
株式会社東京精密により出願された特許
21 - 30 / 592
平行ずれ吸収機構を備えた位置決め装置
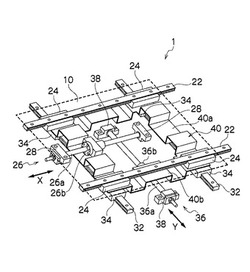
【課題】直動2軸搬送ユニットにおいて、スライドガイドや送り機構等の複数の直動要素間の平行ずれを一括で吸収し、滑らかな動作を可能とする。
【解決手段】第1の方向に沿って互いに平行に設けられた一対の第1のレールと、前記第1の方向と直交する第2の方向に沿って互いに平行に設けられた一対の第2のレールと、前記一対の第1のレール間の幅方向にのみ弾性変形可能な弾性部材によって前記一対の第1のレール間を連結する第1の連結ユニットと、前記一対の第2のレール間の幅方向にのみ弾性変形可能な弾性部材によって前記一対の第2のレール間を連結する第2の連結ユニットとからなる平行ずれ吸収機構を備え、各方向における直動要素間の平行ずれを一括で吸収する。
(もっと読む)
平行ずれ吸収機構を備えた位置決め装置

【課題】直動2軸搬送ユニットにおいて、スライドガイドや送り機構等の複数の直動要素間の平行ずれを一括で吸収し、滑らかな動作を可能とする。
【解決手段】第1の方向に沿って互いに平行に設けられた一対の第1のレール及びそれに摺動可能に取り付けられた複数の第1のスライドブロックと、前記第1のレールと前記第1のスライドブロックを相対的に移動させる第1の送り機構と、前記第1の方向と直交する第2の方向に沿って互いに平行に設けられた一対の第2のレール及びそれに摺動可能に取り付けられた複数の第2のスライドブロックと、前記第2のレールと前記第2のスライドブロックを相対的に移動させる第2の送り機構と、前記第1の送り機構及び前記第2の送り機構に対して取り付けた振れ取り機構とを備え、前記第1の位置決め手段及び前記第2の位置決め手段の各直動要素間の平行ずれを一括で吸収する。
(もっと読む)
角度測定方法及び角度測定システム
【課題】回転角度を高精度且つ短時間で測定すること。
【解決手段】回転が規制された非回転体であるエンコーダ本体2aと、エンコーダ本体2aに回転自在に軸支された回転体である回転軸3とを有し、エンコーダ本体2aに対する回転軸3の相対的な回転角度を検出する相対的角度検出手段としてのロータリエンコーダ2と、エンコーダ本体2aの絶対的な回転角度を検出する絶対角度検出手段としての非接触角度検出手段20とを備える。これにより、ロータリエンコーダ2が検出した回転角度を、非接触角度検出手段20で検出した回転角度に基づいて補正することができ、回転角度を高精度且つ短時間で測定することが可能となる。
(もっと読む)
表面粗さ測定装置、及び、その測定待ち時間設定方法、並びに、測定待ち時間設定プログラム
【課題】測定開始時間を短縮化するとともに、測定範囲が狭い部位も測定可能とする表面粗さ測定装置を提供する。
【解決手段】まず、ピックアップ16で所定の試験片80を走査し変位の測定データを取得する。測定はピックアップ16の移動開始直後から実施する。次に測定により得られた変位の測定データを解析し、測定値が安定し始める点を測定値安定開始点として検出する。次に、ピックアップ16が測定値安定開始点に到達するまでに要する移動時間を求める。そして、求めた移動時間を測定待ち時間に設定する。
(もっと読む)
半導体基板の切断方法及び半導体基板の切断装置
【課題】安定した品質のチップを効率よく得ることができる。
【解決手段】ウェーハW表面にバックグラインドテープが貼着され(ステップS1)、レーザ光をウェーハW内部に照射して、ウェーハWの表面から略60μm〜略80μmの深さに切断ラインSに沿って改質領域を形成し(ステップS2)、ウェーハWの表面から略50μmの基準面までウェーハWを裏面から研削する(ステップS3)。このとき、改質領域内のクラックが、基準面とウェーハW表面との間に進展される。その後、研削によりウェーハWの裏面に形成された加工変質層が除去され、ウェーハW裏面が鏡面加工され(ステップS4)、ウェーハW裏面にエキスパンドテープが貼付され(ステップS5)、弾性体212上に載置されたウェーハWが押圧部材218で押圧されることにより割断され(ステップS6)、バックグラインドテープが剥離され(ステップS7)、エキスパンドテープEが外側へ拡張されると、チップCが離間される(ステップS8)。
(もっと読む)
ダイシング装置の吸着保持装置
【課題】配管の捩れや破損を防ぎ、複数のワークを独立して保持でき、サーキュラテーブルの回転角の制限を無くし、吸着力を大きくする。
【解決手段】サーキュラテーブル1には、複数の吸着口9を各別に含む複数の排気経路10が形成され、配管ブロック8は、サーキュラテーブル1と同心の環形状に形成され、配管継手13が接続される複数の排気室12を有する。この配管ブロック8は、サーキュラテーブル1の下面側又は外側に配置される。又、配管ブロック8を移動体3上に支持固定し、排気室12を円弧形状に形成し、各排気室12をサーキュラテーブル1側の各排気経路12に夫々独立に連通させて、各吸着口9に吸着力が独立に生じるように構成する。
(もっと読む)
半導体基板の切断方法及び半導体基板の切断装置
【課題】安定した品質のチップを効率よく得ることができる。
【解決手段】ウェーハW表面にバックグラインドテープが貼着され(ステップS1)、レーザ光をウェーハW内部に照射して、ウェーハWの表面から略60μm〜略80μmの深さに切断ラインSに沿って改質領域を形成し(ステップS2)、ウェーハWの表面から略50μmの基準面までウェーハWを裏面から研削する(ステップS3)。このとき、改質領域内のクラックが、基準面とウェーハW表面との間に進展される。その後、研削によりウェーハWの裏面に形成された加工変質層が除去され、ウェーハW裏面が鏡面加工され(ステップS4)、ウェーハW裏面にエキスパンドテープが貼付され(ステップS5)、弾性体212上に載置されたウェーハWが押圧部材218で押圧されることにより割断され(ステップS6)、エキスパンドテープEが外側へ拡張されると、チップCが離間される(ステップS7)。
(もっと読む)
レーザダイシング装置及び方法
【課題】ウェーハの表面に形成されたデバイスを破壊することなく、ウェーハ裏面からレーザ光を照射してウェーハ内部に精度よく一定の深さ位置に改質層を形成し、また、レーザの途中経路における散乱を低減してレーザ焼けをなくし、レーザ焼けによる各部品の劣化、性能低下を防ぐとともに、レーザ照射後のウェーハを安定してチップに離間する。
【解決手段】ウェーハWの裏面に貼り付けられた透明フィルムTと、レーザ光を透過可能に形成されるとともに透明フィルムTを貼り付けたウェーハWの裏面側を密着保持する略平坦な保持面22Aを有するウェーハテーブル20と、レーザ光をウェーハWの裏面側から透明フィルムT及びウェーハテーブル20を介して照射するレーザ照射手段60と、レーザ照射してウェーハ内部を改質後、ウェーハWが貼り付いた透明フィルムTをウェーハテーブル20から取り外し、透明フィルムTにエキスバンドテープを貼り付け、該エキスバンドテープを引き伸ばしてウェーハWを個片化する機構とを有する。
(もっと読む)
ダイシング装置
【課題】メンテナンス作業のしやすいダイシング装置を提供する。
【解決手段】格納部12が設置される格納エリア202と、洗浄部16が設置される洗浄エリア208が、装置本体200の正面部に配置される。ウェーハWを切削部14Bに向けて送るためのワーク送り部14Aが設置されるワーク送りエリア204は、格納エリア202と洗浄エリア208の間に配置され、かつ、格納エリア202と洗浄エリア208よりも正面から退避させて配置される。これにより、装置正面から切削部14Bまでの距離を短縮することができる。退避させることにより装置本体200の正面部に凹状に形成されるメンテナンスエリア212には、メンテナンスカバー174が開閉自在に取り付けられる。
(もっと読む)
ダイシング装置
【課題】高精度にブレードの刃先の位置を検出できるとともに、装置構成をコンパクト化することができるダイシング装置を提供する。
【解決手段】ダイシングブレード64A、64Bの刃先の位置を検出するブレード位置検出器80A、80Bが、ワークテーブル30に近接した検出位置と、ワークテーブル30から離間した退避位置との間で移動可能に設けられる。ブレード位置検出器80A、80Bは、検出時のみ検出位置に移動し、それ以外は退避位置に位置する。
(もっと読む)
21 - 30 / 592
[ Back to top ]