
新日本工機株式会社により出願された特許
21 - 30 / 51
テーパー形状紙容器の成形機
【課題】テーパー形状の容器シェルを成形する際にマンドレルに巻き付けたブランクの端部のズレを防止する。
【解決手段】複数のマンドレル12がターレット10の外周部に等間隔に取り付けられ、そのマンドレル12の旋回方向での前方側にブランク5を供給するとともにマンドレル12の外周面に巻き付けてテーパー形状をなす中空の容器シェルを成形する成形機において、ターレット10は、ブランク5を巻き付けるべき給紙位置21にマンドレル12を一時的に停止させるように構成され、その給紙位置21でかつマンドレル12に対するターレット10の回転方向での前方側にブランク5を供給するフィーダー22が設けられ、そのフィーダー22は給紙位置21にブランク5をマンドレル12の外周面の母線と平行になる方向から給紙するように構成され、かつその給紙方向を変えずにブランクを位置決めするように構成されている。
(もっと読む)
紙容器成形機

【課題】熱可塑性樹脂が表面もしくは裏面に設けられたブランクの端部の限られた範囲を加熱して熱可塑性樹脂を溶融もしくは軟化させるにあたり、目標とする領域以外の加熱を確実に防止する。
【解決手段】ブランク5における一方の端部の表面もしくは他方の端部の裏面に向けて熱風を噴射するヒーター27と、前記表面もしくは裏面に密着させられてこれら表面もしくは裏面のうち前記合成樹脂を軟化もしくは溶融させるべき領域を前記熱風に対して露出させ、かつ前記表面もしくは裏面のうち前記領域以外の箇所を前記熱風に対して遮蔽する熱遮断部材とを備えている。
(もっと読む)
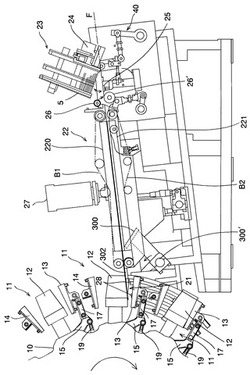
テーパー形状紙容器の成形機
【課題】テーパー形状の紙容器を効率良く成形することのできる成形機を提供する。
【解決手段】ターレット10の外周部にマンドレル12が取り付けられ、そのマンドレル12の前方側に供給されたブランク5をマンドレル12の外周面に固定するブランククランプ13がターレット10に取り付けられ、マンドレル12が移動することに伴ってそのブランク5の左右両端部をマンドレル12側に押してブランク5をマンドレル12に沿って湾曲させるガイドバー28が設けられ、そのガイドバー28によって湾曲させられたブランク5の両端部をマンドレル12の外周面に密着させるように押圧して互いに重ね合わせる巻き付け爪29が設けられ、ブランク5の端部をマンドレル12との間に挟み付けるシームクランプ14がターレット10に取り付けられている。
(もっと読む)
数値制御装置及び工作機械
【課題】機械構造の異なる各種工作機械における誤差補正システムの共通化を促進しつつ、互いに平行な移動軸を持つ複数の移動装置を含む工作機械でもその平行な移動軸を持つ各移動装置の動作の誤差補正を行えるようにすることである。
【解決手段】数値制御装置16は、数値制御プログラムからその数値制御プログラムが指示する対象物の移動位置である指令位置を読み取る指令位置読取り部26と、指令位置読取り部26によって読み取られた指令位置から機械軸毎の座標を算出する機械軸座標算出部28と、機械軸座標算出部28によって算出された機械軸毎の座標を誤差データ格納部22に格納された機械軸毎の誤差データに基づいて補正することにより機械軸毎の補正座標を算出する補正演算部30と、補正演算部30により算出された機械軸毎の補正座標に従って各駆動装置2c,6b,8b,10bに前記支持体を駆動させる駆動制御部32とを備えている。
(もっと読む)
プリプレグテープの経路計算方法
【課題】様々な曲面に対応して皺無くプリプレグテープの貼着や積層を図ること。
【解決手段】任意の初期座標p0を始点として、プリプレグテープの面Sに予定されているプリプレグテープの貼着方向V(i)に沿う探索ベクトルSVを、所定の微小移動量Δaをスカラとして演算する探索ベクトル演算ステップS101と、演算された探索ベクトルSVの終点peから面Sに下ろした垂線の足ptemp1-3(i, j, k)を演算する垂足演算ステップS102とを含み、所定の終了条件が成立するまで、垂線の足ptemp1-3(i, j, k)と探索ベクトルSVの基点とに基づいて新たな探索ベクトルSVを演算するとともに、この新たな探索ベクトルSVに基づき、垂線の足ptemp1-3(i, j, k)を次の演算の始点として探索ベクトル演算ステップS101を繰り返すナビゲーティングステップS100〜S125を備える。
(もっと読む)
旋削工具用ステー及びタービンロータ加工用旋盤
【課題】タービンロータを加工するための旋削工具が取り付けられる旋削工具用ステーの重量を低減しつつ、旋削工具用ステーの先端部の厚み方向への振動を良好に抑制する。
【解決手段】旋削工具用ステー8は、主材部32の厚み方向における両面にそれぞれ積層され、主材部32の長手方向について主材部32よりも高い縦弾性係数を有する炭素繊維強化プラスチックからなる副材部38と、タービンロータ100の加工時における主材部32の先端部の厚み方向への振れを抑制するための振動減衰機構36とを備え、振動減衰機構36は、主材部32の先端部の収容室42内に主材部32の厚み方向に変位可能となるように収容され、主材部32の先端部がその厚み方向に振れたときにその振れと逆向きに収容室42内で変位することにより当該振れを抑制する錘44を有し、副材部38は、主材部32に対する積層により主材部32の厚み方向への撓みを抑制する。
(もっと読む)
数値制御データ作成装置
【課題】開先加工を含まないNC制御データをもとに、開先加工を含むNC制御データを容易に作成できる数値制御データ作成装置を提供する。
【解決手段】数値制御データ作成装置100は、レーザ加工用の数値制御データが入力されるデータ入力部1と、数値制御データによる加工経路を表示する表示部3と、表示部3に表示された加工経路において、開先加工箇所を選択し、その開先加工箇所における開先条件を入力するための操作入力部4と、加工条件を記憶している記憶部5と、操作入力部4により選択された開先加工箇所の形状を認識する形状認識部12と、認識された開先加工箇所の形状および開先条件に対応する加工条件を記憶部5から選択し、その加工条件を用いて加工するように、数値制御データを変換するデータ変換部13とを備えている。
(もっと読む)
テーパ付き容器のカール成形方法およびカール成形装置
【課題】容器中心軸に対して胴部の傾斜角度が大きい容器であっても、確実にカール成形を行うことのできるテーパ付き容器のカール成形方法およびカール成形装置を提供すること。
【解決手段】容器中心軸線に対してテーパ状に傾斜した胴部1aと、前記胴部1bの下部に設けられる底部31とを有する容器1の上側と下側との少なくともいずれか一方の開口端1bにカール成形金型3を当接させてカール成形するテーパ付き容器のカール成形方法およびカール成形装置であって、前記カール成形金型3を前記容器1の胴部のテーパ方向に沿うように押し込むことでカール成形することを特徴とする。
(もっと読む)
補正装置及び数値制御装置
【課題】ワーク又は工具の移動速度の急変に起因して工作機械に生じるショックを低減しつつ、指令パルスの補正によって分配誤差が生じる区間を低減することが可能な補正装置及び数値制御装置を提供する。
【解決手段】補正装置26は、ワークW又はそのワークWを加工する工具8を対象物としてその対象物を移動させる移動装置を備えた工作機械2の数値制御に用いられ、移動装置に前記対象物の移動を指示するための指令パルスを前記対象物の移動速度の急変が緩和されるように補正するものであって、指令パルスのうち前記対象物の移動速度を急変させる速度急変部分を検出する検出部32aと、指令パルスのうち検出部32aによって検出された速度急変部分を含むパルス補正区間を特定してそのパルス補正区間のみを速度の変化が緩やかになるように局所的に補正する補正部34とを備えている。
(もっと読む)
熱間スラブの表面手入れ方法
【課題】設備を停止することなく、また切削加工面の悪化を招く前に、切削刃の摩耗状態を正確に把握して、刃換えの交換時期を的確に決定することができる熱間スラブの表面手入れ方法を提供する。
【解決手段】高温の鋼材の表面を、切削刃を有するフライス盤によって表面手入れするに際し、該切削刃の使用限界を、下記式(1)で規定した比切削抵抗値Kcによって判断するものとし、該比切削抵抗値Kcが所定の閾値に達した時点で該切削刃を交換する。
記
Kc={(We×60×106×ηe×ηm)/(ap×ae×vf)}×(Tm/To) --- (1)
ここで、We:切削動力(kW)、ηe:モータ効率(%)、ηm:機械効率(%)、
ap:切込深さ(mm)、ae:切削幅(mm)、vf:送り速度(mm/min)、
Tm:被削材表面温度(℃)、To:被削材表面基準温度(℃)
(もっと読む)
21 - 30 / 51
[ Back to top ]