより、そのコークス炉ガスのもつ顕熱を用いて該コークス炉ガス中に含まれる還元性ガス成分により、該製鉄用原料を予備還元して改質製鉄用原料とする方法。
(もっと読む)
固定砥粒ワイヤ及びそれを備えた切断装置ならびにウエハ
【課題】被加工物を切削加工して形成したウエハの強度の低下を抑制することが可能な、固定砥粒ワイヤ及びそれを備えた切断装置と、固定砥粒ワイヤまたは切断装置を用いて作製されたウエハを提供する。
【解決手段】線状のワイヤ本体22と、ワイヤ本体22の外径面に固着している複数の砥粒24を備え、被加工物Wの切削加工に用いる固定砥粒ワイヤ14であって、複数の砥粒24のうち被加工物Wの切削加工に寄与する砥粒24を、複数の砥粒24がワイヤ本体22の外径面から突出している突出量の分布において、突出量の区間の幅が4.5[μm]以内となるように調整する。
(もっと読む)
混銑車用耐火物およびそれを用いた混銑車
【課題】多量の気体酸素を使用した溶銑予備処理に対しても耐用性の高い混銑車用耐火物およびそれを用いた混銑車を提供する。
【解決手段】混銑車1の炉口2の周辺および天井部3の少なくとも一方に、マグネシア(MgO)単体とマグネシアスピネル(MgO・Al2O3)と黒鉛とを主成分とする煉瓦4を使用した、混銑車用耐火物および混銑車である。さらに、混銑車用耐火物はマグネシアスピネルの比率は5重量%〜50重量%の範囲内で、黒鉛の比率は1重量%〜30重量%の範囲内とし、アルミナ単体(Al2O3)を含み、アルミナ単体の比率を所定の範囲とした。
(もっと読む)
圧延機の振動抑制方法
【課題】仕上圧延機などの圧延機に生じる振動を確実に抑制することのできる圧延機の振動抑制方法を提供する。
【解決手段】ワークロール1a,1b、バックアップロール2a,2b、圧下用アクチュエータ3、荷重計4及びアクチュエータ制御装置5を備えた圧延機の振動を圧延機に付設された制振装置6により抑制するに際して、荷重計4から圧延時に出力された荷重信号を処理して圧延機の固有振動成分を抽出し、抽出された固有振動成分に基づいて制振装置6を制御する
(もっと読む)
連続焼鈍ラインの制御方法および制御装置
【課題】複数の被焼鈍材の諸元が異なる場合でも、炉温の設定を考慮しつつ炉速を設定して、最適炉速と最適炉温とを関連調和させて設定可能な連続焼鈍ラインの制御方法および制御装置を提供すること。
【解決手段】連続する複数の被焼鈍材のそれぞれに所定間隔ごとに設定変更点を設定する。設定変更点ごとに被焼鈍材の入側制約炉速、中央制約炉速、出側制約炉速を比較し、最も低い炉速を初期最適炉速とする。初期最適炉速と被焼鈍材の諸元からの板温の上下限値から、伝熱モデルにより炉温の設定上下限値を算出し、設定上下限値間の炉温を炉温目標値とする。接合部前後の炉温目標値に基づき初期最適炉速を修正して炉速目標値を導出する。炉速目標値と炉温目標値とから伝熱モデルにより板温値を算出し、板温値が板温上限値と板温下限値との間から外れなくなるまで、炉速目標値および炉温目標値の設定を繰り返し行う。
(もっと読む)
高炉用羽口の交換方法
【課題】高炉用羽口の損耗状況を正確に把握し、その使用寿命の末期に至る前の段階で確実に交換できる方法を提案する。
【解決手段】高炉の胴体周壁1に設置された複数の高炉用羽口3のそれぞれにつき、その損耗状況を推定して使用寿命の末期に至る前に交換する方法において、使用期間が同じである前記高炉用羽口3のそれぞれのずれ込み角度θを調査し、該ずれ込み角度θの大きい羽口から優先的に交換する。
(もっと読む)
連続鋳造における二次冷却方法
【課題】 連続鋳造設備の二次冷却帯にて鋳造中の鋳片を冷却するにあたり、鋳片表面に過冷却現象を発生させずに、鋳片を均一に冷却する。
【解決手段】 連続鋳造機で鋳造されている鋳片10を、分割部分にロールチョック13を有する分割型鋳片支持ロール6で支持しながら二次冷却するにあたり、分割型鋳片支持ロールのうちで矯正帯よりも鋳造方向上流側に設置された分割型鋳片支持ロールの全部または一部の表面に、溝の幅をw、溝の深さをd、分割型鋳片支持ロール長さ方向100mmあたりの溝の設置数をnとしたとき、分割型鋳片支持ロール長さ方向100mmあたりの溝の総断面積(=n×w×d)が50mm2以上となるように、ロール円周方向に延びる溝6aを設置し、当該溝を通して鋳片表面の冷却水の滞留水を鋳造方向下流側に流下させ、ロールチョックを通って鋳造方向下流側に流下する冷却水の滞留水によって発生する鋳片の過冷却現象を抑制する。
(もっと読む)
鋼中介在物の分析方法および分析装置
【課題】鋼中介在物の組成や大きさを迅速に測定すること。
【解決手段】鋼中介在物の分析方法は、鋼片試料に電子線を第1の加速電圧で照射することによって反射電子像を取得し、取得した反射電子像から鋼組織と鋼中介在物とを識別するステップと、鋼中介在物と判定された鋼片試料領域に電子線を第1の加速電圧とは異なる第2の加速電圧で照射することによって発生する特性X線を検出し、検出された特性X線から鋼中介在物の組成に関する情報を取得するステップと、を含む。これにより、鋼中介在物の組成や大きさを迅速に測定することができる。
(もっと読む)
潤滑性と脱脂性に優れる鋼板
【課題】広い範囲の表面粗さにおいて優れた潤滑性を発揮し、かつ、脱脂性にも優れる潤滑剤を塗布したて加工性と脱脂性に優れる鋼板を提供する。
【解決手段】表面粗さが算術平均粗さRaで0.10〜2.00μmで、表面に水溶性潤滑油を塗布乾燥した後の固形油脂分の厚さが0.2〜1.5μmであり、バウデン式動摩擦試験機で測定した動摩擦係数が0.15未満である鋼板であり、当該鋼板は、ステンレス鋼板または耐熱鋼板であることが好ましい。
(もっと読む)
161 - 170 / 8,589
[ Back to top ]