
本田技研工業株式会社により出願された特許
2,001 - 2,010 / 23,863
回転電機のステータ
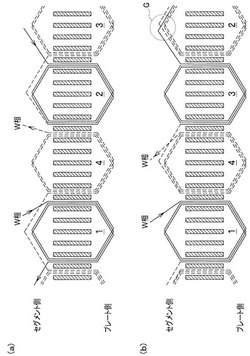
【課題】組み立て性を向上させるとともに、コイルエンド部分の容積を低減して小型化を図ることができる回転電機のステータを提供する。
【解決手段】ステータコア10と、複数のコイルセグメント21,22,23と、複数のコイルエンドプレート24,25,26と、を備え、ステータコア10における2つのスロット11にコイルセグメント21,22,23の一対の脚部が収容され、かつ、ステータコア10の端面側において、当該2つのスロット11に収容されたコイルセグメント21,22,23の一対の脚部のそれぞれの端部がそれぞれ別個のコイルエンドプレート24,25,26と接続されることで、円環状の電流経路が形成され、当該電流経路が、ステータコア10の径方向および周方向に複数形成されるとともに、ステータコア10の周方向に隣接する電流経路には、それぞれ逆回転の方向に電流が流れる。
(もっと読む)
電動車両

【課題】部品点数の増加を抑制しつつ、メインバッテリへの充電の際にかかる電動システム系電子機器の負担軽減を図ることが可能な電動車両を提供する。
【解決手段】高圧電線13を遮断可能な第1接点リレー21と、高圧電線14を遮断可能な第2接点リレー24とを有し、第1接点リレー21はメインバッテリ11と充電系電子機器20との間に配置され、第1接点リレー21をバイパスさせる第1プリチャージリレー22が、第1接点リレー21と並列に配置され、第2接点リレー24が、充電系電子機器20と電動システム系電子機器17との間に配置されることを特徴とする。
(もっと読む)
鋳造装置
【課題】溶湯保持炉内や鋳型内の雰囲気を調整しながら鋳造する場合においても、注湯タイミングや注湯時間を測定可能な鋳造装置を提供する。
【解決手段】溶湯保持炉の出湯口を鋳型10の湯口11に密着させ、溶湯保持炉内及び/又は鋳型10内の雰囲気を調整しながら鋳造する鋳造装置において、湯口11に鋳型10内外を連通する連通孔50を設け、連通孔50に湯口側からスリット体51、耐熱ガラス52、溶湯検出手段53を備える構成とする。
(もっと読む)
溶湯保持炉及び溶湯保持炉における注湯方法
【課題】出湯口を溶湯に漬けることなく、溶湯の漏出を防止可能な溶湯保持炉及び溶湯保持炉における注湯方法を提供する。
【解決手段】溶湯保持炉20は、炉体21と、炉体21に溶湯Mを供給する際には開口し閉塞中は炉体21内を密閉する上蓋27と、炉体21の出湯口22に設けた多孔質部材51と、上蓋27の閉塞時における炉体21内の圧力を調整する圧力調整手段40とを備える構成とする。
(もっと読む)
溶湯保持炉
【課題】炉体内を加圧する場合やノズルの隙間が大きい場合であっても、隙間からの漏れを防止する溶湯保持炉を提供する。
【解決手段】炉体21の出湯口22のノズル23を閉塞するストッパ30を有した溶湯保持炉20であって、ノズル下23A及び炉体21内を密閉する密閉手段24,50と、密閉したノズル下23A及び炉体21内を加圧する加圧手段41とを備える構成とする。
(もっと読む)
溶湯保持炉及び鋳造装置
【課題】溶湯保持炉内の雰囲気を出湯直前まで制御可能な溶湯保持炉及び鋳造装置を提供する。
【解決手段】溶湯保持炉20は、密閉式の炉体21と、密閉式の炉体21の出湯口22を塞ぎ、出湯時に溶湯の熱で貫通する閉塞部材50とを備える構成とする。
(もっと読む)
出湯装置及び注湯方法
【課題】ストッパを使わずにルツボ内の雰囲気を制御可能な出湯装置及び注湯方法を提供する。
【解決手段】出湯装置20は、溶湯Mを溜める傾動式のルツボ21と、ルツボ21を覆う密閉部材24と、密閉部材24に設けられた出湯口24Aと、出湯口24Aに設けられルツボ21の傾動出湯時に溶湯Mの熱で貫通する閉塞部材50とを備える構成とする。
(もっと読む)
溶湯保持炉
【課題】レードル法、電磁誘導ポンプ法、ストッパ法によらずに出湯する溶湯保持炉を提供する。
【解決手段】溶湯保持炉20は、出湯口22を有し、軸心C回りに回転可能なルツボ21と、該ルツボ21内の軸心Cからオフセットした位置に溶湯Mを供給可能な溶湯供給樋29とを備え、この溶湯供給樋29から供給される溶湯を遠心力でルツボ21の炉壁に押し付け、該ルツボ内に溶湯Mを保持可能な構成とする。
(もっと読む)
パーキングギヤ付きプーリシャフトの製造方法及び同製造装置
【課題】生産性を良好に保ちつつ金型費用を下げることができるパーキングギヤ付きプーリシャフトの製造技術を提供することを課題とする。
【解決手段】丸棒を切断することで棒状素材を造る(ST01)。この棒状素材を熱間鍛造機に掛け、パーキングギヤ部を含めてプーリシャフトを造形する(ST02:熱間鍛造工程)。得られた熱間鍛造品を回転位置決め機構まで運搬する(ST03)。熱間鍛造品を所定の方位に改める(ST04)。位置が決められた熱間鍛造品をローダで慎重に冷間鍛造機まで運搬する(ST05)。冷間鍛造機でパーキングギヤ部を仕上げる(ST06:冷間鍛造工程)。
【効果】鍛造工程は熱間鍛造工程と冷間鍛造工程だけで済む。機械加工は不要である。したがって、生産性を良好に保ちつつ金型費用を下げることができる。
(もっと読む)
鋳造品取出/中子セット装置
【課題】鋳造作業を行うための装置のスペースを狭小化するとともに、サイクルタイムを短縮する。
【解決手段】鋳造品取出/中子セット装置30は、多関節ロボットの先端アーム32(回転軸)に設けられた鋳造品保持手段34及び中子保持手段38と、エアブロー機構とを備える。鋳造品保持手段34が鋳造品28を保持した後、エアブロー機構を構成する第1エアノズル40、第2エアノズル42から圧縮エアを吐出することによって金型14を清掃する。次に、必要に応じて金型14に離型剤を塗布した後、先端アーム32を回転させ、中子保持手段38に保持された中子36を金型14にセットする。
(もっと読む)
2,001 - 2,010 / 23,863
[ Back to top ]