
株式会社タンガロイにより出願された特許
81 - 90 / 185
穴あけ工具に取り付けられるチップの製造方法、並びに穴あけ工具の製造方法および穴あけ工具
【課題】切りくず処理性および加工穴の加工精度に優れ、切れ刃を再研磨する度にニックを研削加工する必要のない、工具寿命に優れた穴あけ工具を提供することを目的とする。
【解決手段】
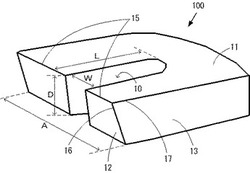
切れ刃部15がダイヤモンド焼結体、立方晶窒化ホウ素焼結体等の超高圧焼結体から形成された、穴あけ工具200に取り付けられるチップ100の製造方法において、この穴あけ工具200に取り付ける前におけるチップ100の切れ刃部15の一部を、ワイヤカット、レーザー加工、電子ビーム加工等の放電加工により、切れ刃部15からすくい面11方向に向かって切り欠いて、チップ100の厚さD方向に貫通しつつすくい面11方向にこの厚さDよりも長く伸びるスリット10を形成する工程を備えることを特徴とする。
(もっと読む)
スローアウェイチップおよびスローアウェイ式切削工具

【課題】バリの発生を抑制するとともに、切刃強度の低下をおさえ高能率加工を可能とする。
【解決手段】略多角形平板状をなすチップ本体10には、前記多角形面に形成されたすくい面11と、このすくい面11のコーナ部に形成されたコーナ切刃12と、前記コーナ切刃12の一端部に連なる多角形面の一方の辺稜部に、前記一端部に隣接して形成された主切刃13と、コーナ切刃12の他端部に連なる多角形面の他方の辺稜部に、前記他端部に隣接してコーナ切刃12から離れる方向へ順に形成された逃がし部14と、バリ取り刃15と、副切刃16と、を備え、逃がし部14は、副切刃16の両端部を結んだ直線に平行をなすコーナ切刃12の接線Tよりもチップ本体10の内方に凹み、副切刃16およびバリ取り刃15は、前記接線Tよりチップ本体10の外方に突出し、バリ取り刃15は、前記接線Tに対して0°より大きくかつ10°以下の角度で傾斜するようにした。
(もっと読む)
超硬合金および被覆超硬合金
【課題】
表面に立方晶化合物からなる硬質層を形成させた超硬合金に関し、硬質層の耐溶着性,耐反応性を向上させることによって、耐摩耗性,耐欠損性,耐チッピング性を向上させた超硬合金の提供を目的とする。
【解決手段】
合金部と、その表面に形成された硬質層とで構成された超硬合金であって、合金部は、NiおよびCoの少なくとも1種を主成分とする結合相:5〜20体積%と、ジルコニウムを主成分とする立方晶化合物相(A):1〜30体積%と、残りがWCと不可避不純物とからなり、硬質層は、平均厚さ0.5〜10μmのジルコニウムを主成分とする立方晶化合物相(B)からなる超硬合金。
(もっと読む)
被覆部材
【課題】
高速度切削、高送り切削、被削材の高硬度化などの厳しい切削加工条件において長寿命を実現できる切削工具用の被覆部材の提供を目的とする。
【解決手段】
基材の表面に被膜を被覆した被覆部材において、被膜の少なくとも1層は、(MaLb)Xc(但し、MはCr,Al,Ti,Hf,V,Zr,Ta,Mo,W,Yの中から選ばれた少なくとも1種の金属元素を示し、LはMn,Cu,Ni,Co,B,Si,Sの中から選ばれた少なくとも1種の添加元素を示し、XはC,N,Oの中から選ばれた少なくとも1種の非金属元素を示し、aはMとLとの合計に対するMの原子比を示し、bはMとLとの合計に対するLの原子比を示し、cはMとLとの合計に対するXの原子比を示す。)と表され、a,b,cは、それぞれ0.85≦a≦0.99、0.01≦b≦0.15、a+b=1、1.00<c≦1.20を満足する硬質膜からなる被覆部材。
(もっと読む)
掘削工具
【課題】掘削効率が高く、また地盤に掘削用鋼杭の横断面形状に沿った穴開けができ、固結剤の節減も図ることができる経済的な掘削工具を提供する。
【解決手段】地盤に掘削を行う掘削工具において、掘削用鋼杭11の先端部12に、該先端部12の掘削断面形状に沿って複数の掘削用ビット14を配置し、各掘削用ビット14を前記掘削用鋼杭11の先端部12に固定したことを特徴とする。
(もっと読む)
旋削工具
【課題】鋳物からなる被加工物の表面に開口した鋳巣を補修するとともに、被加工物の表面のうねりやむしれを防止しかつ表面粗さが悪化することを防止する旋削工具を提供することを目的とする。
【解決手段】旋削工具1の先端部上面に備えられた切刃は、該旋削工具1の送り方向fに略平行に延びる副切刃23aと、この副切刃23aに交差しかつ前記送り方向fに交差する横切刃23bとを備え、横切刃23bの切込み角βを0°よりも大きくかつ45°以下の範囲に設定し、横切刃23bに連なるすくい面21のうち該横切刃23bの稜線の近傍領域には、刃先に向かうにつれすくい面21よりも切削方向K後方側に傾斜しかつ横切刃23b方向でみたすくい角α1が−20°〜−75°の範囲に設定された面取部24を設け、副切刃23aの稜線を前記送り方向fに略直交する方向で横切刃23bの最先端と等しいかまたは先端側にわずかに突出させた。
(もっと読む)
クランプ補助部材およびそのクランプ補助部材を備えたスローアウェイ式切削工具
【課題】スクリューオン方式のスローアウェイ式切削工具において、スローアウェイチップの切れ刃の交換およびチップの取替えに際しての操作性および作業効率の向上を図ることを目的とする。
【解決手段】
スローアウェイ式切削工具へのスローアウェイチップの取り付けに際し用いられるクランプ補助部材であって、略円筒状の本体10と、この本体10の内周面に形成される締付ねじ200に螺合する内径ねじ部11と、この内径ねじ部11と前記締付ねじ200が螺合することによりスローアウェイチップ300に貫通形成された取付穴30に当接される前記本体10の一端に形成される切欠部14を有する頭部13と、この頭部13と反対側における前記本体10の外周面に形成されスローアウェイ式切削工具のチップ取付座に穿設されたねじ穴に螺合する外径ねじ部12とから構成される。
(もっと読む)
微粒サーメット
【課題】
硬さ,強度,靱性が高くて耐溶着性,耐摩耗性,耐チッピング性に優れた微粒サーメットの提供を目的とする。
【解決手段】
ジルコニウムとチタンとを含む複合炭窒化物からなる第1硬質相と、タングステンおよびモリブデンの少なくとも1種とチタンとジルコニウムを含む複合炭窒化物からなる第2硬質相と、ニッケルおよびコバルトの少なくとも1種を主成分とする結合相とから構成され、第1硬質相と第2硬質相とは互いに独立した粒子を形成し、第1硬質相と第2硬質相とからなる硬質相全体の平均粒径が0.05〜0.5μmである微粒サーメット。
(もっと読む)
スローアウェイ式回転工具
【課題】鋳物からなる被加工物の表面に開口した鋳巣を補修するとともに、被加工物の表面のうねりやむしれを防止しかつ表面粗さが悪化することを防止するスローアウェイ式回転工具を提供することを目的とする。
【解決手段】スローアウェイ式回転工具1に装着したスローアウェイチップ100には、該回転工具1の中心軸線CLに略直交する副切刃23aと、この副切刃23aの工具外周側に連なる面取りコーナ23bとを備え、面取りコーナの切込み角βを0°よりも大きくかつ45°以下の範囲に設定し、面取りコーナ23bに連なるすくい面21のうち該面取りコーナ23bの稜線に連なる領域には、刃先に向かうにつれすくい面21よりも工具回転方向K後方側に傾斜しかつ工具回転方向Kの法線Pとのなす角度α1を−20°〜−75°の範囲に設定した面取部24を設け、さらに、副切刃23aの稜線を前記中心軸線CL方向で面取りコーナ23bの最先端と等しいか又は先端側にわずかに突出させた。
(もっと読む)
サイドカッタ
【課題】切削バランスに優れるとともに、切屑の排出性能に優れたサイドカッタを提供することを目的とする。
【解決手段】本サイドカッタは、略円盤状をなし、その軸線まわりに回転させられる工具本体の外周面から突出する、複数の外周刃を備えてなる。前記外周刃を、該サイドカッタを幅方向で2等分する平面に対して対称的に形成し、好ましくは、前記外周刃を工具回転方向に向かって凸の山形形状、凹の谷形形状、凸曲線状又は凹曲線状のいずれかに形成する。
(もっと読む)
81 - 90 / 185
[ Back to top ]