
日本素材株式会社により出願された特許
11 - 20 / 29
金属ガラス合金の機械加工方法
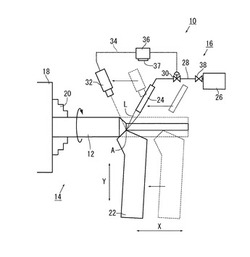
【課題】金属ガラス合金の加工位置およびその周辺部において結晶を生じさせることなく金属ガラス合金の機械加工を行うとともに、工具の摩耗の進展を遅くして工具の寿命を長くする金属ガラス合金の機械加工方法を提供する。
【解決手段】金属ガラス合金12の加工位置の温度を温度測定装置で測定し、最適温度になるように、金属ガラス合金12と工具22とが接触する加工位置Aに冷却媒Lを供給しつつ、金属ガラス合金12を結晶化温度以下の温度で機械加工する。
(もっと読む)
金属ガラス球体成形用鋳型、およびその鋳型を用いて金属ガラス球体部を有する鋳造物を製造する方法

【課題】均質な非結晶質組織を有する金属ガラスを製造することのできる金属ガラス球体成形用鋳型を提供する
【解決手段】湯道22にてその側面同士を連通した球状の空間を有する複数のキャビティ20と、湯道22からは最も遠く、また、金属ガラス溶湯12の流れ方向に直交するキャビティ20の最大径部20aに近づくにつれて近接するようにキャビティ20に沿って形成され、かつ、金属ガラス溶湯12の流れとは逆方向に通水される通水孔26とがその内部に形成することにより、上記課題を解決することのできる金属ガラス球体成形用鋳型14を提供することができる。
(もっと読む)
金属ガラス球体の製造方法、該方法により製造された金属ガラス球体をベアリングボールとして用いた軸受け、該金属ガラス球体をペン先に取り付けたことを特徴とするボールペン、および該金属ガラス球体を用いた装飾品
【課題】金属ガラス球体部の表面精度を高めて真球体である金属ガラス球体にすることのできる金属ガラス球体の製造方法を提供する。
【解決手段】ランナー27で数珠繋ぎ状態となった金属ガラス球体部10aを有する鋳造物11をランナー27部分で切断して側部にランナー切断突起27aが残った金属ガラス球体部10aを形成し、研磨用保持板34に独立して設けられた複数の保持孔38に、金属ガラス球体部10aを研磨用保持板34に対して回転可能に、かつ金属ガラス球体部10aの一部が研磨用保持板34から露出するように収容し、この状態で研磨盤40、46を金属ガラス球体部10aの露出部に接触させつつ研磨用保持板34に対して研磨盤40、46を偏心させて相対回転させ、金属ガラス球体部10aの表面を研磨することにより、上記課題を解決した金属ガラス球体の製造方法を提供することができる。
(もっと読む)
金属ガラスの成形方法および金属ガラスの成形装置
【課題】微細な金属ガラスの成形品を高い精度で製造することができる金属ガラスの成形装置および金属ガラスの成形方法を提供する。
【解決手段】金属ガラス成形用材料を溶融し、前記溶融された金属ガラス成形用材料を鋳型を用いて成形する金属ガラスの成形方法であって、前記金属ガラス成形用材料および前記鋳型を加熱し、前記金属ガラス成形用材料を溶融させ、前記溶融した金属ガラス成形用材料および前記鋳型を加熱しつつ、金属ガラス成形用材料に圧力を加えて前記鋳型に含浸させ、前記金属ガラス成形用材料が含浸された前記鋳型を冷却して、前記溶融した金属ガラス成形用材料を凝固させることを特徴とする金属ガラスの成形方法を用いる。
(もっと読む)
木炭セラミック
【課題】微粉砕した木炭粉と結合剤から成る木炭セラミックを基板に塗布、あるいは薄板状に成型することにより、優れた吸着性を有し通電加熱が可能なパネルを提供する。
【解決手段】木炭と結合材を湿式粉砕によってスラリーとした後、スラリーを基板に塗布するかあるいは型に流し込んで乾燥させ、薄板状に成形することにより課題の解消を図るものであり、すなわち 微粉砕・固化することによって組織が均一化されるので、通電によるむらのない加熱が可能となる。
(もっと読む)
炭素繊維発熱線
【課題】 炭素繊維の長さ方向の強度は焼入れ鋼以上であるが、折り曲げにはきわめて弱いという問題点を有する。炭素繊維を折り曲げる、あるいは強くこすると、炭素繊維の一部は簡単に破断する。この結果として電気抵抗値が減少するとともに、破断した細い炭素繊維に電流が流れると抵抗加熱によって白熱するのできわめて危険である。炭素繊維は最も優れた遠赤外線放出物質でありながら、電気毛布などへの応用がされていないのは、このような理由による。
【解決手段】極細ステンレス鋼線を巻きつけて炭素繊維線を束ねた後に、その表面をシリコーン樹脂、フッ素樹脂などの耐熱性樹脂でコーティングすることによって破断しない感電の心配がない炭素繊維発熱体を提供する。
(もっと読む)
金属ガラス評価方法およびその装置
【課題】金属ガラスの結晶化や内部欠陥の有無を、単一の方法で精度よく簡単に評価することができる金属ガラス評価方法とその装置を提供する。
【解決手段】金属ガラスの表面に当接させたコイルに交流を印加し、発生した渦電流信号の変化に基づいて、金属ガラスの結晶化や内部欠陥の有無を検出することを特徴とする。かかる構成により、従来の危険を伴うX線回折法及びX線透過法や、材料の切り出しが必要な熱分析法と異なり、金属ガラス中の結晶化や内部欠陥の有無を、単一の方法で、安全に、且つ精度よく簡単に評価することができる。
(もっと読む)
Ti系高強度超弾性合金
【課題】高強度、低ヤング率、および高い冷間加工性を有するTi系高強度超弾性合金を提供する。
【解決手段】Ti系高強度超弾性合金は、12重量%以上30重量%以下のNb、12重量%以上30重量%以下のZr、1重量%以上6重量%以下のAl、1重量%以上8重量%以下のCr、1重量%以上8重量%以下のSn、および残部がTiよりなる単相固溶体であることを特徴とする。このTi系高強度超弾性合金は常温でβ相の単相固溶体であることから、冷間加工性が高く、また弾性変形領域が拡大して大きな延性を示す。また、所定の冷間加工を施すことで、スプリングの材料として最適な合金となる。
(もっと読む)
急冷凝固金属製の中空体の製造方法および急冷凝固金属製の中空体の製造装置
【課題】中子を容易に取り出すことができ、複雑な形状の金属ガラスなどの中空体を製造することができる急冷凝固金属製の中空体の製造方法および急冷凝固金属製の中空体の製造装置を提供する。
【解決手段】熱源が、金属材料1を溶融可能である。鋳型11が、中空部21を有する。中子12が、黒鉛製で粉砕可能であり、鋳型11の中空部21に、中空部21の内面との間に空隙24を有するよう配置されている。溶融金属注入手段13が、熱源により溶融された金属材料1を、空隙24に注入可能に設けられている。冷却手段が、空隙24に注入された金属材料1を臨界冷却速度以上で急冷可能である。粒子噴射装置14が、中子12に高速の粒子を吹き付け可能に設けられ、これにより中子12を粉砕可能になっている。
(もっと読む)
非結晶合金バルク或いは非結晶合金と一般結晶金属の複合合金バルクの製造方法
【課題】現在の小型非結晶合金バルク(金属ガラスバルク或いはナノ結晶合金や準結晶合金バルク)を脱して大きいサイズのバルクを作製できるようにすることである。
【解決手段】非結晶合金である金属ガラス合金又はナノ結晶合金或いは準結晶合金のいずれか1を溶解し、2以上の注入口(2)から鋳型(1)内に前記非結晶溶解合金を注入し、鋳型(1)内に形成されたキャビティ(3)内で前記非結晶合金(4)同士を溶融状態で接合すると共に非結晶合金(4)の臨界冷却速度以上の冷却速度で冷却することを特徴とする。
(もっと読む)
11 - 20 / 29
[ Back to top ]