
JFEスチール株式会社により出願された特許
281 - 290 / 8,589
真空脱ガス設備の煙道ダクト内付着物の除去装置
【課題】設置スペースが十分に確保できない場合であっても、煙道ダクト内付着物を除去する際に作業者の作業負担を軽減することができる真空脱ガス装置の煙道ダクト内付着物の除去装置を提供する。
【解決手段】除去装置1は、真空脱ガス設備に含まれる処理槽2の、煙道ダクト3とは反対側に設けられたマンホール4から煙道ダクト内付着物を除去する除去装置であって、マンホール4から処理槽2を経て煙道ダクト3に達するチゼル5を備えたブレーカー60と、ブレーカー60の向きを俯仰可能、且つ左右に旋回可能に調整できるようにブレーカー60を支持した調整機構と、ブレーカー60の反力を受けるように配置されたブレーキと、を有することを特徴とするものである。
(もっと読む)
溶接熱影響部靱性に優れた溶接鋼管およびその製造方法
【課題】生産性に優れ、なおかつ溶接内部品質を劣化させることなく、溶接熱影響部靱性に優れた溶接鋼管を供給することを目的とする。
【解決手段】内面または外面のいずれかを先行して溶接した内外面各1層の突合せ溶接部を有する溶接鋼管において、溶接熱影響部の金属組織のうち、島状マルテンサイト(MA)面積分率が4%以下で、平均旧オーステナイト粒径が400μm以下で、先行溶接及び後続溶接によって形成された溶接熱影響部の平均旧オーステナイト粒径、先行溶接及び後続溶接によって形成された溶接ビードのビード先端から5mmの位置でのビード幅、先行溶接及び後続溶接した溶接ビードの溶融線傾斜角等を考慮したことを特徴とする溶接熱影響部靱性に優れた溶接鋼管。
(もっと読む)
コークス炉のタールパン

【課題】コークス炉の操業中も浮き上りや転倒を防止できるタールパンを提供する。
【解決手段】コークスを製造するコークス炉に付属するタールパン受け板に設置されるタールパンであって、タールパン2にはコークス炉のバックステイ5にタールパン2を嵌め合わせて固定する固定用アングル3が取付けられ、前記バックステイ5にはタールパン回転防止板4が取付けられている。
(もっと読む)
Al含有フェライト系ステンレス熱延鋼帯の製造方法およびAl含有フェライト系ステンレス熱延鋼帯、ステンレス箔、並びに、自動車排ガス浄化装置用触媒担体
【課題】靭性を低下させること無く表面性状を改善し、安定した製造プロセスでの生産が可能な高Al含有フェライト系ステンレス熱延鋼帯の製造方法を提供する。
【解決手段】質量%で、C:0.05%以下、Si:2.0%以下、Mn:1.0%以下、S:0.003%以下、P:0.05%以下、Cr:15.0〜35.0%、Ni:0.05〜0.30%、Al:3.0〜10.0%、N:0.10%以下、Ti:0.02%以下、Nb:0.02%以下、Ta:0.02%以下、Zr:0.005〜0.20%、Ce:0.02%以下、Ceを除くREM:0.03〜0.20%、MoおよびWのうち少なくとも一種を合計で0.5〜8.0%を含有し、残部がFeおよび不可避的不純物より成る鋼を熱間圧延する際、850℃以上の温度で熱間圧延を終了し、その後10℃/秒以上の冷却速度で500〜650℃まで急冷した後に巻取りを行ってコイルとする。
(もっと読む)
中炭素鋼の連続鋳造方法
【課題】鋳片の表面割れを防止できる、中炭素鋼の連続鋳造方法を提供する。
【解決手段】モールドパウダー5を、SiO2、CaOを主成分として、質量%で、CaO/SiO2が1.0以上1.5未満で、Na2O:4.0〜13.0%、Li2O:0.5〜2.0%、を含み、かつ、Na2O/Li2Oが5.0〜8.0及び(Na2O+Li2O)/SiO2が0.32〜0.40を満足するように調整し、1300℃における粘度が0.01〜0.1Pa・sであるパウダーとする。
(もっと読む)
冷延鋼帯の表面処理方法
【課題】冷延鋼帯を連続的に電気めっきする際に、アークスポットの発生を的確に抑制することができる冷延鋼帯の表面処理方法を提供する。
【解決手段】冷延鋼帯をめっき液中に浸漬し、通電用ロールから当該鋼帯に電気を流して、連続して電気めっきをする際に、PPI(25.4mm当たりの粗さ中心線を超える山数)を1500以下とする表面粗さを有する通電用ロールを用いて、アークスポットの発生を抑制することを特徴とする冷延鋼帯の表面処理方法。
(もっと読む)
熱間スラブの幅プレス用金型の冷却方法
【課題】熱間スラブの幅プレス用金型に生ずる熱的損傷を低減することにより、金型の長寿命化を図るとともに、金型表層の欠け落ちによって発生する表面品質トラブルを防止することを可能とする、熱間スラブの幅プレス用金型の冷却方法を提供する。
【解決手段】先行スラブの幅プレス終了後から後行スラブの幅プレス開始までの待機時間tw内において、後行スラブの幅プレス開始直前の金型表層温度に対応する金型表層の降伏応力σに対して、金型を水冷しつつ、水冷中の金型表層で増加する熱応力が前記降伏応力σに到達する以前まで水冷し、その後、金型の水冷を停止して復熱させ、金型表層温度が直前の水冷開始温度Tsに到達する以前まで水冷を停止して、金型表層の熱応力を低減させ、前記待機時間twの間、前記金型表層降伏応力σ到達以前までの水冷と、直前の水冷開始温度Ts到達以前に復熱するまでの水冷停止とを、交互に繰り返す。
(もっと読む)
電気亜鉛めっき鋼板の製造方法
【課題】電流効率の低下を抑え、高い白色度を有する電気亜鉛めっき鋼板の製造方法を提供する。
【解決手段】2-ベンゾチアゾリルチオ基を持つ有機化合物の1種又は2種以上が合計で0.01mass ppm未満の電気亜鉛めっき浴中で電気亜鉛めっき処理を行う。次いで、2-ベンゾチアゾリルチオ基を持つ有機化合物の1種又は2種以上を合計で0.01〜3 mass ppm含有する電気亜鉛めっき浴中で亜鉛付着量がめっき層全体の1〜50%となるように電気亜鉛めっき処理を行う。
(もっと読む)
管状火炎バーナ
【課題】安定した火炎の形成ができて良好な燃焼性を確保できるとともに、一定量以上の希釈ガスを投入しても失火せずに、熱風の温度を適切に低下させることができる管状火炎バーナを提供する。
【解決手段】管状火炎バーナ1おいて、燃焼室10は、胴長方向の他端側から中間部分にかけて設けられた小径部13と、胴長方向の中間部分から胴長方向の一端側にかけて設けられた大径部14と、小径部13から大径部14に向けて徐々に径が太くなるよう設定されたテーパ部15とを備える。燃焼室10の小径部13には、燃料ガス用ノズル16及び酸素含有ガス用ノズル17が設置される。燃焼室10の大径部14には、大径部14内に大径部14の接線方向に希釈ガス温度調整ガスを吹き込む希釈温度調整ガス用ノズル18が設置される。
(もっと読む)
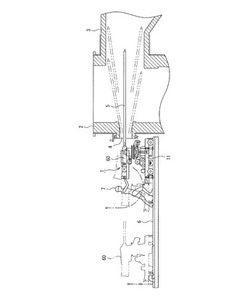
連続鋳造用エアシールパイプの支持装置およびエアシールパイプ
【課題】オンラインでコレクタノズルに対するエアシールパイプの押付け力を正確に測定することのできる連続鋳造用エアシールパイプの支持装置およびエアシールパイプを提供することを目的とする。
【解決手段】支持アーム11Aの先端部にエアシールパイプ5を支持して溶融金属容器1の底部に取付けられたコレクタノズル4に押付ける連続鋳造用エアシールパイプの支持装置において、前記支持装置の根元部に設置されていて、前記エアシールパイプ5の押付け力を測定するロードセルに加えて、前記支持アーム11Aの先端部にも前記エアシールパイプ5の押付け力を測定するためのロードセル20を設置する。
(もっと読む)
281 - 290 / 8,589
[ Back to top ]