
日本オートマチックマシン株式会社により出願された特許
1 - 10 / 39
端子挿入装置、ワイヤーハーネス製造装置、物品検出装置、及び、端子挿入方法、ワイヤーハーネス製造方法、物品検出方法
【課題】 様々な形態のワイヤーハーネスを提供すること、あるいは、端子装着の良否の確認や、ハウジングの正確かつ迅速な供給などを可能にした端子挿入装置などを提供する。
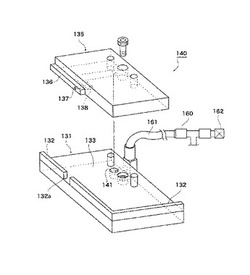
【解決手段】 端子挿入装置1は、端子Tを把持してハウジングHのキャビティに挿入するものであって、ハウジングHが所定位置にあることを確認する手段140を備える。同手段Hは、所定位置においてハウジングHが当接する部材135に形成された空所137、該空所の空気を吸引する吸引機構160、及び、該空所137に連通するパイプ161の圧力を検出する圧力センサ162を有する。該センサで検出された圧力に応じてハウジングHが所定位置にあるか否かを判定する。
(もっと読む)
コネクタ

【課題】 コネクタのハウジング同士の嵌合作業時にロック機構が損傷することを防止するコネクタを提供する。
【解決手段】 雌側ハウジング1と雄側ハウジング3とを嵌合させる際に、雌側ハウジング1の規制突起15およびサイドリブ16の働きによって、ロックアーム11の撓み方向の空間に作業者の指が挿入されることを防ぐことができる。これにより、ロックアーム11の撓みが妨げられた状態で雌側ハウジング1と雄側ハウジング3との嵌合作業が行われることがなく、ロックアーム11の凸部13の損傷による雌側ハウジング1と雄側ハウジング3との正規嵌合後のロック機構の消失を防ぐことができる。また、サイドリブ16はロックアーム11の両側部に臨むように配置されているので、作業者が誤ってロックアーム11を撓ませて嵌合作業を行ってしまうことを抑制でき、確実に慣性ロック機構を発揮させることができる。
(もっと読む)
端子挿入装置、ワイヤーハーネス製造装置、物品検出装置、及び、端子挿入方法、ワイヤーハーネス製造方法、物品検出方法
【課題】 様々な形態のワイヤーハーネスを提供すること、あるいは、端子装着の良否の確認や、ハウジングの正確かつ迅速な供給などを可能にした端子挿入装置などを提供する。
【解決手段】 端子挿入装置1は、端子Tを把持してハウジングHのキャビティに挿入するものである。係合確認機構80は、端子TのハウジングHへの挿入後に、該端子に反挿入方向への力を加えて該端子TとハウジングHとの間の変位を変位センサ86により検出することにより、該端子TとハウジングHとの係合の良否を判定する。
(もっと読む)
多線式圧着電線製造装置、多線式圧着電線製造方法、多線式電線送給装置、端子圧着方法、及び、端子圧着装置
【課題】 電線端部の姿勢に曲がりなどの乱れがあった場合にも、不良品が生産されない端子圧着電線製造装置等を提供する。
【解決手段】 圧着装置400、500は、皮むきされた電線をクランプして、端子圧着工具に電線の端部を送り込むクランプ装置300と、クランプ装置の高さ及び左右方向位置を調整する位置調整手段450を備える。また、クランプ装置でクランプされた電線の端部を撮像する手段(カメラ701)と、撮影された電線端部の画像から、電線端部が正常なクランプ姿勢かどうかを判定する手段702を備える。画像判定手段の判定に基づいて、電線端部が正常なクランプ姿勢となるように、クランプ装置の高さ及び左右方向位置を調整する。
(もっと読む)
多線式圧着電線製造装置、多線式圧着電線製造方法、多線式電線送給装置、端子圧着方法、及び、端子圧着装置
【課題】 皮むき時に発生するストリップ屑を確実に回収できる電線皮むき装置等を提供する。
【解決手段】電線皮むき装置100は、皮むき手段220に向けて空気流を吹き付ける空気ノズル137を備える。また、皮むきされた電線被覆の屑を吸い取るダクト290を備える。そしてノズル137が、電線のクランプ位置から、電線送り方向の横方向にズレた位置に配置されており、クランプ手段が横方向に移動して、ノズル137が皮むき手段220の中心近傍に来た時点で空気流を吹く。
(もっと読む)
電線送給装置、方法及び電線処理システム
【課題】 電線送り出し速度をできるだけ遅くして、電線束から安定して電線を巻き戻しながら送り出すことのできる電線送給装置などを提供する。
【解決手段】 電線送給装置40は電線Wを電線束Bからアキュムレータ50を経て電線処理装置1の電線送り込み部10へ送給する。電線送り込み部10で電線を送り込む速度V1と、1本の受け入れた電線を電線処理装置1で処理する時間Tと、電線送給装置40が電線束Bから電線Wをアキュムレータ50に送り出す速度V2とが、T+L/V1=L/V2、ここで、L=前記電線処理装置が処理する1本の電線の長さ、を満たすように設定されている。電線処理装置で1本の製品となる電線が処置される時間と、電線を送り込む時間との合計の全ての時間を使って、電線送給装置30において電線束Bから電線Wをアキュムレータ50に送り出すことができる。
(もっと読む)
端子圧着装置
【課題】端子圧着機の側方に必要なスペースを最小限に抑えることができるばかりでなく、アプリケータユニットや端子リールの段取り替えを迅速に行うことができ、さらには待機させているアプリケータユニット等の交換作業やメンテナンス作業を、端子圧着機を運転しながら容易にかつ安全に実行できる端子圧着装置を提供する。
【解決手段】第1のアプリケータユニット4Aを第1の収容部3aに収容した後、ターンテーブル3を回動させて、第2の収容部3bから第2のアプリケータユニット4Bを供給する状態にすると、第1のアプリケータユニット4Aは端子圧着機1の背面側に位置する。これにより、作業者は、第1のアプリケータユニット4Aやそれに付随する端子リール7A等の交換作業やメンテナンス作業を、端子圧着機の背面側で、端子圧着機を運転しながら容易にかつ安全に実行することができる。
(もっと読む)
端子圧着電線製造装置及び端子圧着電線製造方法
【課題】 マシンタクトタイムを下げることなく、すなわち、製造能力を確保しつつ、より高品質の製品を製造できる端子圧着電線製造機を提供する。
【解決手段】 端子圧着電線製造機の操作パネル100には、端子圧着電線の先端処理サイクルタイム、後端処理サイクルタイム、排出処理サイクルタイムが表示されるウィンドウ110、120、130が設けられている。さらに、これら各サイクルタイムの最も長いサイクルタイムから各サイクルタイムを引いた各工程の調整余力時間が、ウィンドウ111、121、131に表示される。そして、各加工作業の側方に、各々の加工作業に対応する細目動作が表示されており、各細目動作の両側には、オペレータにより決定される選択ボタン112、122、132と、余力時間(付加時間)を表示するウィンドウ113、123、133が設けられている。
(もっと読む)
コネクタのハウジング
【課題】端子の他端に電線を圧着しながら、端子の他端側への被覆状態を離脱せずに維持することのできるコネクタのハウジングを提供すること。
【解決手段】カバー部材は、開口部10に対して一方から挿入される第1カバー部材9と、第1カバー部材9と略直交する方向から開口部10に挿入される第2カバー部材14と、を備え、第1カバー部材9と第2カバー部材14とが互いに係合されるとともに、いずれか一方のカバー部材がハウジング本体5に係止されることで、開口部10の上下端が被覆される。
(もっと読む)
電線排出シュート、それを有する端子圧着電線製造機及び端子圧着電線製造方法
【課題】 長い電線や軟質な電線もシュート板上に留まらずにトレイに排出できるようにされた電線排出シュートを提供する。
【解決手段】 電線排出シュート70は、送り方向後側(電線処置装置側)が幅広で、先側(反電線処置装置側)が幅狭の先細のシュート板71と、シュート板71の横方向端部近傍に設けられたポスト75とを有する。切断電線Wは、先端部が長手先方向にシュート71上を送られた後、後端部がクランプ装置20Bでクランプされて横方向に搬送され、後端に端子が圧着された後、トレイ78上に排出される。この際、シュート板71が先側が先細形状となっているので、シュート板71との摩擦などにより後端部より遅れて搬送される中央部や先端部も、後端部とほぼ同じタイミングでトレイ78上に搬送される。排出後、切断電線Wfは、湾曲された形でポスト75に係止される。
(もっと読む)
1 - 10 / 39
[ Back to top ]