
エス・エム・エス・ジーマーク・アクチエンゲゼルシャフトにより出願された特許
241 - 250 / 320
圧延設備のロール表面の欠陥、例えば、ひび割れ、陥没などを検出するための方法、装置及び回路
圧延設備(1)のロール(2)、特に、補強ロール(2b)と共に圧延スタンド(3)に軸止された作業ロール(2a)の表面の欠陥、例えば、ひび割れ、陥没などを検出するための方法、装置及び回路である。約0.5〜2MHzの周波数で生成された超音波の横波(4a)を第一のロール端(2c)に導入して、第二のロール端(2d)で受信し、測定プロセスの間、検査時間中に超音波送信機(5)と超音波受信機(6)をロール表面(2e)にしっかりと押し付けることによって、ロール(2)は、その動作位置において欠陥を検査することが可能である。  (もっと読む)
(もっと読む)
金属ストリップ、特に鋼ストリップを圧延し、引続いて巻上げる方法と装置
【課題】金属ストリップ、特に鋼ストリップを圧延して引続いて巻上げる方法と、連続的圧延処理においてストリップサンプルの経済的且つ迅速な検査を許容する装置とを提案すること。
【解決手段】金属ストリップ(1)が長さ部分において圧延規準を検査されて、少なくとも一つの回転駆動される拡張可能な巻上げコア(20)上に金属ストリップ(1)、特に鋼ストリップ(1)を圧延して引続いて巻上げる方法は、ストリップサンプル(1a)が圧延ライン(2a)のインラインの内部により深くに位置する巻上げステーション(18)を越えて自由検分用の検査テーブル(11)へ案内されて停止されることによって、連続的圧延処理において経済的且つ迅速な検査を許容する。この発明はさらにこの方法を実施する装置に関する。  (もっと読む)
(もっと読む)
金属ストリップを連続的に引き伸ばすための装置とこのような装置を運転するための方法
ストリップ移送方向(R)に、それぞれ少なくとも2つのローラ(8,9,10,11,12,13,14,15,16,17)を有する少なくとも3つのS字ローラユニット(3,4,5,6,7)を備える、金属ストリップ(2)を連続的に引き伸ばすための装置(1)において、ローラ(8,9,10,11,12,13,14,15,16,17)が、180°よりも大きいローラ周角度(α)に渡って金属ストリップ(2)に巻き付かれるように位置決めされており、少なくともストリップ移送方向(R)で第2のS字ローラユニット(4)が、その直径(D10,D11)が異なった大きさである2つのローラ(10,11)を備える。  (もっと読む)
(もっと読む)
金属、特に鋼材料の連続鋳造の際の、核心凝固、及び/または液相尖端部を測定するための方法、およびローラーセグメント
【課題】 本発明は、支持ローラー枠組2のローラーセグメント1内において、金属、特に鋼の連続鋳造の際の、核心凝固、及び/または液相尖端部を測定するための方法、およびローラーセグメント1であって、この支持ローラー枠組の、上側ローラー4を担持する上側フレーム3が、多角形の角部5a、5b、5c、5d内において設けられた液圧的なピストンシリンダーユニット6を介して、下側フレーム7の下側ローラー8に対して、その都度のストランド厚さに駆動的に調節される様式の上記方法、およびローラーセグメント1に関する。
【解決手段】 上記方法、およびローラーセグメント1は、回転駆動される個別の上側ローラー4の上下運動のための、外部の測定装置13または内部の測定装置13aを有する、ピストンシリンダーユニット6から成る独立した対体14に関して、測定値が、位置制御または力制御の際に、鋳込みストランド内における、核心凝固、及び/または液相尖端部の位置を確認するために顧慮される場合に、比較的に精確に作動する。  (もっと読む)
(もっと読む)
圧延ロールの洗浄方法及びその装置
【課題】動作或いは構造が単純であり、圧延ロール表面の損傷を防止しつつその洗浄効果を高めた、圧延ロール又はローラの洗浄方法及びその装置を提供すること。
【解決手段】金属ストリップ又はブルームのような被圧延材を製造する圧延装置における例えばワークロール5のような圧延ロール及び/又はローラの洗浄方法であって、複数のノズルD1〜Dnから高圧の液体を圧延ロールに噴射する前記洗浄方法において、所定の数の複数のノズルD1〜Dnをノズルバー10内或いはノズルバー10上に固設するとともに、前記各ノズルD1〜Dnに少なくとも1つの切換バルブを配設し、少なくとも1つの前記ノズルD1〜Dnをガイドバー10の端部から順次連続して開閉する。  (もっと読む)
(もっと読む)
厚板を偏心駆動機構により横方向切断するためのシャー
本発明は、偏心駆動機構(8)を用いてローリング切断運動を行い、かつカッタ担持体1内に保持された上側カッタ(3)と、シャーフレーム(2)内に固定されて設けられた下側カッタ(4)とを備えた、特に鋼の厚板を横方向に切断するためのシャーであって、この場合、上側カッタ担持体(1)が、枢着するように支承された案内要素(5)により、シャーに取付けられているシャーフレーム(2)のスタンド(6)と可動に連結しており、所定の鋼板の縦方向寸法を周期的に送り込むための装置が、特に少なくとも一つの駆動ユニットの形でシャーに所属している様式のシャーに関する。シャーの安定性とそれに関連して切断の品質は、シャーが、各々上側トラバース(7)と下側トラバース(7‘)により閉鎖されて形成されたシャーフレーム(2)の、側方のスタンド(6,6’)の間に設けられており、このシャーフレームの上側領域内には、上側カッタ(3)の偏心駆動機構(8,8‘)が不動に固定され、そしてこのシャーフレームの下側領域内には、下側カッタテーブル(9)がスタンド(6,6‘)間で不動に固定され、
ならびに下側駆動ローラ(12,12’)の支承部(10,10‘)と駆動機構(11)が設けられていることにより改善される。 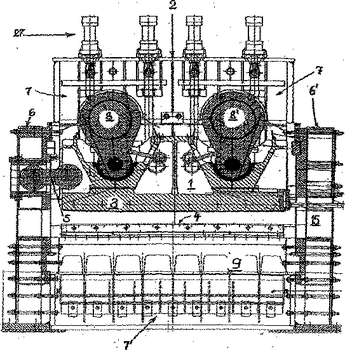 (もっと読む)
(もっと読む)
溶融鋼を生成する方法と装置
【課題】
電気アーク炉と取鍋炉内の電気エネルギーに関する示された損失が電気アーク炉内の過剰な過熱によって且つ取鍋炉内の従属性エネルギー供給に於ける損失によって著しく減少させること。
【解決手段】
この発明は、独立した溶解容器(3)の装入材料(2)が化石燃料(4)により溶融され、溶湯(5)が過熱容器(6)内で処理され、出湯され、別の処理容器(7)に輸送され、鋼製品の分析が調整される、溶湯鋼(1)を生成する方法と装置に関し、行程において比較的多いエネルギー消費にて予熱/溶融、過熱、輸送と二次冶金学/過熱に於ける処理が実施され得る。  (もっと読む)
(もっと読む)
ストリップを巻き上げるためのコイラ設備の転向装置
本発明は、ドライバローラ対(4,4’)を有するドライバ(3)と、ストリップ走行方向(B)の下流に配設された調整成分と、先端部もしくは終端部案内通路(1,2)に向かって旋回可能な切替え装置(5)と、この切替え装置の下に旋回可能に支承された、スクレーパとして下のドライバローラ(4’)に当接可能な誘導テーブル(6)とを有する、先端部案内通路(1)から終端部案内通路(2)へと、またその逆の方向へとコイラ設備においてストリップ、特に金属ストリップを転向するための装置に関する。ストリップの転向は、切替え装置(5)が、それぞれその上下の面を凸に形成され、これらに割当て可能なストリップ搬送ローラ軌道(7,7’)の排出端に、この切替え装置が持ち上げられたポジションで先端部案内通路(1)を解放し、スクレーパの機能を果たして上のドライバローラ(4)に当接するようにリンク式に配設されていること、誘導テーブル(6)が、切替え装置(5)の下面に適合して凹に形成されていることによって最適化される。切替え装置(5)にも、誘導テーブル(6)にも、それぞれ1つの操作機構、例えば液圧ユニット(8,8’)が付設されている。  (もっと読む)
(もっと読む)
圧延ストリップのプロフィル及び平坦性を調節するための凸形ロール
6段構成の圧延機におけるx3 のカット面を持つ中間ロール(20,21)の直径の大きな相違は、実際の動作時に補強ロール(30,31)の磨耗の増大と粗い表面を引き起し、長い動作時間後における補強ロール(30,31)上での損傷模様は、CVCカット面の形状と一致する。4段式圧延機でも、ほぼ同様にカットの度合いは、圧延計画で必要な程度よりも明らかに大きく、その結果この場合も補強ロール上での不利な磨耗模様が生じている。この誤差を最小限とするために、この発明では、6段式圧延機の各中間ロール(20,21)又は4段式圧延機の各ワークロールの胴回りの長さ(L)が、ロール胴回りの円筒形の区間(Z)とロール胴回りの凸状に曲がった区間(R(x))とから構成され、ロール胴回りの円筒形の区間から曲がった区間への移行点(A)が、L/2≦x<Lの範囲内で選択可能であり、両方のロール(20,21)上において、それぞれ圧延材料の幅の一部に渡って胴回りの端部の方向に対して互いに逆側に延びる曲がった輪郭が、数学による多項式R(x)=a0 +... an xn (n≧5)で記述されることを提案する。  (もっと読む)
(もっと読む)
圧延ストリップのためのコイラ装置
本発明は、トラフローラ(1)が、弾性変形可能なジャケットリング(4)によって形成されている、圧延ストリップの巻上げ又は巻戻しをする際にコイル(2)を回転させるための少なくとも1つの駆動可能なトラフローラ(1)を有し、並びにコイラの前又は後に配設されるローラテーブルを有する圧延ストリップのためのコイラ装置に関する。  (もっと読む)
(もっと読む)
241 - 250 / 320
[ Back to top ]