
株式会社ニイガタマシンテクノにより出願された特許
11 - 20 / 78
可塑化部の射出方法および可塑化装置
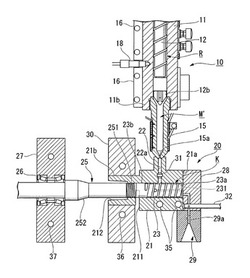
【課題】可塑化部より射出する材料の樹脂温度を安定させることができる。
【解決手段】可塑化ユニット10では、樹脂のうち溶融温度の高い方の温度に応じて加熱筒11の温度を設定し、可塑化スクリュー12を回転しつつ、樹脂を加熱筒11により所定時間だけ加熱して可塑化溶融させ、可塑化溶融された溶融樹脂M´を適宜な計量手段によって計量し、計量工程により計量した溶融樹脂M´の一部のみを射出口15aより射出するようにした。
(もっと読む)
回転テーブルの振れ制御装置及びこれを備えた工作機械、回転テーブルの振れ制御方法

【課題】回転テーブルの原点位置で軸受の振れを抑制して高精度の加工を実現する。
【解決手段】基台2に対して軸受10を介して回転テーブル3を回転可能に支持する。駆動モータの駆動力を出力ギヤからウオーム軸のウオーム軸入力ギヤに伝達し、ウオーム軸出力ギヤを介して円盤ギヤ17を回転テーブルと一体回転させる。出力ギヤの1回転毎の原点を回転位置検出器で検出し、回転テーブルの1回転毎の原点を回転テーブル位置検出器で検出する。出力ギヤとウオーム軸入力ギヤのギヤ比を1:N.5(Nは正の整数)にすると共に、ウオーム軸出力ギヤと円盤ギヤのギヤ比を1:Na(Naは奇数)にする。第二、第三コロ14,15は接触角αが90°で、その公転による移動角βは回転テーブル3の回転角ξの1/2になる。回転テーブル3を偶数回転させると、軸受10の第二コロ及び第三コロが原点に復帰し、振れの変動を抑制できる。
(もっと読む)
工作機械の圧力変動調整装置及び圧力変動調整方法
【課題】簡単な構成で移動体の象限切替時における圧力変動を抑制して象限切替段差を低減する。
【解決手段】工作機械1の圧力変動調整装置25は、主軸ヘッド4を引き上げてその重量負荷を軽減させる油圧シリンダ8と、油圧ポンプ12から送油流路15を通して油圧を油圧シリンダ8に供給する油圧ユニット14と、油圧ユニット14と油圧シリンダ8との間に配設されていて油圧シリンダ8内の圧力を減圧するリリーフ減圧弁17とを備えた。リリーフ減圧弁17と油圧シリンダ8の間で送油流路15にアキュムレータ20を設けた。主軸ヘッド4の垂直面内での上昇移動から下降移動への象限切替時に油圧シリンダ8内の蓄圧油を加圧した衝撃圧力をアキュムレータ20で吸収し、その後にリリーフ減圧弁17で油圧タンク13に逃がすことで、常用圧力に低減・調整する。
(もっと読む)
パレットチェンジャにおける治具への油空圧供給装置
【課題】治具に接続された配線・配管がスプラッシュガードに干渉せずにパレットを円滑に移動させることができるとともに、加工位置側での密閉性を確実なものとして切屑等が飛散するのを防止することができるパレットチェンジャにおける治具の油空圧供給装置を提供する。
【解決手段】治具22が設置された2つのパレット21を、前記パレット21が通過する搬出入口32がスプラッシュガードシャッター33により開閉される加工室30内部と、加工室30外部の待機位置との間で移動させるシャトル型パレットチェンジャ20における治具22の油空圧供給装置10において、パレット21の移動に追従して加工室30内部と加工室30外部との間で移動可能な移動ブラケット11と、移動ブラケット11を介して治具22に接続される油空圧配線及び配管13とを設ける。
(もっと読む)
パレット着座部の切粉除去機構
【課題】着座面周囲における切粉の堆積をなくすことで、確実な着座が行えるようにした。
【解決手段】パレット着座部の切粉除去機構1は、テーブル3内に設けられたテーブル側配管34と、パレット2に設けられ、一端の流入口22aがテーブル側流路の吐出接続口に接続可能であるとともに、他端の吐出口22bがパレット2の着座面周囲に配置されたパレット側流路22とを備え、パレット2をテーブル3に着座させる際に、テーブル側配管34(34A)の吐出接続口34bとパレット側流路22の流入口22aとが接続され、テーブル側配管34(34A)からパレット側流路22へクーラント液Cを流し、そのクーラント液Cをパレット側流路22の吐出口22bからテーブル3の着座面周囲に向けて吐出させることでパレット2とテーブル3との間に切粉が挟まらないようにした。
(もっと読む)
工作機械の制御方法及び制御装置
【課題】モータが過負荷で切削を停止したりワークや工具や工作機械の損傷等しないように回避動作を行う。
【解決手段】工作機械1の制御方法は、実際に切削する工具の駆動源であるサーボモータMのトルクをトルク検出センサ6で検出する。この実測トルクと当該トルクを生じる微少時間との積算を演算指令部11で行って二乗平均トルクを算出する。二乗平均トルクが定格トルクを越えた場合、メモリ10に予め設定した「トルク−時定数特性」テーブルに基づいて工具の早送り時定数を延長するよう変更する。変更した時定数によって、モータの二乗平均トルクが定格トルクを越えないように制御する。モータの二乗平均トルク及びピークトルクとこれらの定格トルクに対する比率、変更後の早送り時定数をディスプレイ13に表示し、作業者の操作を支援する。
(もっと読む)
工作機械の主軸駆動装置
【課題】装置自体の軽量コンパクト化を図りつつも、多段切り換えを可能としてトルク及び回転速度の範囲を拡大することができる工作機械の主軸駆動装置を提供する。
【解決手段】電動機ユニット20の駆動軸22の回転を、主軸11に伝達して、該主軸11を回転駆動させる工作機械の主軸駆動装置1において、電動機ユニット20の三相巻線がY結線とされて駆動軸22を低速回転させる低速巻線と、Δ結線とされて駆動軸22を高速回転させる高速巻線とで切り換え可能とし、主軸11と駆動軸22との間に中間軸ユニット40を設け、該中間軸ユニット40を低速位置と高速位置とでスライド移動させることにより、主軸11の駆動軸22に対するギア比を切り換え可能とする。
(もっと読む)
工作機械のパレット着座検知装置およびパレット着座検知方法
【課題】テーブルに対するパレットの着座確認に要する時間を短縮することで、サイクルタイムの向上が図れる。
【解決手段】パレット着座検知装置1は、テーブル3の着座面を清掃するための高圧エアを供給する高圧エア供給経路10Aと、パレット2とテーブル3のそれぞれの着座面の密接状態を確認するための低圧エアを供給する低圧エア供給経路10Bとが並列に配置され、高圧エア供給経路10Aと低圧エア供給経路10Bとがそれぞれの下流側で合流する共有エア供給経路10Cを有し、共有エア供給経路10Cには圧力スイッチ18を設けている。圧力スイッチ18によって高圧エア供給経路10Aと低圧エア供給経路10Bとのそれぞれがオンオフ可能とされ、高圧エア供給経路10Aから低圧エア供給経路10Bへの切り替え時に設定時間の間だけ高圧エアと低圧エアとを同時に供給するようにした。
(もっと読む)
工作機械における加工径調整装置及び加工径調整方法
【課題】面板付工作機械における加工径の調整を確実かつ容易にし、作業効率及び加工精度を向上させることが可能な工作機械の加工径調整装置及び加工径調整方法を提供する。
【解決手段】面板付工作機械1における加工径調整装置50において、加工時の回転数で回転する切刃6の回転径D2をレーザー光線Lによって測定する回転径測定手段10と、測定した回転径と目標径との差分を求める回転径誤差算出手段とを設け、差分に基づいてスライド部4をU軸方向に移動させて回転径D2を調整する。
(もっと読む)
工具の切刃測定方法及び測定装置
【課題】複数の切刃を全て自動的に測定できるようにした。
【解決手段】工作機械の主軸2に装着し、周方向に複数の切刃5を所定間隔で固定した工具3の切刃長を順次測定する。まず主軸2の割出し角演算手段18によって工具3を所定角度回転させて切刃位置を割出してタッチセンサ8に対向させ、各切刃5をタッチセンサ8に接触させて切刃長を順次測定する。測定した各切刃5の切刃長の最も大きい高低差を切刃長演算手段20で算出し、切刃長の高低差の最大値が予め設定した許容値以上か否かを高低差判別手段23で判別する。高低差判別手段23で、切刃長の高低差の最大値が許容値以上である場合には切刃5の振れが大きいから、異常停止手段25で切削を停止させる。切刃長の高低差の最大値が許容値以内である場合には振れが正常範囲内と認定して切削に供する。
(もっと読む)
11 - 20 / 78
[ Back to top ]