
テクノハマ株式会社により出願された特許
1 - 10 / 13
インストルメントパネルとエアバッグドアの接合方法
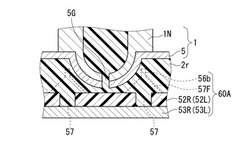
【課題】インストルメントパネルとエアバッグドアとをダイレクト射出成形法により接合する際に発生するゲートバリが、エアバッグの展開動作を妨げる抵抗部とならない接合構造体の接合方法を提供すること。
【解決手段】インストルメントパネル53R(53L)に貫通孔を含むエアバッグドア52Rを重ね、貫通孔にピンポイントゲート孔を対応させて、第1押え板をエアバッグドア52Rに重ねて、ピンポイントゲート孔を介して溶融樹脂を貫通孔に射出して、ゲートバリ56bを含む樹脂製リベット57でインストルメントパネル53R(53L)とエアバッグドア52R(52L)を接合して、予備接合構造体60Aを形成する。次に、予備接合構造体60Aに重ねた第2押え板5を用いて、ピンポイントゲート孔5Gを介して溶融樹脂をノズル1Nから射出して、予備接合構造体60Aの上面のゲートバリ56bを溶融樹脂で覆って形成した接合構造体を形成する。
(もっと読む)
射出成形機

【課題】成形型装置において成形された成形品を順次受けて所定位置まで下降させて整列させることができる射出成形機を提供する。
【解決手段】材料可塑化供給装置20から供給される溶融樹脂材料が射出装置55の射出ノズルから射出されて成形型装置60のキャビティ67に充填される。成形型装置60の下方には、脱型された成形品100を受ける成形品取出装置70が配置される。成形品取出装置70は、上向きに設置された取出シリンダ71とそのロッド72の先端部に取り付けられて昇降動作する成形品受け部材73とを備える。成形型装置60の下方には、成形品受け部材73が成形品100を受けて所定位置まで下降する直前に成形品100を受け取ってその成形品100を滑走させる払出シュート80が傾斜状に設置される。払出シュート80の下傾端には、成形品100を受け止めるストッパ体83が設けられる。
(もっと読む)
加工装置
【課題】複数の金型による部品の加工と併行して加工が施された部品同士の組付けを行うことを可能とし、さらに部品に対する他の加工を施すことも可能とする。
【解決手段】複数の金型26,28を個々の金型26,28の開閉方向に連ねた加工装置において、各金型26,28により加工が施される部品(例えばプッシュボタン10やホルダー12)の搬送装置(チャックA,B)が、他の加工機能(タンポ印刷やグリス塗布)を備えている。
(もっと読む)
成形装置
【課題】交換用の金型を稼動中の金型に対して交換可能状態で隣接させることにより金型の交換を容易にする。
【解決手段】一組の金型を型締め、型開きする型開閉方向に、それぞれの型開閉方向を一致させた複数組の金型を連ね、この複数組の金型を同一の駆動源21により型締め、型開き動作させる成形装置において、各金型の少なくも一部には、それに隣接して型開閉方向と直交する方向に交換用金型を備え、該交換用金型を、駆動源21により動作される稼動中金型の位置へ移動可能にすると共に、稼動中金型を型開閉方向と直交する方向であり、且つ交換用金型の位置とは異なる位置へ移動可能に支持するスライドテーブル61を備える。スライドテーブル61に支持された交換用金型を稼動中の金型に代えて、駆動源により動作される位置へ容易に移動でき、離れた位置から交換用金型を運んで交換する必要がなく、金型の交換を容易にすることできる。
(もっと読む)
成形装置
【課題】設備費ならびに設置スペースを抑え、かつ手作業の工程も不要としてコストの低減を図る。
【解決手段】素材に所定の加工を施すとともに、その素材の表面に樹脂を射出成形する装置であって、例えば金属素材50をプレス成形する際に該金属素材50を保持する金型(上型26及び下型27)等の保持具を含む所定の加工機構を備えている。そして、保持具に保持された状態において、金属素材50の表面とそれに対向して配置される成形型部材の内面との間に樹脂を成形するための成形空間28が構成され、その外部から成形空間にまで連通する樹脂流路26aが設けられている。この樹脂流路26aを通じて成形空間28に溶融樹脂を射出することが可能な射出機構を備えている。
(もっと読む)
射出成形装置
【課題】複数個の金型を用いて射出成形する際に、使用する溶融樹脂の合計容量が同じであれば、充填される溶融樹脂の容量が2倍の金型、あるいは充填される溶融樹脂の容量が4倍の金型を用いるといった取替えを可能とする。
【解決手段】射出機12からマニホールド22を通じて複数の金型28内に溶融樹脂を射出することにより、各金型において成形品を成形する形式の射出成形装置であって、マニホールド22は、金型28に連結される複数のバルブゲート24を備えている。複数の金型28は、個々の金型28に対応して設けられた締結機構(例えばトグルクランプ30)によってそれぞれ所定位置に固定することが可能である。そして、これらの締結機構は、マニホールド22の一つのバルブゲート24に連結可能な金型と、二つ以上のバルブゲート24に連結可能な金型とを取替えることが可能に構成されている。
(もっと読む)
射出成形方法
【課題】溶融樹脂に気体を吹き込んで樹脂製品を中空成形する場合であっても、材料の歩留まりがよい射出成形方法を提供すること。
【解決手段】射出成形方法は、ショートショット状態となるようにキャビティ50の一方から射出によって溶融樹脂Mを注入する第1の工程と、この第1の工程が終了する直前または第1の工程の後に、キャビティ50の一方から第1の気体を吹き込む第2の工程と、この第2の工程の後に、キャビティ50の他方から第1の気体の圧力より高い圧力を有する第2の気体を吹き込むと共に、この吹き込んだ第2の気体をキャビティ50の一方から排出する第3の工程とを備えている。
(もっと読む)
搬送用アーム機構
【課題】互いに連結された第1アームおよび第2アームをそれぞれ回転させるための動力源を一つにできるのはもちろんのこと、その動力源による両アームの回転を高精度で位置決めでき、かつ、両アームの個々の回転軸でのガタツキを抑える。
【解決手段】所定の製品を搬送する搬送用アーム機構であって、第1アーム28の基端部が、動力源20の駆動軸22に直結された第1回転軸26の軸心回りに回転するように支持され、第1アームの先端部と第2アーム48の基端部とが、第2回転軸40の軸心回りに相対的に回転するように連結されている。第1回転軸26の回転が、その軸上に配置された減速機30を通じて第1アーム28に伝達されるのと並行して第2回転軸40に直接伝達され、かつ、この第2回転軸の回転が、その軸上に配置された減速機50を通じて第2アーム48に伝達されるように構成されている。
(もっと読む)
射出成形機
【課題】一つの射出ユニットから複数の金型の各キャビティに溶融樹脂をそれぞれ注入し、これら注入した溶融樹脂に気体をそれぞれ吹き込んで樹脂製品を成形する射出成形機の小型化を図ることである。
【解決手段】射出成形機1は、一つの射出ユニットから複数の金型60、70、80、90の各キャビティ66に溶融樹脂Mをそれぞれ注入し、これら注入した溶融樹脂Mに気体Aをそれぞれ吹き込んで樹脂製品Wを成形することができる構成となっている。溶融樹脂Mを注入するとき、ショートショット状態となるように射出によって溶融樹脂Mを注入する。
(もっと読む)
トンネルゲート式成形金型
【課題】樹脂成形のための金型において、トンネルゲートを採用することによる利点を維持したまま、トンネルゲートの問題点を解消する。
【解決手段】スプルー54に注入された溶融樹脂が、金型のパーティング面30に対して傾斜するランナー56からトンネルゲート58を通って個々のキャビティ32に達する構成のトンネルゲート式成形金型であって、固定型10に中空形状のスプルーブッシュ14が組み込まれ、かつ、このスプルーブッシュの中に溶融樹脂を加熱するための加熱体40が組み込まれている。スプルーブッシュと加熱体との間の空間部によって、スプルー54と該スプルー54から個々のキャビティ32に向かうランナー56とが構成されている。そして、スプルーブッシュ14に各ランナー56から個々のキャビティ32に通じるトンネルゲート58がそれぞれ構成されている。
(もっと読む)
1 - 10 / 13
[ Back to top ]