
JFEスチール株式会社により出願された特許
231 - 240 / 8,589
UOE鋼管のシーム溶接方法
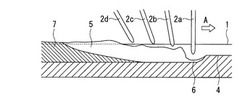
【課題】多電極(少なくとも3電極)のサブマージアーク溶接でUOE鋼管のシーム部を溶接するにあたって、溶接を終了する側で生じる余盛不足を短く抑えることによって、タブ板長さを短縮することが可能となり、ひいてはUOE鋼管の生産性を向上できるシーム溶接方法を提供する。
【解決手段】一方のタブ板から溶接を開始してUOE鋼管1のシーム部を溶接した後、他方のタブ板で第1電極2aのアークを停止し、次に第1電極のアーク停止位置近傍で第2電極2bのアークを停止し、さらに第3電極2c以降は第1電極のアーク停止位置を通過した後に同一位置でアークを停止する。
(もっと読む)
連続式加熱炉用放炎防止装置および放炎防止方法

【課題】加熱炉の扉の開閉時の火炎の漏れ出しを安定して防止する。
【解決手段】この放炎防止装置は、加熱炉10からの排気ガスを排出する排気塔23に至る煙道24の途中部分に付設されたシールドガス用ブロワ2と、このブロワ2によって送り出された煙道24内の排気ガスを装入扉12および抽出扉14の近傍まで導くシールドガス用管路3と、このシールドガス用管路3に連通され且つ装入扉12および抽出扉14にスラブ側に向けて排気ガスを噴射するように付設されたシールドガス用ノズル4とを有する。
(もっと読む)
エッジ位置検出装置
【課題】帯状体の走行を継続させながら省スペースでメンテナンスを行うことができるエッジ位置検出装置を提供する。
【解決手段】帯状体10の一方の面側に製造ラインに存在しない色を着色したカラー板2を配置し、帯状体10を挟んでカラー板2と対向配置したカラーCCDカメラ3によって、カラー板2と帯状体10のエッジ部とを撮像する。そして、カラーCCDカメラ3で撮像したカラー画像の各画素の色情報と、カラー板2の着色面と同一色の色情報との類似度をそれぞれ算出し、帯状体10の幅方向で上記類似度が低下する位置を帯状体10のエッジ位置として検出する。
(もっと読む)
金属材料の剪断設備及び剪断方法
【課題】ローリングカットシャー方式による金属材料の剪断において、特別な設備的負担を要することなく、厚鋼板などの金属材料を小さい剪断荷重で効率的に剪断加工することができ、難剪断材料も容易に剪断加工することができる剪断設備及び剪断方法を提供する。
【解決手段】剪断前の上ナイフ待機位置における上下ナイフ間のクリアランスが、金属材料の通板性を損なわず、且つナイフ長手方向の相対レーキ角分布における最小相対レーキ角θ0(deg)と上ナイフ長L(mm)がθ0×L≧150を満足するように設定される。上ナイフ待機位置における上下ナイフ間のクリアランスが小さいことにより、ナイフ長手方向でほぼ一様に大きな相対レーキ角θで剪断を行うことができ、従来設備に較べて剪断時の鉛直方向荷重を大幅に低減できる。
(もっと読む)
耐疲労性に優れた熱間圧延用遠心鋳造製ロール外層材および熱間圧延用遠心鋳造製複合ロール
【課題】ロール表層の耐疲労性に優れた熱間圧延用遠心鋳造製ロール外層材を提供する。
【解決手段】質量%で、C:2.3〜2.9%、Si:0.2〜0.8%、Mn:0.2〜1.0%、Cr:5.0〜7.5%、Mo:4.4〜6.5%、V:5.3〜7.0%、Nb:0.6〜1.5%を、14.0≦(Mo+1.7V)≦17.0(ここで、Mo、V:各元素の含有量(質量%))を満足するように含み、さらにAl:0.001〜0.03%および/またはREM:0.001〜0.03%を含有する組成を有し、炭化物を面積率で13〜40%含有する遠心鋳造製ロール外層材とする。これにより、表層の耐疲労性が顕著に向上する。また、このロール外層材に軸材を溶着一体化し、複合ロールとすることにより、表層の耐疲労性にも優れた、熱間仕上圧延用ロールとして好適な、遠心鋳造製複合ロールとなる。
(もっと読む)
還元鉄粉の製造方法
【課題】粉砕されたミルスケールや鉄鉱石などの粉状酸化鉄を高い生産性で粗還元処理できる還元鉄粉の製造方法を提供する。
【解決手段】粉状酸化鉄に粗還元処理と仕上還元処理を施して還元鉄粉を製造する還元鉄粉の製造方法において、前記粗還元処理を、連続式移動床炉を用い、前記連続式移動床炉の入り側で、移動床上に粉状酸化鉄と粉状還元剤を交互に層状に堆積させ、水素ガス雰囲気中、800〜1300℃の温度で連続的に行うことを特徴とする還元鉄粉の製造方法。
(もっと読む)
燃料遮断弁漏れ検出機能を有する燃焼装置
【課題】燃料遮断弁漏れの回避または検知を、安全性と利便性を両立して行うことができる、燃料遮断弁漏れ検出機能を有する燃焼装置を提供することを目的とする。
【解決手段】ガス供給源と、火炎検出器を備えたバーナとを連通する、ガス通路のガス供給源側に設けた元弁と、前記ガス通路のバーナ側に設けたバーナ前弁と、前記ガス通路の前記元弁と前記バーナ前弁の間に設けられ、一方が大気開放であり、他方が前記ガス通路に連通するベント弁と、前記各弁の開閉ならびに前記バーナ前弁の漏れ検出を行う制御装置とを具備し、該制御装置は、前記バーナを燃焼中から消火させるにあたって、前記元弁を開いたまま、前記バーナ前弁を閉じ、火炎検出器が前記バーナの火炎を検出しつづける場合には、前記バーナ前弁が漏れていると判定し、前記元弁を閉じるときには、前記ベント弁を開く。
(もっと読む)
リールゴムスリーブ及び鋼板の巻き取り装置
【課題】鋼板の巻き付け作業及びコイルの抜き取り作業を安全かつ確実に行うことが可能となり、かつ内径拡大に伴う切り換えに大がかりな作業を必要とすることなく、作業時間を大幅に短縮することを可能とするリールゴムスリーブ及び鋼板の巻き取り装置を提供する。
【解決手段】帯状の鋼板をコイル状に巻き取る鋼板の巻き取り装置1のテンションリール10に装着して用いられ、中空の円筒形状をなすリールゴムスリーブ13である。このリールゴムスリーブ13には磁性体材料からなる収容部13eが設けられ、該収容部13eには永久磁石30が内蔵されている。この永久磁石30は、リールゴムスリーブ13の軸方向に平行な回転軸31を有して回転可能にリールゴムスリーブ13に内蔵されている。これにより、永久磁石30の磁極の向きは、リールゴムスリーブ13の外周面の接線方向及び径方向を含む面で変更可能とされる。
(もっと読む)
シートバーの接合方法
【課題】接合装置の大型化を伴うことなく、シートバー接合部の幅方向エッジ部周辺の接合性を改善することにより、完全連続熱間圧延での板破断を防止することが可能なシートバーの接合方法を提供する。
【解決手段】熱間圧延ラインの仕上圧延の直前にて、先行シートバーの尾端部と後行シートバーの先端部をシャーにてせん断した後に、加熱、アップセット接合して連続的に仕上圧延することにより、複数本のスラブから連続して複数の熱延鋼板コイルを製造する完全連続熱間圧延方法において、先行シートバーあるいは後行シートバーの少なくとも一方の接合端面の幅方向両エッジ部をテーパ状に面取り成形した後に加熱、接合を行うことを特徴とする、シートバーの接合方法。
(もっと読む)
剛性に優れた薄鋼板
【課題】板厚が1.6 mm以下の薄鋼板でも、圧延直角方向のヤング率が230GPa以上で、しかもプレス成形後に軟窒化処理を実施した後の平均ヤング率が220GPa以上を満足する、剛性に優れた薄鋼板を提供する。
【解決手段】質量%で、C:0.008%以下、Si:0.5〜1.0%、Mn:1.0〜3.0%、P:0.05%以下、S:0.01%以下、Al:0.5%以下、N:0.01%以下およびTi:0.02〜0.10%を含有し、かつ次式(1)で定義される固溶Ti濃度Ti*が−0.01〜0.05%の範囲を満たし、残部はFeおよび不可避的不純物からなる組成とし、面積率で、フェライト相:90%以上、マルテンサイト相:10%以下(但し、0%を含む)の組織とし、さらに圧延直角方向のヤング率が230 GPa以上で、窒化処理を施した後の鋼板表層の硬度がHv300以下で、かつ次式(2)で定義される平均ヤング率EAVE後を220 GPa以上とする。
Ti*=[%Ti]−(47.9/14)×[%N]−(47.9/32.1)×[%S]−(47.9/12)×[%C] --- (1)
EAVE後=(EL後+2ED後+EC後)/4 --- (2)
(もっと読む)
231 - 240 / 8,589
[ Back to top ]