
エス・エム・エス・ジーマーク・アクチエンゲゼルシャフトにより出願された特許
231 - 240 / 320
ストリップを横方向分割するためのせん断機における、カッタを締付けるための装置
【解決手段】 本発明は、ストリップを横方向分割するためのせん断機、特に圧延ストリップを横方向分割するためのせん断機、及び/または頭部せん断機における、カッタ10を締付けるための装置であって、この装置が、ピストン3、ピストンロッド4、圧縮ばね5、キャップ6、固定装置7、および締付け条片8から成る様式の上記装置に関し、その際、第1のピストン3に対して離間された状態で、第2のピストン16が設けられている。  (もっと読む)
(もっと読む)
連続鋳造設備内における、ローラーの冷却装置
【解決手段】右側の軸受ケーシング2、左側の軸受ケーシング3、および、軸受ジャーナル11、12を用いてこれら軸受ケーシング2、3内において回転軸受けされているローラー4、特に、連続鋳造設備内における、ストランド案内ローラー、ローラーテーブルのローラー、移送ローラー、支持ローラー、駆動機構ローラーから成る、ローラー装置1を冷却するための、その方法の場合に、冷却媒体がこのローラー4内における軸線方向の穿孔を通って導かれる様式の方法において、冷却媒体が、付加的に、軸受ケーシング2、3内に収納された軸受13、14を冷却する。本発明は、更に、相応するローラー装置1に関する。 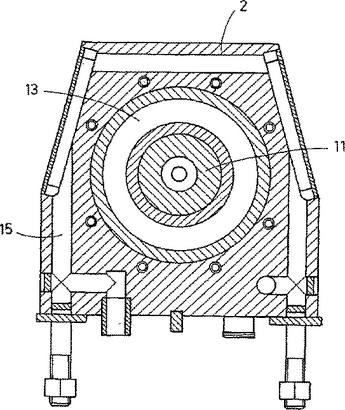 (もっと読む)
(もっと読む)
液状の金属、特に鋼材料を鋳造するための連続鋳造鋳型を有する連続鋳造機械
【課題】 鋼材料のための連続鋳造機械は、幅広側板11および幅狭側板13から成る鋳造型枠10を備える連続鋳造鋳型6を有しており、これら幅狭側板に、ピストンシリンダーユニット16が、調節部材および支持支承部として設けられており、これらピストンシリンダーユニットの位置が、フィールド測定機器21を介して測定され、これら測定データが、フィールドバスモジュール22を介して、バス信号として、連続鋳造機械1の連続鋳造制御装置23内において記憶され、および、処理の後、制御信号として、調節部材へと導き戻され得る。
【解決手段】 測定データを、すぐに現場で、連続鋳造鋳型6において検出するため、および、すぐに現場で処理するために、それぞれの液圧シリンダー16aが、弁装置スタンド24に、測定および制御信号導線28のための固定式のターミナルボックス25でもって接続されていること、および、このターミナルボックス25が、軸制御器30と結合されており、この軸制御器から、フィールドバスモジュール22が、信号を、記憶プログラミング可能な制御装置31へと導くことが提案される。  (もっと読む)
(もっと読む)
スクラップベースの二次鋼を製造するための方法及び設備
スクラップ(10)は装入装置(1)を経由してスクラップ予熱装置(2)内に装入され、そこで予熱され、引き続いて溶解ユニット(3)内にもたらされ、そこで一次エネルギーにより溶解される様式の、スクラップベースの二次鋼を製造する場合、溶解ユニット(3)を出るプロセスガス(19)は、スクラップ(10)を直接予熱するためにはもはや使用されず、本発明によればガス状の予熱媒体、例えば空気(18)あるいは予熱ガスを加熱することにより間接的に使用され、これにより流体技術的でかつ空間的な、エネルギーによる予熱と溶解の結合の解除、および流体技術的でかつ空間的な、エネルギーによる後燃焼と予熱の結合の解除が達せられる。  (もっと読む)
(もっと読む)
圧延ロールネックを収容するためのチョック
【解決手段】本発明は、鋼加工装置、および非鉄金属加工装置内において使用されるロールの圧延ロールネックを収容するためのチョック1であって、このチョックが、最も深い軸受点9の下方に設けられている、少なくとも1つの潤滑剤収容室7をロール胴側3で、および、少なくとも1つの、潤滑剤収容室8を流出側4で有しており、並びに、これら潤滑剤収容室7、8の間の結合穿孔10をこのロール胴側3および流出側4で有している様式の上記チョックに関し、その際、潤滑剤2が、チョック1内における付加的な潤滑剤収容室15、16内において捕捉される。  (もっと読む)
(もっと読む)
ローラーハース炉及び旋回テーブルを備えたCSP連続鋳造設備
この発明は、少なくとも一つの連続鋳造部分と、場合によっては少なくとも一つの圧延ユニットと、少なくとも一つの切断装置と、ストリップを焼鈍するための一つ以上の装置(3)とを有する連続鋳造設備(1)に関する。そのような設備の生産性を向上するとともに、移送する鋼鉄製品の範囲を広げるために、連続鋳造設備(1)に対して平行に延びる少なくとも一つの圧延ライン(8)を、様々なサイズのブルームを連続鋳造設備(1)のラインに運び込むための手段(10,10’)を備えた形で配置することを提案する。  (もっと読む)
(もっと読む)
液状金属、特に液状鋼材用の連続鋳造装置の連続鋳造金型を支持する昇降テーブル用の制御及び調整装置又はそのいずれか一方の装置
【課題】
制御スタンドに対してかなりの遠隔であることを考慮して多数の信号電線にもかかわらず僅かなケーブル敷設費用が必要である分散した種類の制御或いは調整を提供すること。【解決手段】
複数の固定式で昇降テーブル(10)に連接されたピストン−シリンダ−ユニット(12)によって発生される上下運動を昇降テーブル(10)と連続鋳造金型(5)へ伝達する振動駆動手段を備え、磁界測定装置(16)が液圧シリンダ(12a)に調整弁(18)と複数の圧力受容部(19)とを備える弁ブロック(17)を固定し、液圧シリンダ(12a)内に位置検出器(20)が一体化され、そして磁界測定装置(16)の信号が電気接続部(21)を介して制御及び調整スタンド(25)又はそのいずれか一方のスタンドへ、戻って付属アクトアに案内される、液状金属、特に液状鋼材(3)用の連続鋳造装置(1)の連続鋳造金型(5)を支持する昇降テーブル(10)用の制御及び調整装置又はそのいずれか一方の装置は、電気接続部(21)は昇降テーブル(10)の接近範囲(30)内でケーブルパケット(23)としてそれぞれに軸線調整器(31)に案内され、この調整器が磁界バスを介して制御及び調整スタンド(25)又はそのいずれか一方のスタンド内で遠くに位置する記憶プログラム可能な制御部(32)と接続されていることを特徴とする。  (もっと読む)
(もっと読む)
鋼材でできた薄肉および/または厚肉スラブを熱間ストリップに圧延する方法
予め、薄肉あるいは厚肉スラブ(2;3)として連続鋳造機(1)内で鋳造され、トンネル炉(5)あるいはウォーキングビーム炉(6)内で圧延温度まで加熱され、そして圧延ライン(4)内で圧延され、続いて冷却されそして巻取り束(18)になるまで巻き取られるような、鋼材でできた薄いおよび/または厚いスラブ(2;3)を熱間ストリップ(4a)に圧延する方法は、
圧延ライン(4)が、薄肉スラブ部分(2b)あるいは厚肉スラブ部分(3b)が、その厚さに依存して圧延ラインの適切な位置で挿入される、粗圧延ロールスタンド(4c)と仕上げ圧延ロールスタンド(4b)とから形成されていることにより、
圧延ライン(4)の負荷が最大である場合に十分連続して、
熱間ストリップ(4a)の品質標準とロール磨耗の減少に依存して行われる。  (もっと読む)
(もっと読む)
AOD転換炉でのAISI規格4xxフェライト鋼クラスのステンレス鋼の製造方法
この発明では、溶銑及びFeCr固形物にもとづき、AISI規格4xxフェライト綱クラス、特に、AISI規格430鋼クラスのステンレス鋼を製造するために、酸素と不活性ガス(反応が鈍いガス)を一緒に、ノズルを介して浴内に吹き込むとともに、吹込みランスにより上方から浴の表面上に吹き込むAOD法(アルゴン酸素精錬法)を用いることを提案する。この処理の目的は、最適な時間間隔内に溶融装入物の処理を終了し、目標とする湯出し温度と組成を達成して、クロムの損失を最小化することであり、それは、相応の使用技術により、並びに溶融装入物の処理を監視、予測及び制御する冶金的な方法モデルを用いて達成される。  (もっと読む)
(もっと読む)
金属、特に鋼材用の連続鋳造装置の支持ロール架台用の制御および/または調整装置
互いに調節可能である下枠(11)と、上枠(12)と、2つ1組のピストンシリンダユニット(13)とを備える、複数の連続するロールセグメント(8)からなる、金属、特に鋼材(3)用の連続鋳造装置(1)の支持ロール架台(2)用の制御および/または調整装置において、周辺機器(14)の測定データが分散式に検出および処理され、周辺機器(14)がロールセグメント(8)の横または上またはロールセグメント(8)の近傍で定置型ホール架台(17)に配設され、該周辺機器の測定信号が軸調節器(18)を介して処理および記憶され、かつフィールドバスモジュール(20)を介してメモリプログラミング式制御部(19)と通信することにより、ロールセグメント(8)の上または横の機能部の移設によりフィールドケーブル敷設と制御コンセプトとを簡素化する装置。  (もっと読む)
(もっと読む)
231 - 240 / 320
[ Back to top ]